钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第16页
巧用麻花钻加工精孔
在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。 麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,..
麻花钻
孔加工
机械
阅读全文
自动减低进给量装置提高钻头寿命
机械加工钻孔过程中,经常发生钻头折断的情况,尤其在钻的孔较深、直径较小、材质较硬的铸件。经我们分析,主要原因是在钻削过程中钻头进给量自始至终不变的原因,特别是当孔快钻完时,钻头距工件底面越近,这时孔的出口处金属开始出现凸起很容易将钻头绊住,而且这时钻..
钻头
孔加工
机械
阅读全文
麻花钻磨损特性的研究
1.麻花钻的特点及钻削试验条件 麻花钻是耗损量最大的刀具之一。半封闭的切削环境和特殊的钻头几何结构使麻花钻的钻削温度高于相同切削用量条件下车削和铣削的温度,钻刃各处的切削速度、与切削表面间的摩擦速度沿径向呈三角形梯度分布。受其影响,不同区域的钻刃有不同..
麻花钻
孔加工
阅读全文
微细钻头折断原因探讨
采用高速钢直柄麻花钻钻削微小孔(φ1mm以下)时,折断是钻头破坏的主要形式。由于钻头折断是突然发生的,事先难以预测,而折断了的钻头头部往往卡在未完成的孔中,很难取出,给生产造成了许多麻烦,也使自动化钻削微小孔难以实现。在钻削过程中,钻头受到扭转、弯曲和压缩..
钻头
孔加工
阅读全文
数控麻花钻磨槽机的设计
小直径麻花钻(Ø1~3mm)的螺旋槽可在专用的磨床——磨槽机上加工,工人手工上料、夹紧、操作磨槽机,在高速钢毛坯上磨削出两条对称螺旋槽。其最大的缺点是生产准备繁琐,时间较长,Ø1~3mm小直径麻花钻规格很多,直径、螺旋槽长度、螺旋线导程、螺旋角不一。钻头规格改变..
麻花钻
孔加工
阅读全文
抛物线钻头在深孔加工中的应用
在加工深孔零件时过去大多采用普通麻花钻,在加工过程中时常发生加工质量不合格或钻头折断现象,造成零件报废,有时废品率可达3%以上。究其原因,主要是因为用普通麻花钻进行深孔钻削时存在以下不利因素:①钻头细长,刚性差,加工时容易弯曲和振动,难以保证孔的直线度..
麻花钻
钻头
孔加工
汽车
阅读全文
钻削不同材料时高速钢钻头的刃磨
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
阅读全文
磁化处理改善麻花钻使用寿命机理研究
麻花钻是耗损量最大的刀具之一。半封闭的切削环境和特殊的几何结构,使其钻削温度高于相同条件下车削和铣削温度,再加上钻刃各处的切削速度、几何参数都会发生变化,从而导致麻花钻的使用寿命远远低于其它刀具,难以适应机床高速化和被加工材料高硬度化的趋势。为此,本..
麻花钻
孔加工
刀具
阅读全文
提高电镀金刚石钻头质量的试验研究
电镀金刚石钻头的胎体是镍基合金,它具有比较理想的硬度与耐磨性,因而电镀钻头对多数岩层具有好的适应性,得到了广泛的应用。特别在工程勘察中,由于钻进时效较高而被广泛采用。但是,电镀金刚石钻头由于在成型过程中,受到析氢的影响,镀层中不可避免地出现针孔和渗氢现象,特..
钻头
孔加工
阅读全文
麻花钻加工精孔的操作技巧
在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,表..
