钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第8页
麻花钻产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
麻花钻(Twist Dril)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。麻花钻技术门户涵盖了麻花钻的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题和厂商针对麻花钻的市场及技术活动。
麻花钻
孔加工
阅读全文
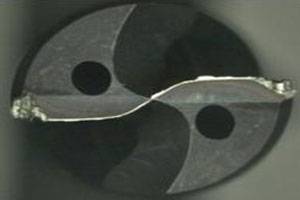
麻花钻头的磨法 麻花钻头磨法图解
麻花钻头对于机械加工来说,它是一种常用的钻孔工具。结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事,下面小编就来介绍麻花钻头的磨法。
麻花钻
钻头
孔加工
机械
阅读全文
斜孔钻削工艺及麻花钻结构的改进
用标准麻花钻头钻削30°斜孔时,由于钻头与工件之间的夹角较小,为保证加工长度,需要加长钻杆和钻头,从而使钻头刚性降低。此外,钻削斜孔时钻头在相当长一段时间处于断续切削状态且径向抗力很大,为避免崩刃,保证加工正常进行,就必须减小切削用量,这就直接影响了加..
麻花钻
钻床
孔加工
汽车
阅读全文
永不凋谢的麻花:漫谈麻花钻百年不倒的辉煌
您知道全球每年要消耗多少支麻花钻吗?您可能不知道,我也不知道!要知道这个数字可能要比知道牛上到底长多少根毛还要难。但是,我了解到,每年仅我国出口高速钢麻花钻就有十多亿支啊!如果把全球每年生产的所有麻花钻统计在一起,不管是工业用的还是家用DIY的,大概不..
麻花钻
孔加工
刀具
模具
阅读全文
六个小技巧轻松磨好钻头
麻花钻是一种常用的钻孔工具,结构简单,刃磨钻头对于工件的加工很重要,但要把钻头真正刃磨好,也不是一件轻松的事。关键在于掌握好刃磨的方法和技巧,再加上多次刃磨的经验,就可以很好地掌握钻头的刃磨尺度。
麻花钻
钻头
孔加工
模具
阅读全文
郑钻刀具产品在航空航天领域的应用
复合材料具有质量轻、强度高、耐高温、耐腐蚀等特性,是航空航天领域的理想材料。随着航空航天复合材料的广泛应用,正确选择和合理使用刀具进行高效高质量切削加工成为关键。目前,航空航天制造业常用刀具材料主要有硬质合金、超硬刀具材料和陶瓷等,其中,硬质合金和超..
立铣刀
麻花钻
钻头
铣刀
孔加工
刀具
航空
阅读全文
麻花钻在加工机械零件上的应用
正确刃磨切削角度及提高表面粗糙度:钻头与铰刀比较,有相似的地方。如有两条主切削刃和副切削刃,副切削刃呈螺旋形,并有刃带和倒棱,可以增加切削的平稳性。只要将钻头的切削角度及表面粗糙度,参照铰刃的要求加以改进和提高。基本上就具备了类似铰刃的条件,所以能扩..
麻花钻
钻头
孔加工
刀具
机械
阅读全文
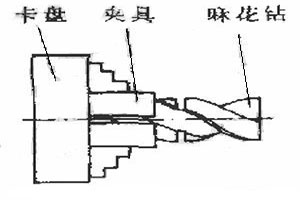
麻花钻_标清
麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手 麻花钻麻花钻持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钻头材料一般为高速..
麻花钻
孔加工
阅读全文
麻花钻怎么炼成的
麻花钻的生产工艺有好几种: 最老的是铣制,就是一概圆柱棒料铣两个槽,再钦边开口. 第二种是轧制,专业的机器.把圆棒料加热至红,然后设定好的四块板挤压,出来后基本成型了,然后外圆磨,开口. 第三种是全磨制,相应的机器俗称磨沟机,道理跟第一种铣制有点像,但机器是全自动的,..
