钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第17页
曲轴端面中心孔加工-中心钻
曲轴端面中心孔加工-中心钻 钻中心孔倒角,配合端面车削,一次加工完成大前角,增加刀具切削锋利性,切削更加轻快槽前刀面经过特殊处理,在保证切削锋利前提下,提高了强度。刀尖圆弧过渡,避免尖点,防止切削过程中崩刃。 曲轴法兰盘螺纹底孔加工-阶梯麻花钻 优化的..
孔加工
刀具
阅读全文
抛物线连杆钻头的加工案例分析
连杆的孔加工 连杆在一个很复杂的应力状态下工作,对材料的要求很高,目前常用材料可分为三类:一是传统材料:优质碳素结构钢、合金结构钢等;二是非调质钢、非调质易切钢及铁基粉末冶金钢等;三是新材料:包括铝—纤维增强金属、氧化铝纤维基陶瓷连杆及增强塑料连杆等..
钻头
孔加工
刀具
阅读全文
株洲钻石1588SL系列深孔钻
株洲钻石的1588SL系列深孔钻具有以下特点: 1、优良的导向和内冷结构 双导向刃带,导向更可靠,刚性更高 优良的内冷结构,加工效率更高 2、稳定的加工精度 140°顶角降低了钻孔初始阶段的进给力,定心性好,孔加工表面质量高,加工精度高; 3、先进的涂层工艺 纳米结构的..
株洲钻石
孔加工
阅读全文
伊斯卡推出DCN-R束魔圆杆钻
伊斯卡新推出的圆杆DCN钻头也是束魔钻的一种,钻头带螺旋内冷却通孔,可夹持不同结构的可换刀头,以加工不同被加工材料。 钻头 SUMOCHAM 束魔变色龙钻,提供4种不同标准几何形体的可换刀头,应用于不同被加工材料,以求更佳表现,更高的可靠性。 刀头切削刃锋利,排屑槽..
钻头
孔加工
刀具
阅读全文
有利于节约库存费用的可调式钻头
图1 当这种钻头旋转的时候,钻头上安装的镶刀片夹套会进行重叠的切削加工,但每次只切除一部分材料, 以使其达到最终的精加工直径。 这种配置使切削力均匀地分布在两个夹套之间,从而降低了对主轴的整体负荷,提高了对金属的切削率 在难加工材料的加工应用领域中,安装..
钻头
孔加工
刀具
机械
阅读全文
世界首只仿生石油钻头试验成功
8月6日,世界首只拥有自主知识产权的仿生石油钻头在中国石化中原油田元坝103井试验成功。从土壤动物中寻找灵感,将仿生非光滑理论和自再生理念应用于石油钻头设计中,这在全世界尚属首例。 蜣螂具有非光滑体表形态,有高效破土、耐磨和防黏性能;达乌尔鼠的前爪具有高速..
钻头
孔加工
机械
能源
阅读全文
Y-Tech钻头克服了“跑偏”现象
众所周知,所有的钻头在加工时都会出现“跑偏”现象,这种有害现象在高速钢钻头上表现得尤为典型,在使用整体硬质合金钻头时,同样会因为“跑偏”而影响孔的圆度、直线度和圆柱度(虽然程度较轻)。引起钻头“跑偏”的同样的力还会缩短刀具寿命,尤其是在钻削加工用于制..
钻头
孔加工
阅读全文
高迈特:成为中国金属加工市场孔加工领域的NO.1
德国高迈特集团,成立于1918年,是世界一流的孔加工刀具供应商,总部在德国南部斯图加特附近的Besigheim,现有员工2000多人,在德国、瑞士、美国、墨西哥、巴西、印度、中国、波兰等国家设有生产基地,销售服务网络遍布世界七十多个国家和地区。2009年北京CIMT机床展期..
螺纹铣刀
镗刀
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
微型钻头介绍
直径小于3.175mm的钻头,通常称为微型钻头,简称微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。Guhring(美国)..