麻花钻
孔加工
刀具
阅读全文
钢齿钻头-铣齿滚动密封轴承钻头
M系列铣齿滚动密封轴承钻头特征: 齿和牙爪裙部用特殊耐磨材料进行表面硬化处理,以增强耐磨性; 为了避免泥沙进入轴承,装置了特殊的密封系统; 钻井液采用非喷射循环方式循环; 齿形加工成不同形状,以适应在不同地层中钻进的需要。 转载 刀具
钻头
孔加工
刀具
阅读全文
金刚石钻头、金刚石扩孔器制造技术
应用于地质岩心钻探的金刚石钻头采用金刚石单晶为磨料,以Cu-Ni基预合金为胎体,中频热压烧结工艺制造,根据岩层特性与钻头磨损规律,优选适宜耐磨性的胎体配方工艺及不同的钻头唇面形状设计,具有寿命长、钻速高、适应面广的特点;配套设计的金刚石扩孔器采用电沉积Ni-..
钻头
孔加工
刀具
阅读全文
钻头与钻削技术研究
人类认识和使用钻头的历史可以上溯到史前时代。燧人氏“钻木取火”所使用的石钻,可以看作最原始的钻头。现代工业加工中广泛使用的麻花钻(俗称钻头),是一种形状复杂的实工件孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽..
钻头
钻床
孔加工
刀具
阅读全文
钻头与钻削研究的历史、现状与发展趋势
人类认识和使用钻头的历史可以上溯到史前时代。燧人氏“钻木取火”所使用的石钻,可以看作最原始的钻头。现代工业加工中广泛使用的麻花钻(俗称钻头),是一种形状复杂的实工件孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽..
钻头
钻床
孔加工
阅读全文
钻削与钻头的基本概念
用各种钻头进行钻孔、扩孔或锪孔的切削加工。钻孔是用麻花钻、扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。扩孔是用扩孔钻扩大工件上预制孔的孔径。锪孔是用锪孔钻在预制孔的一端加工沉孔、锥孔、局部平面或球面等,以便安装紧固件。钻削方式主要有两种:①工件不动,..
钻头
钻床
孔加工
刀具
阅读全文
安迪伺服在深孔钻床上的应用
深孔钻床是钻削深度比直径大得多的孔的专门化机床,主要服务于汽车动力总成制造业,汽车零部件制造业,燃油喷射零部件加工,模具制造业,深孔加工,特殊用途零件的深孔加工。 目前全伺服数控钻床机已加工企业中渐渐得到应用。全伺服的钻床在产量,效率,劳动强度,产品..
钻床
孔加工
机床
阅读全文
高效钻头成孔加工和螺纹加工主流刀具
航空、医学、石油等行业的需求推动了大多数加工技术的进步,其中主要是对高精度、高效率、小尺寸以及(在许多情况下)对“清洁加工”的需求。 在加工直径50mm或更小的孔时,钻头仍然是占有绝对优势的工具,尽管激光、“水刀”和放电加工在孔加工领域的应用也在不断增长 目..
钻头
孔加工
刀具
阅读全文
内排屑深孔钻刀片材料的选择
内排屑深孔钻分为单刃内排屑和多刃错齿内排屑深孔钻。目前,国内内排屑深孔钻刀片材料主要选用硬质合金。硬质合金的种类和牌号很多,除普通硬质合金(YG类、YT类、YW类)外,发展了许多新型硬质合金,如细晶粒和超细晶粒硬质合金(YG6X、YD15)、表面涂层硬质合金(YB120)、..
立铣刀
铣刀
孔加工
机床
刀具
测量
航空
模具
阅读全文
瓦尔特—蒂泰克斯整体解决方案 为客户提高生产效率
位于德国法兰克福的瓦尔特-蒂泰克斯(Walter Titex)是业界知名的高速钢和整体硬质合金钻头及铰刀生产商。在此次德国之行中,瓦尔特中国媒体团在瓦尔特工作人员的带领下来到蒂泰克斯的工厂考察、学习。瓦尔特—蒂泰克斯凭借其高速钢和整体硬质合金钻头及铰刀帮助客户提..