麻花钻
孔加工
阅读全文
怎样使用麻花钻?麻花钻正确操作方法及口诀
麻花钻因其容屑槽成螺旋状而形似麻花而得名,是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。螺旋槽有2槽、3槽或更多槽,其中以2槽最为常见。
麻花钻
钻头
孔加工
刀具
汽车
阅读全文
麻花钻后刀面线切割成形装置的设计
针对麻花钻锥面后刀面刃磨装置的复杂性以及现有砂轮刃磨存在的问题,基于麻花钻后刀面刃磨理论的研究成果,提出了一种新的麻花钻锥面后刀面刃磨方法—数控电火花线切割刃磨方法,即用线切割成形代替砂轮刃磨
麻花钻
孔加工
刀具
汽车
阅读全文
汽车关键零部件高性能刀具的开发主要内容
应用反求工程,参数化解析以及高速旋转刀具系统安全性进行刀具优化几何设计;应用多轴联动数控磨削和电蚀磨削技术完成复杂空间曲线刃的成形;应用先进涂层工艺进行新型多层复合硬涂层技术;应用数据库集成进行刀具应用技术推广。本课题的研究对汽车制造及刀具制造业自身..
铰销
麻花钻
孔加工
刀具
汽车
阅读全文
不可错过的视频演示-麻花钻的刃磨
麻花钻是一种常用的钻孔工具,虽然结构简单,但要把它真正刃磨好,是一件技术活。关键在于掌握好刃磨的方法和技巧,才能刃磨到位。在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的..
麻花钻
孔加工
阅读全文
pro-e实例演示-麻花钻实体模型_标清
proe 4.0实体建模中如何快速简便的造型麻花钻模型的方法步骤,其中用到常用的拉伸、混合、基准平面工具、倒圆角等命令,通过本节内容的学习可以使我们充分利用和巩固模型的创建方法,从而提高我们三维建模的能力.
麻花钻
孔加工
阅读全文
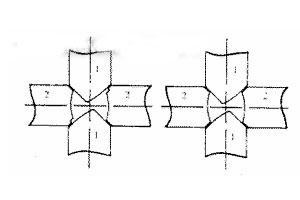
机械制造工艺—麻花钻的刃磨
麻花钻头刃磨时,主要刃磨钻头的锋角,将钻头的一边的切削刃放成水平,钻头的轴线与砂轮成为约59°的夹角(保证锋角118°±2°),同时,钻头轴线稍微前边高,向砂轮慢慢靠近磨削一边锋角的后面,同时下压钻头尾部及稍微转动钻头,使后角成8°~12°,避免钻孔时碍事。磨完一边..
麻花钻
孔加工
刀具
机械
阅读全文
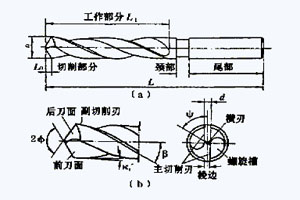
麻花钻S刃钻尖的特点及其应用
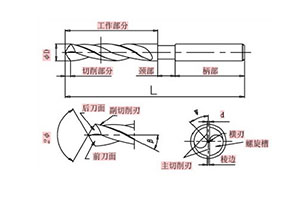
麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2Ø)决定了前角g的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。
麻花钻
孔加工
刀具
机械
阅读全文
麻花钻钻孔常见问题有哪些?原因及解决办法汇总
我们在使用麻花钻钻孔时,常会发现钻出的孔不符合要求。这是什么原因呢?又该怎样解决呢?接下来,小编为您详解麻花钻钻孔常见问题有哪些?原因及解决办法汇总,希望能对大家有所帮助。
麻花钻
孔加工
刀具
模具
阅读全文
麻花钻维护及保养方法介绍
麻花钻在使用时先将横把部件螺栓接头插入钻头部条活动连接螺母定向槽内,逆时针方向旋紧连接螺母,即可插入预定钻孔地区用手加压以顺时针向旋入土壤中,每旋约200~250毫米即向上提拨钻孔(若过深提拨时会很费力而不方便)、剔下钻头螺旋中土、此土即为离该地段距离的土样..