钻头
孔加工
刀具
阅读全文
伊斯卡盛装亮相亮相CIMES2010展
随着第十届CIMES的临近,伊斯卡准备了一系列的最新产品,迎接各位用户的莅临。延续了往年的高生产率,高性能,高收益率 ---3P的理念, 伊斯卡在产品系列尺寸上不断扩展,结构上推陈出新,立足用户市场,着眼高效加工! 1.ISCAR推出针对小零件加工HELIDO系列铣刀 9mm He..
钻头
车床
铣床
车刀
铣刀
孔加工
刀具
阅读全文
北京亿万斯特邀您共聚中国国际机床工具展(CIMES)(展位号:E1-A002)
北京亿万斯特科贸有限公司专门从事于美国DAREX刀具刃磨机产品在中国的代理销售工作,公司本着“品质第一,专业服务”的宗旨,凭借专业的销售技术,稳固的营销网络和品质优良的产品,全心全意地致力于中国市场的开发推广。 DAREX刀具刃磨机以其产品功能全、精度高、体积..
钻头
铣刀
孔加工
机床
刀具
阅读全文
山高2010春季新产品发布会
2010年暮春,恰逢2010CCMT盛会在南京举行之际,瑞典山高刀具有限公司假座南京状元楼大酒店,举行了新产品发布会暨媒体恳谈会。会上,山高刀具(上海)有限公司市场总监王魄先生介绍了该公司最新推出的五款产品。
山高刀具
钻头
孔加工
刀具
阅读全文
瓦尔特:PCD高性能麻花钻 应对航空航天复合材料加工
在航空航天领域及其他行业,复合材料的使用在不断增加。瓦尔特刀具(Walter Tools)针对这些材料开发出了专用的特殊刀具产品:PCD高性能麻花钻。
复合材料
麻花钻
孔加工
刀具
航空
阅读全文
特殊深孔钻提高切削量和进给量
在跑道上,人们对车道的稳定性和最高时速等方面都会有要求。同样的道理,钻削也是不允许偏离轨迹的,因此加工效率通常会受到一定的限制。高迈特 (Komet) 公司首先为 5×D(D 为孔径 ) 的长径比设计出了 KUB-Pentron 钻头,随之产生了 4×D 和 3×D 的方案,用户可以采用直径..
孔加工
机床
刀具
阅读全文
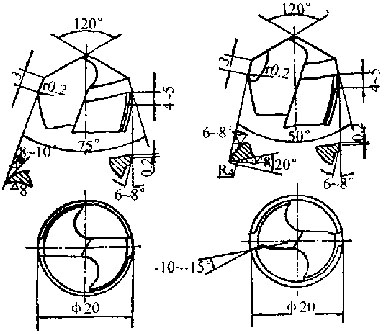
回顾群钻60年来的发展与展望
群钻的创新与发展的历程 钻孔在金切加工中所占比例较大,仅次于车削。在实心材料上打孔的主要刀具是麻花钻。麻花钻的使用往往是孔加工的关键工序,因为扩孔、镗孔、铰孔、拉孔的形位误差直接与钻孔的精度有关,保证钻孔精度、提高钻孔效率、延长钻头寿命是合理使用、改..
麻花钻
孔加工
刀具
阅读全文
顶级品质:工程塑料轴承
工程塑料部件可以极好地滑行 久经考验和测试的合作伙伴 总部设在科隆的易格斯工程塑料专家的拖链,适用于整个生产部门的应用,也适用于所有机械,从室内电力供应和龙门起重机到在生产设施中数不清的动力和控制电缆束。由于这些拖链的应用领域众多,在这个过程中Deckel M..
易格斯
钻头
铣刀
孔加工
刀具
阅读全文
新型HPPD纳米涂层应用于产品
最近,美国明尼苏达州的涂层供应商Rushford Hypersonic公司首次将其新型HPPD纳米涂层应用于实际产品——钻头。该公司表示,在切削试验中,该涂层表现出了优异的性能。初期试验包括在不使用冷却液或润滑剂的情况下,用直径1/4英寸的涂层钻头在1/2英寸厚的304不锈钢板上干..