钻头
孔加工
刀具
阅读全文
水钻头的应用范围
(1)空调安装钻孔(2)家庭装修钻孔(3)燃气钻孔(4)水暖安装钻孔(5)太阳能安装钻孔(6)建筑安装、电工穿线钻孔(7)有线电视、通迅线路钻孔(8)桥梁加固、房屋加固钻孔(9)工程检测、取样钻孔(10)大型设备安装钻孔 三种水钻头的特点: [暂不可见] (1)坚野..
钻头
孔加工
机床
刀具
汽车
模具
阅读全文
双材料硬质合金钻头的使用介绍
美国ATI Stellram公司新开发的HardCore钻头就兼具了以上的两种属性。这种钻头采用两种不同的硬质合金牌号制造,钻头的芯部材料是一种微细晶粒硬质合金,可以提高钻头的韧性和在低转速加工时的抗冲击能力,防止钻尖崩刃。围绕钻芯的周边部分则采用高硬度的硬质合金牌号,..
钻头
孔加工
阅读全文
微型刀具需要小心呵护
一把能够切削金属的刀具会是脆弱的,稍不留神往工作台上一放竟然折断了。但是,这个说法适合于在小零件(如医疗元件)上加工孔、槽等特征所使用的非常小的钻头和端铣刀。为了有效地加以使用,这些刀具在使用过程各自需要考虑周到,而“小心呵护”是首要的考虑。 Niagara C..
钻头
铣刀
孔加工
刀具
阅读全文
水钻头的应用范围
水钻头的应用范围: (1)空调安装钻孔(2)家庭装修钻孔(3)燃气钻孔(4)水暖安装钻孔(5)太阳能安装钻孔(6)建筑安装、电工穿线钻孔(7)有线电视、通迅线路钻孔(8)桥梁加固、房屋加固钻孔(9)工程检测、取样钻孔(10)大型设备安装钻孔 三种水钻头的特点: (..
钻头
孔加工
刀具
润滑
汽车
模具
机械
能源
电子
阅读全文
小直径钻头的设计和使用
在机械制造中,小孔的钻削加工比较普遍,特别是钟表零件、柴油机零件、电子零件等产品的小孔加工更为突出。由于小直径钻头的直径小、强度低、刚性差,容易折断,再加上操作者使用不尽合理,导致小孔的加工精度难以保证,因此小孔的钻削加工难度大。本文结合实际生产经验..
钻头
孔加工
刀具
阅读全文
2011年山高刀具秋季新产品发布会即将拉开序幕!诚邀您的参与!
2011年Seco News Launch山高刀具秋季新品重装上阵!敬请期待! 我们即将发布的新产品包括: Seco News Launch 简介 - 充满机遇的组合包 Secomax™ CBN500 - 专为白口铸铁加工而发明 CROWNLOC® PLUS 皇冠钻 - 可换刀尖式钻头 FF2 断屑槽 - 该槽型优先考虑用于严苛切屑控..
山高刀具
钻头
铣刀
孔加工
刀具
阅读全文
淬硬钢孔加工用钻头
随着立方氮化硼材料和优质现代陶瓷刀片的开发应用,淬硬材料的加工能实现以车代磨、以铣代磨。铣削是断续切削,以铣代磨除用CBN和陶瓷刀片外,强韧性好的超微粒硬质合金再加表面涂覆高红硬性优质涂层的刀具也能胜任加工淬硬钢材。本文介绍了三菱公司开发的MHS型淬硬模具..
麻花钻
钻头
孔加工
模具
阅读全文
刃磨不同材料时高速钢钻头的钻削
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
刀具
阅读全文
刃磨不同材料时高速钢钻头的钻削
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
刀具
阅读全文
柯亚仕:国外高性能钻头研究现状与我国国产化进程
柯亚仕:国外高性能钻头研究现状与我国国产化进程
钻头
孔加工
阅读全文
分析:可换齿冠钻头的优势特点
设计思路 整体硬质合金钻头性脆且价格昂贵;与其相比,高速钢钻头韧性较好,价格也较便宜,但钻头太长时无法保证加工效果;可转位钻头具有较好的性价比,但钻削加工后还必须进行后续铰削或镗削加工;焊接式硬质合金钻头磨损后需要重焊。因此,为什么不能在钢制刀体上制..