麻花钻
孔加工
轨道
阅读全文
简析麻花钻的几何角度与刃磨精度的关系
麻花钻主切削刃上选定点的主偏角,是在该点基面上主切削刃投影与钻削进给方向之间的夹角。由于麻花钻主切削刃上各点基面不同,各点的主偏角也随之改变。麻花钻磨出顶角2Φ后,各点的主偏角也就确定了,它们之间的关系为tan=tanΦcos式(2-2)----选定点的端面刃倾角,它是主..
麻花钻
孔加工
刀具
机械
阅读全文
用麻花钻锪沉头孔的方法
用麻花钻锪孔首先要保证刀具在被锪孔内的定心和切削工作过程中的平稳性。将麻花钻的切削部分修磨成适当的几何形状就可以改作锪钻。锪孔的质量好坏与刀具切削部分的几何形状正确与否有密切关系。如果刀具切削部分的几何形状不正确,锪孔时刀具不定心,工件上所锪出的孔会..
外圆磨床
麻花钻
磨床
孔加工
刀具
机械
阅读全文
通过转动试验测定麻花钻的过程力
孔是最重要的切削加工工艺之一。在典型的转动部件上,钻孔加工的时间约占30%。无论是在钻孔时还是车削时,钻刃或刀刃在一般情况下总是处在连续的切割中,而且使用的也是同样的刃具材料,因而就这一点而言,钻与车的过程是相似的。
麻花钻
孔加工
润滑
模具
阅读全文
轴向定载荷麻花钻的切削试验方法
我国机械行业标准JB/T50189-1999是国通行的麻花钻切削寿命试验规范。该标准对试验用的麻花钻、试坯、切削液及其它保证试验条件一致性的各项因素和试验数据的处理方法都做了严格的规定。大家都很熟悉就不一一赘述,只是为了和下面介绍的试验方法相比不得不啰嗦以下两句:..
麻花钻
孔加工
机械
阅读全文
麻花钻正确操作方法及技巧
麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钻头材料一般为高速工具钢或硬质..
麻花钻
孔加工
机械
阅读全文
直柄麻花钻的轧沟磨背工艺
直柄麻花钻的成形国内普遍采用轧制工艺。该工艺的最大优点是生产效率高,能充分利用原材料;加工出的钻头坯体内部组织具有纤维连续性,且晶粒细化,碳化物分布均匀,红硬性高。但轧制工艺也有着明显的缺陷,即钻头坯体极易轧裂。以我厂生产为例,在通常情况下,直柄麻花..
麻花钻
孔加工
机械
阅读全文
瓦尔特研发适应航空复合材料孔加工的PCD高性能麻花钻
在航空航天领域及其他行业,复合材料的使用在不断增加。瓦尔特刀具(Walter Tools)针对这些材料开发出了专用的特殊刀具产品:PCD高性能麻花钻。
复合材料
麻花钻
孔加工
刀具
航空
阅读全文
麻花钻加工精孔有妙招
在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,表..
麻花钻
孔加工
机械
阅读全文
EMUGE公司浅谈麻花钻磨损
硬质合金麻花钻在切削过程中将逐渐产生磨损,当麻花钻磨损达到一定程度时,可以明显地发现切削力加大,切削温度上升,切屑颜色改变,甚至产生振动。同时,工件尺寸也可能超出公差范围,已加工表面质量也明显恶化。因此麻花钻的磨损和耐用度关系到钻削加工的效率、质量和..
麻花钻
孔加工
刀具
航空
阅读全文
麻花钻问答精粹
麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手麻花钻持式钻..
麻花钻
孔加工
阅读全文
伊斯卡拓展了IQ变色龙钻系列
受来自世界各地的客户需求的推动,伊斯卡拓展了其颇受市场欢迎的IQ变色龙钻(CHAMIQDRILL)系列,钻头可加工直径范围为33-40mm,长径比为1.5-8倍径。
钻头
孔加工
刀具
阅读全文
欧士机:客户案例不锈钢钻头加工案例
在制造行业,成功的重要因素之一就是效率。但如果只考虑快速加工,便无法加工高精度和高要求的零部件。在加工密封件时,保险性是首要考虑的因素,但同时可靠性和高质量也不能被忽视。
欧士机
钻头
孔加工
刀具
阅读全文
丝锥在螺纹加工中应用技术专题
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥。针对不同材料的加工,我们需要不同的丝锥对应。丝锥是制造业操作者加工螺纹的最主要工具。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产..
