钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第22页
钻尖修磨与在圆柱面上钻孔
钻尖的修磨Kennametal公司的技术专家MikePlankey针对在柱面上钻孔提出几点意见。首先,可以在工件表面用中心钻钻孔定位,使钻孔有一个准确的开始点,另一个意见是采用十字修磨的钻尖钻头,它能使钻刃一开始切削就立刻接触到工件表面,可防止钻孔错位。普通钻尖肯纳的SE..
钻头
孔加工
阅读全文
小直径钻头的正确使用
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。Guhring(美国)公司的市场部经..
钻头
孔加工
阅读全文
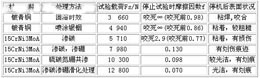
钻头及涡轮钻具轴承组件MoS2滑化处理研究
轴承组件是牙轮钻头、涡轮钻具最关键和最薄弱的环节,其主要的失效形式是胶合,亦即严重的粘着磨损。胶合的特征是轴承滑动面沿摩擦方向形成撕痕、刮擦、涂抹和粘焊。粘着磨损一开始可能是轻微的和局部的,如果引起胶合的因素未解除并继续恶化,则胶合将迅速扩展。胶合开..
钻头
孔加工
阅读全文
抛物线型钻头在深孔加工中的应用
当机械加工工艺人员为某一特定的孔加工任务选择钻头时,首先需要考虑被加工孔的深度,被加工的孔越深,则加工过程中需要排出的切屑量越大,如果加工中产生的切屑不能及时、有效地排出,则可能阻塞钻头的排屑槽,从而延缓加工进程,并最终影响孔的加工质量。因此,有效排屑是成功..
钻头
孔加工
阅读全文
KUB Duon双刃钻头的加工应用领域得以扩展
KOMET公司研制的KUBDuon双刃钻头,其应用领域现已扩展到难断屑钢及铝合金材料的钻削加工,改变了以往仅能用于普通钢、铸铁加工的历史。而为了达成加工范畴的扩展,KOMET采用了高韧性合金材质并为该钻头配置特殊断屑槽刀片,同时针对铝合金材料的高粘性特征研发出特殊的..
钻头
孔加工
阅读全文
肯纳提供可转位钻头最完整的系列
肯纳提供了可转位钻头最完整的系列,包括DFR 12,7mm(.500")和270mm(10.63")的HTS深孔钻削系统。结合肯纳的涂层技术,可转位钻头保证了安全性、持久性和超高的切削速度。 Drill Fix DFR 高速进给,更好的稳定性和操作安全性 描述 直径的范围从12.5 mm到24 mm (.625"..
肯纳金属
钻头
孔加工
阅读全文
如何进行钻头刃磨
手工磨标准麻花钻头 一、平整的砂轮一台。 二、从刃口往后磨,防止钻头退火,逐渐压低钻尾,呈旋转的手法。 三、后角不可过大 四、钻头顶角118度,两刃要对称。 没有图,不好说清楚,后角过大,钻头的横刃肯定长,不利于切削。而且横刃长,和新钻头比较,一定不顺眼。没有后角就不..
钻头
孔加工
阅读全文
斜孔钻削工艺及麻花钻结构的改进
1问题的提出 在加工某军工产品的主要零件——定板(材料45钢,外形尺寸1005×7000×20mm)时,共需钻削1071个φ24mm的30°斜孔,且要求孔壁表面粗糙度达到Ra6.3μm。钻孔加工时工件厚度大于名义尺寸3mm(留作精刨余量)。当在Z3550万向摇臂钻床上用标准麻花钻对定板进行常规钻削加工..
麻花钻
钻床
孔加工
阅读全文
切削头可换式CHAM钻头的优点
孔加工是一种很普通的加工,但由于看不到加工部位,相对于加工直径以及加工长度较长等缘故,因而它又是一种比较困难的加工作业。在小直径孔加工方面,过去大都使用稳定性良好的高速钢钻头、硬质合金整体式或焊接式钻头,但由于换刀时刃尖长度调整耗时较多,重磨时的寿命控制也..