钻头
孔加工
阅读全文
山特维克可乐满:迎接大工件加工的挑战
深孔加工(DHM) 许多不同的行业都涉及到深孔加工。在大工件加工中,复杂的深孔加工变得越来越富有挑战性,高效精确地进行大工件深孔加工,不仅需要具备丰富的经验和研发资源,而且需要工程能力、应用设施以及实质性的客户参与。 能源行业大工件深孔加工应用 山特维克可..
山特维克可乐满
钻头
孔加工
刀具
船舶
能源
阅读全文
复杂深孔的高效加工方法
事实上,复杂的深孔加工变得越来越富有挑战性。零件常常要求附加特征,例如非常小的孔光洁度、内室、孔径变化、轮廓、凹槽、螺纹及变化的孔方向。要高效地获得此类公差很小的孔,不仅需要具备丰富的经验和研发资源,而且需要工程能力、应用设施以及实质性的客户参与。 ..
山特维克可乐满
钻床
孔加工
刀具
阅读全文
深孔钻在加工中心及车床上的应用
伊斯卡推出DR-DH深孔钻,可用于加工中心及车床。 伊斯卡DR-DH深孔钻 据悉,伊斯卡提供两种形式的DR-DH深孔钻。 一、单排屑槽形式:DR-DH-31.65-0350NC-2FS、高刚性刀具、专利保护的排屑槽设计。可应用于加工易切削材料,诸如铸铁,低合金钢时; 二、双排屑槽形式:DR-DH..
加工中心
车床
孔加工
机床
刀具
阅读全文
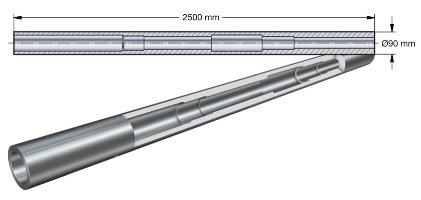
伊斯卡新推出无需购置深孔加工辅助设备的DR-DH 深孔钻
伊斯卡推出 DR-DH 深孔钻,用于加工中心及车床。钻深 7XD 及以上,可用于标准卧式加工中心,车床,多任务机床。采用此钻头,无需购置深孔加工辅助设备。钻头能夹持于常规刀柄,对冷却压力及冷却流量无特殊要求,即,不需添置特殊的冷却系统。 钻头可加工直径范围: 25.4..
孔加工
阅读全文
高迈特CIMT 2011向中国客户推出全系列的新产品
高迈特集团是钻、镗、铰和螺纹加工等高精度金属切削领域的专家。在全球拥有25家子公司和生产基地,服务及销售中心遍布全世界各地。1977年高迈特公司成为推出带可转位刀片式钻头的首家企业。这是高迈特众多革命性发明中的一项。高迈特品牌代表着孔加工领域的持续创新。旗..
CIMT
钻头
螺纹加工
孔加工
刀具
阅读全文
瓦尔特整体硬质合金钻头为提高钻削加工效率提供了可靠的解决方案
瓦尔特-蒂泰克斯(Walter Titex)X-treme系列整体硬质合金钻头为提高钻削加工效率提供了可靠的解决方案。 瓦尔特-蒂泰克斯(Walter Titex)X∙treme整体硬质合金钻头带内冷却系统,几乎适用于所有ISO工件材料组加工。该刀具产品可在斜向出口和横向钻孔时使用,在加工斜..
钻头
钻床
孔加工
阅读全文
选购数控钻床的钻头的方法
选用数控钻床的钻头的方法: 1、了解钻头的种类和特点: 印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形(undercut)钻头。直柄麻花钻头大都用于单头钻床,钻较简单的印制板或单面板,现在在大型的线路板生产厂中已很少见到,其钻孔深度可达钻头直径的10倍。在..