钻头
螺纹加工
孔加工
阅读全文
丝锥、钻头断在工件里怎么办?26种解决方法仍你选
丝锥、钻头断在工件里怎么办?26种解决方法仍你选.
钻头
螺纹加工
孔加工
阅读全文
澳克泰 盛装出席CCMT2016 全面创新 不断突破
第九届中国数控机床展览会 (CCMT 2016) 于2016年4月11日至4月15日在上海新国际博览中心隆重举行。CCMT是以展示中国数控机床为主的高品质展会,被誉为两年一度的中国机床工具行业名家名品检阅大舞台。本次展会主题为“新环境 新格局 新作为”。作为中国刀具行业的年轻品..
澳克泰工具
CCMT
CCMT2016
钻头
车床
车刀
铣刀
孔加工
刀具
阅读全文
OSG CCMT参展产品 精彩纷呈
OSG钻头家族的最新成员,能真正做到控制加工成本和达到最优的加工效益! 详细介绍传送门:重磅新品|ADF硬质合金平头钻
欧士机
CCMT
CCMT2016
钻头
螺纹加工
孔加工
刀具
阅读全文
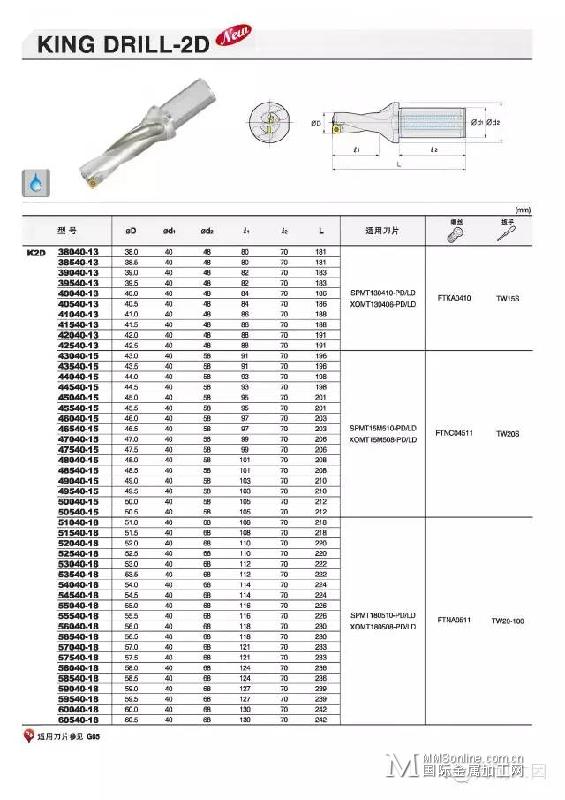
KORLOY 钻头精选之King Drill
KORLOY这款钻头通过刀片的优化设计使钻削获得最佳的功效。钻头通过3内冷孔的设计,加之特有的中心孔冷却系统有助于防止中心刀片的磨损,提高切屑的控制。优化过的容屑槽增强的刀体刚性,使得排屑更加顺畅。下图会从各个方面综合分析此款钻头的性能,便于大家更好地了解这..
高耐大因
钻头
孔加工
刀具
阅读全文
伊斯卡推出三刃深孔钻TRIDEEP
伊斯卡推出技术创新的三刃深孔钻TRIDEEP,既适用于枪钻也适用于BTA深孔钻。钻削直径范围为16-28mm,夹持带三个分屑槽切削刃的TOGT刀片。刀片采用了大正前角设计,其修光刃能确保高的被加工孔表面质量。新刀片采用了伊斯卡适合于通用加工的PVD涂层IC908合金牌号,有五种..