钻头
孔加工
阅读全文
麻花钻刃磨修磨器
一种麻花钻刃磨修磨器,克服了现有技术中手工刃磨效率低、质量差,消耗材料太多的问题,特征在于它以装在工具磨床上的万能回转头作为转盘,刃磨修磨器的本体安装在该转盘上,本体内装有导套,导套中安装有起钻头夹持作用的弹簧夹头及弹簧夹头套,优点在于,效率高(如刃磨一个15..
麻花钻
孔加工
阅读全文
SGS ICE-CARB高性能内冷钻头
ICE-CARB高性能内冷钻头是SGS的德国工厂生产,传承了德国刀具的高品质,同时具备美国刀具的价格竞争力!是您孔加工的首选! 转载
钻头
孔加工
阅读全文
SGS 高性能钻头HI-PERCARB
HI-PERCARB系列的双稜带硬质合金麻花钻增加了钻头的支撑点,提高了钻削过程的稳定性,改善了钻孔的质量,此外,新增的沟槽也成为冷却液到达钻尖的通道,改善了钻尖部位的冷却效果,提高了刀具寿命。广泛地用于汽车、模具、航空航天业,适用于低碳钢、工具钢、铸铁、不..
钻头
孔加工
阅读全文
SGS推出高性能内冷钻头ICE-CARB
ICE-CARB是SGS德国工厂制造,传承了德国刀具的高性能,同时具备美国刀具的性价比,是您孔加工的首选! 转载
钻头
孔加工
阅读全文
KOMET公司改良KUB Duon双刃钻头
KOMET公司研制的KUBDuon双刃钻头,其应用领域现已扩展到难断屑钢及铝合金材料的钻削加工,改变了以往仅能用于普通钢、铸铁加工的历史。而为了达成加工范畴的扩展,KOMET采用了高韧性合金材质并为该钻头配置特殊断屑槽刀片,同时针对铝合金材料的高粘性特征研发出特殊的..
钻头
孔加工
阅读全文
可加工8D深孔的刀刃更换式钻头用刀杆
三菱材料工具(MITSUBISHI MATERIALS TOOLS)针对其刀刃更换式钻头“WSTAR Insert Drill”新推出了可加工比以前更深的L/D=8深孔的“WSTAR Insert Drill 8D用刀杆”。三菱原来的WSTAR可转位钻头具有3倍和5倍两个长度系列的刀杆,从2007年1月5日起,推出了新的8倍长度的刀..
钻头
孔加工
刀具
阅读全文
山高刀具推出feedmax系列整体硬质合金钻头
山高刀具(SecoTools)公司推出的新一代FeedMAX整体硬质合金钻头拥有新的加工能力、更高的生产率和更长的刀具寿命,可获得更低的每孔加工成本。 FeedMAX钻头供应的直径范围是3~20mm,长度范围为3D~7D。为了优化切削性能,有三种不同的钻头几何形状可供选择: 标准几何..
山高刀具
钻头
孔加工
刀具
阅读全文
直槽钻将优于螺旋槽钻头
在某些加工场合,直槽钻正成为比麻花钻更佳的刀具选择。 现代直槽钻的“先驱”是模具钻头(diedrills),这种钻头尺寸短、刚性好,钻尖结实,适合以较低的主轴转速和较小的进给率钻削加工硬钢材料,它的高强度和高刚性使其能够加工出直线度和圆度俱佳的孔。模具钻头之所以能取..
钻头
孔加工
阅读全文
山高推出FeedMAX系列整体硬质合金钻头
山高刀具(Seco Tools)公司推出的新一代FeedMAX整体硬质合金钻头拥有新的加工能力、更高的生产率和更长的刀具寿命,可获得更低的每孔加工成本。 FeedMAX钻头供应的直径范围是3~20mm,长度范围为3D~7D。为了优化切削性能,有三种不同的钻头几何形状可供选择:标准几何..
山高刀具
钻头
孔加工
刀具
阅读全文
高效整体硬质合金钻头
产品类别: 钻削和攻丝 产品名称: 高效整体硬质合金钻头 产品编号: C5-25 产品说明
钻头
孔加工
阅读全文
金高速高效加工绿色环保钻头
新产品名称: 高速高效加工绿色环保钻头( EZD ) 开发的缘由: 高效加工!绿色环保! 特征: 1) 低切削阻力几何形状降低 30% 的能耗。 2) 宽阔的容屑槽使切屑平稳顺畅排出。 3) 直线刃型方便重磨。 主要用途: 钢、不锈钢、镁铝合金加工! 尺寸: Φ3-Φ 16mm 发售日: ..