钻头
钻床
孔加工
机床
机械
阅读全文
肯纳金属在全国组织新产品巡展
肯纳金属公司 近期在全中国范围内组织举办了一系列新产品巡回展。本次巡展的目的在于进一步有效地推广新产品,更有效地投入市场,同时也让客户更加直接地了解肯纳的新产品。 肯纳金属公司在全国范围内组织一系列新产品巡回展 肯纳本次巡展由南及北。巡展分别在东莞、成..
肯纳金属
立铣刀
钻头
铣刀
孔加工
刀具
阅读全文
空心钻头:低碳经济时代的切削工具
空心钻头,顾名思义就是没有钻芯的钻头,根据切削刀具的结构叫的名字。 作为切削工具人们使用麻花钻头已经有一百多年的历史了。由于麻花钻头的钻芯部分完全是负的切削角度,切削阻力很大,所以麻花钻头的切削力50%-60%是由于钻头的钻芯造成的。再加上钢材的因素,所以麻..
钻头
孔加工
刀具
阅读全文
山特维克可乐满CoroDrill 880为风电行业制造商提供高生产率
山特维克可乐满的CoroDrill 880 代表了U钻演变过程中的一个突破,它极大地提高了孔成形的生产效率。 在风电设备的零件如连接环、轮毂和叶片等上,有大量的浅孔需要进行钻削。因此,CoroDrill 880 在风电设备制造中,有巨大的节约成本的潜力。 CoroDrill 880 应用了台阶..
山特维克可乐满
钻头
孔加工
刀具
能源
阅读全文
首页
上页
11
12
13
14
15
16
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
PolyWorks|Inspector:使用通用的软件平台统一您的3D测量操作
Mazak直播预告 | 差速器壳体的自动化生产
全球首列氢能源智轨在马来西亚正式试跑
1~7月,重庆新能源汽车产业项目完成投资85.4亿元
汽车轻量化势不可挡,一体化压铸积极布局
华中大展 强势来临丨第23届机博会暨武汉机床展即将盛大开启
工博会2023新品发布会邀请 | KUKA.ControlStudio 2.6版本上线——功能增强,体验优化
株洲钻石车削刀片应用 重力车削
执笔绘就崭新蓝图:萨瓦尼尼中国管理岗位人事调整
尊嘟假嘟?萨瓦尼尼将在工博会现场演示如何成套生产!
浅谈国内切削刀具的现状
怀揣理想 奔赴星海 | 力劲集团2024届校园招聘宁波力劲专场正式启动!
哈斯热门转台及分度器介绍
线控底盘产业链9月21齐聚苏州!博世华域/舍弗勒/采埃孚/北汽/长城/宇通确认发言!2023智能线控底盘大会即将盛大召开!
2023年风电整机格局大洗牌!
尊嘟假嘟→工博会川崎展位可以拍明星同款大片?
2023年7月度各地金属切削机床产量统计
新增投资近2亿!西门子医疗加码癌症放疗领域
2024年Q2或是全球半导体复苏起点,智能手机需求出现惊喜?
中国工博会新能源与智能网联汽车展 ,全新展商名录公布!
温泽 GT 450 齿轮测量中心如何使齿轮测量变得轻而易举?
温泽 EMO 2023 | 传统碰撞创新的测量解决方案
VDA QMC联合温泽举办在线会议,助力用户从源头上降低测量不确定度
2023 TCT亚洲展展品预告 | 快搭上免费预约“末班车”,这些配套与硬件吸睛度爆表!
Danny上线 | 达诺巴特集团第四期《Xpert》预告
CREAFORM 形创科普台 | 授业育人,为第四次工业革命做好准备
第32届中国西部国际装备制造业博览会邀请函
质量管理 | 海克斯康 eMMA Analyst 3D尺寸数据可视化分析
质量管理 | 奔赴卓越,海克斯康数字化质量平台有什么超能力?
生产制造 | 海克斯康生产制造软件入围2023年全国职业院校技能大赛
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工