CCMT
CCMT2016
孔加工
刀具
阅读全文
不锈钢材料加工难?看刀具专家们如何解决
目前不锈钢被广泛应用于航空航天、发电设备制造、建筑和食品等工业部门及日常生活中。而不锈钢材料在加工过程中易出现刀具磨损加快、加工表面完好性差、切屑排除困难等共性问题,严重影响了此类材料零件的加工质量、生产周期及加工成本。金属加工微信针对 不锈钢材料加..
钻头
孔加工
刀具
阅读全文
肯纳金属2015万里行-Hard Core钻头视频介绍
对于在苛刻加工条件下寻求最佳性能产品的客户而言,肯纳金属公司可为其提供最新型的客户定制和标准型的高耐磨产品解决方案,帮助客户提高生产率。 这种生产率的提高是通过我们在先进材料领域具备的技术优势,以及在产品应用方面的技能而实现的。 我们在环境的可持续性方..
肯纳金属
钻头
孔加工
阅读全文
肯纳金属2015万里行郑州站-Drill Fix DFSP可转位钻头
对于在苛刻加工条件下寻求最佳性能产品的客户而言,肯纳金属公司可为其提供最新型的客户定制和标准型的高耐磨产品解决方案,帮助客户提高生产率。 这种生产率的提高是通过我们在先进材料领域具备的技术优势,以及在产品应用方面的技能而实现的。 我们在环境的可持续性方..
肯纳金属
钻头
孔加工
阅读全文
揭秘2015数控工具磨床取代人工研磨刀具
说起携带式钻头铣刀研磨机受欢迎的原因,有这样一个比喻:人类发明了机械交通工具后,一旦拥有了,现在离家出远门还有人愿意走路或者骑马吗?同样道理,一旦习惯使用研磨钻头\铣刀还会有人用手工来磨钻头\铣刀吗?一台不仅可以为企业节省生产成本,也可以为老板解决头痛..
钻头
磨床
铣刀
孔加工
刀具
阅读全文
首页
上页
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
应用分享 | Mahr 太阳能电池板3D测量解决方案
PolyWorks|Inspector™提供了市场领先的便携式测量平台
畅饮一夏!使用了igus直线传动机构的自助啤酒机几秒内快速供应啤酒
快收!雄克工博会逛展攻略已流出
开展倒计时 |9月19-21日邀您看尽钢木结构、保温材料、建筑表皮、金属屋面、智能制造,共同见证这场行业盛会!
山高刀具STEP | 不止于切削的价值理念碰撞,i人e人都适合的培训又一次受到好评
2024长三角快递物流供应链与技术装备展览会(杭州)
展会预告 | 9月20日,igus与您相约BICES展
挑战重载!工程塑料轴承到底行不行?
易格斯 EMO直播 | 看尖端技术如何为机床行业降本增效
机械设备:迎来巨大利好
达诺巴特VIP 俱乐部 I 航空技术开放日
达诺巴特磨削白皮书 | 第六部:汉布雷格静液压技术50年
SILMAX携手ANCA打造创新和卓越的不朽品质
数创先锋,智造价值
2023年8月纺织服装出口降幅收窄
同比增长17.34%!2023年1-7月重型机械行业进出口简况
纺织行业和纺机行业2023年上半年经济运行情况
2023TCT亚洲展圆满收官,再创历史新高!下一站:十周年见!
我国绿氢规模化工业应用实现零的突破
智慧化工厂助力食品行业“加速跑”?
“超级工程”时代,大型结构件这样测,实现效率精度双提升
汽车质量全过程控制,海克斯康为上海大众动力总成保驾护航
海克斯康总裁兼首席执行官Paolo GUGLIELMINI出席2023世界新能源汽车大会
2023工博会 | 亮点全揭秘,海克斯康邀您共赴工业数字化之旅
早鸟预售!萨瓦尼尼高阶“智”造培训惊喜来袭~
好优利COFA刀具应用案例-医疗行业膝关节置换
力劲集团创始人刘相尚先生荣获“香港工业专业评审局2023杰出成就奖”
全球首发 | 马扎克新一代高性能、紧凑型立式加工中心FF-400V/30L
辞夏迎秋,OSG 3A大促
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 麻花钻
孔加工
麻花钻
孔加工