钻头
孔加工
阅读全文
小直径钻头的正确使用
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场部经理M..
钻头
孔加工
阅读全文
日本开发二次断屑功能PCD钻头
为了提高铝合金孔的加工效率,在钻削工艺的设计上采取了加大加工余量和提高进给速度的措施,结果导致切屑变得既厚又长。这种厚长型切屑缠绕在钻头上可能导致刀具折断;此外,切屑“咬”入工件表面会损害孔的表面粗糙度和尺寸精度;而这些缺陷带入下一道工序将会造成停机修..
钻头
孔加工
阅读全文
我SDS钻头遭遇巴西反倾销调查
近日,巴西发展工业外贸部外贸秘书处决定对原产于中国的SDS钻头进行反倾销调查。涉案产品的南共市共同对外关税号为82075011。 巴西发展工业外贸部外贸秘书处决定以德国为市场经济的第三国,其他国家相关利益方也可在规定时间内提供信息资料和发表意见。相关企业..
钻头
孔加工
阅读全文
整体合金钻头系列-2
钻头
孔加工
阅读全文
整体合金钻头系列-1
钻头
孔加工
阅读全文
不二越推出带端面刃的新型钻头
不二越扩充了可一次性完成高精度钻孔的钻头“AQUADrill”系列产品线,新推出了“AQUADrill 附带端面刃3Flute钻头”。因为与 铣刀 一样在钻头前端设置了端面刃,即使加工对象是未定通孔中心等的工件,也能够正确定位。以前,必须先用铣刀进行定位加工,在校正了通孔的轴线偏移..
钻头
孔加工
阅读全文
XD系列硬质合金钻头
M.A.Ford向全球制造业提供近万余种规格的硬质合金钻头,几乎针对任何一种材质,M.A.Ford总有一款 可供您选择。XD系列是M.A.Ford最新推出的高性价比的硬质合金钻头,其继承了M.A.Ford一贯的高品质的同 时,也使用户极大的减低了使用成本。
钻头
孔加工
阅读全文
M.A.Ford高性能家族的铝用立铣刀和铝用3刃抛物线钻头
M.A.Ford高性能家族的铝用立铣刀和铝用3刃抛物线钻头是在铝及铝合金加工中为实现生产率极大化而专业设计的, 独特的几何形状,允许走刀量极大化。使用结果证明了这些特别设计的铣刀有着杰出的表现,比竞争对手的性能提高了1-4倍.(图1)
立铣刀
钻头
铣刀
孔加工
刀具
阅读全文
日本不二越新钻头 一次完成高精度钻孔
不二越扩充了可一次性完成高精度钻孔的钻头“AQUADrill”系列产品线,新推出了“AQUADrill附带端面刃3Flute”。因为与铣刀一样在前端设置了端面刃,即使加工对象是未定通孔中心等的工件,也能够正确定位。以前,必须先用铣刀进行定位加工,在校正了通孔的轴线偏移之..
钻头
孔加工
阅读全文
通用twister GP钻头
转载
钻头
孔加工
阅读全文
高性能Twister HP钻头
转载
钻头
孔加工
阅读全文
不锈钢和高温合金用钻头
转载
钻头
孔加工
阅读全文
管板孔钻头
钻头
孔加工
阅读全文
不锈钢Twister SS 钻头
转载
钻头
孔加工
阅读全文
抛物线型钻头在深孔加工中的应用
当机械加工工艺人员为某一特定的孔加工任务选择钻头时,首先需要考虑被加工孔的深度,被加工的孔越深,则加工过程中需要排出的切屑量越大,如果加工中产生的切屑不能及时、有效地排出,则可能阻塞钻头的排屑槽,从而延缓加工进程,并最终影响孔的加工质量。因此,有效排屑是成功..
钻头
孔加工
阅读全文
抛物线型钻头在深孔加工中的应用
当机械加工工艺人员为某一特定的孔加工任务选择钻头时,首先需要考虑被加工孔的深度,被加工的孔越深,则加工过程中需要排出的切屑量越大,如果加工中产生的切屑不能及时、有效地排出,则可能阻塞钻头的排屑槽,从而延缓加工进程,并最终影响孔的加工质量。因此,有效排屑是成功..
钻头
孔加工
阅读全文
多刃尖麻花钻的标准化与产业化
在现代金属切削刀具领域,人们基本话题集中于可转位硬质合金涂层刀具,CBN刀具、陶瓷刀具等等。然而一个不容忽视的现实是:中国高速钢麻花钻的产量、销量在急剧增加,中国机加工行业用量最大的还是高速钢麻花钻,全世界还有巨大的民用麻花钻市场(用于手电钻、台钻等)。..
麻花钻
孔加工
阅读全文
海盐小钻头"硬"过欧美大企业
北京奥运场馆工程、上海磁悬浮列车工程、青藏铁路工程、东海大桥工程……国内一系列重点工程建设大量采用欧美进口钻头的历史如今被海盐的一家企业改写,甚至包括有国际“工具王国”之称的德国在内的10多个欧美国家也开始大量订购海盐产的高品质钻头。 走进浙..
钻头
孔加工
阅读全文
TaeguDrill钻头
· TaeguDrill 钻头 T-CAP 一把刀可实现车 , 镗 , 钻等多项功能切削 T-CAP 不仅减少加工循环时间还可减少配用刀杆和刀片的数量 . · 内冷却型 · 柱面接触 , 侧向强力加紧 · 螺旋型排屑槽排屑好 · 两种切削刃可执行钻和车削加工 · 锋利的切削刃加工时减少切削负荷 · 低进给..
钻头
孔加工
阅读全文
TaeguDrill钻头
· TaeguDrill 钻头 T-CAP 一把刀可实现车 , 镗 , 钻等多项功能切削 T-CAP 不仅减少加工循环时间还可减少配用刀杆和刀片的数量 . · 内冷却型 · 柱面接触 , 侧向强力加紧 · 螺旋型排屑槽排屑好 · 两种切削刃可执行钻和车削加工 · 锋利的切削刃加工时减少切削负荷 · 低进给..
钻头
孔加工
阅读全文
首页
上页
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
2023服贸会开幕!GE医疗亮出高端医械“全面国产”硬实力
【DMC2024招展启动】同期六展联动,移师浦东新国际博览中心!
生产制造 | 海克斯康NCSIMUL软件通用CAM仿真数据接口的应用
海克斯康设计仿真 | Marc混合接触介绍及应用案例
9月7日见~海克斯康工业仿真软件技术峰会
CIOE预告 | 蔡司邀您与“光”同行,重磅发布超精密测量实验室
蔡司再度携手全国技能大赛,百年追光助燃青春报国梦
“看板”在手,助您的三坐标设备管理从此无忧!
海克斯康质量管理 | 选择QMS不可忽视的关键!
海克斯康技术方案 | 刻蚀机喷淋盘如何实现高效检测?
直播预告 | 光学镜头高精度柔性自动化智能检测方案
海克斯康智能制造中国行 · 大连站,9月15日精彩继续
与光同行 | 海克斯康邀您共赴2023光博会
好礼相送 | 2023年海克斯康客户满意度调查盛大开启
【财报】三一重工:2023年上半年净利润34亿元,同比增长29.07%
株钻车削刀片应用 YB6315/YB6325-ZMA
人工智能和自动化浪潮下,中小企业如何抓住机遇成功进阶?
API Radian激光跟踪仪反应堆堆内构件组装测量纪实
车间型三坐标应用之电梯机座在线自动化检测方案
快讯 | 马扎克MTF2023制造未来展示会在银川盛大开幕
GloryBox in 索拉露斯 | 《预告片》我们与青岛贝克曼的故事
工博会,我们来了!萨瓦尼尼邀您共同见证工业“智”造惊喜
辞夏迎秋,OSG 3A大促
实用技巧集锦 | 在CNC CMM上应用PolyWorks|Inspector™解决方案
探寻光电新趋势,FANUC与您相约中国光博会
好优利COFA X刀具应用案例-液压行业阀体
DMG MORI Qualified Products 期待在EMO 2023与您现场交流!
GE医疗心血管超声全面国产丨北极光落户无锡基地
GE航空|数智航空引擎,安全高效飞行
活动风采 | 瓦尔特助力新能源汽车轻量化转型!
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工