钻头
孔加工
刀具
阅读全文
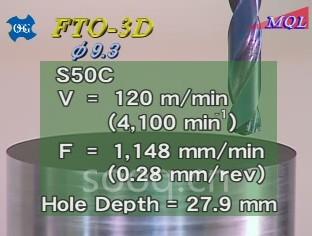
欧士机钻头fto-3d
欧士机钻头fto-3d
欧士机
钻头
孔加工
阅读全文
欧士机钻头cao-gdxl
欧士机钻头cao-gdxl
欧士机
钻头
孔加工
阅读全文
欧士机TRS硬质合金三刃钻头trs-ho-3d
欧士机TRS硬质合金三刃钻头trs-ho-3d
欧士机
钻头
孔加工
阅读全文
高性能内冷却钻头介绍
ICe-Carb内冷却钻头采用了独特的几何形状设计,改进了冷却液流和刀具排屑性能,同时能采用更高的切削参数,实现更好的切屑控制。该钻头主要为不锈钢、合金钢、铸铁、低碳钢、工具钢、Inconel高温合金和钛金属的高质量加工而设计,其特点之一是良好的钻尖保护,从而延长..
钻头
孔加工
刀具
阅读全文
常州:刀具之乡的发展历程
坚挺刀具产业背后包含着怎样历史人文?换个视角看工业,鲜活故事40多年前开了头。 常州城市西北部,有一个4.1万人口“刀具之乡”西夏墅镇,全镇超过十分之一村民靠刀吃饭,三分之一财政收入源自刀具产业,有村民骄傲地说:“如果西夏墅找不到所要非标刀具,那么全国各地..
钻头
铣刀
孔加工
刀具
阅读全文
超硬高速钢和普通高速钢丝锥实验比较分析
铝高速钢红硬性比普通高速钢有显著提高,铝高速钢丝锥比普通高速钢丝锥使用寿命提高24%。 钴高速钢丝锥与普通高速钢丝锥相比使用寿命提高1倍以上。 对普通高速钢丝锥成品直接进行深冷处理,可提高丝锥的切削寿命,效果明显,易于操作,工艺简单可行,成本低。 机用丝锥..
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
大连远东工具“走出去”后的收益是什么?
大连远东工具有限公司是大连市实施“走出去”战略的代表企业,近年先后收购德美等国企业,成为全球高速钢刀具行业的一支重要力量。今年6月30日,远东工具又成功收购美国肯纳集团——格林菲尔德/克利夫兰刀具工厂及其所属的全球高速钢刀具业务,收购价格为2900万美元。该..
肯纳金属
钻头
孔加工
刀具
阅读全文
麻花钻加工精孔介绍
加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。 麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,表..
麻花钻
孔加工
刀具
润滑
阅读全文
孔加工刀具设计时所需的硬质合金钻头
Seco Carboloy公司(位于美国威斯康辛州的Warren)新开发的CrownLoc系统为可替换钻头头部的硬质合金钻头,可加工孔深度到7倍直径,该公司最近也为钛和钛合金零件加工开发出T型几何形状的整体式硬质合金钻头。对于小直径孔,由Guhring公司开发的ExclusiveIin 钻头的主要..
钻头
孔加工
刀具
阅读全文
Walter Xtra•tec® INSERT DRILL加工范围提高至5xD
在之前2xD, 3xD 和4xD多种产品范围的基础上,Walter现在已生产 Xtra•tec® Insert Drill (B421x) 强大的5xD产品。直径范围从16.5到35mm, 最大深度从82.5到 175mm。 Walter Xtra•tec® INSERT DRILL加工深孔: 所有深度的孔都具有优秀的直径精度。使用2片可转位刀片带来了..
钻头
孔加工
刀具
阅读全文
OSG:推出WDS新刃形硬质合金钻头
WDS-3D-5D系列产品的可供选择的尺寸范围较广,有3D、5D两种类型,WDS-3D,5D新采用了“波浪形”新刃型,切削性达到前所未有的高度,工具寿命也得到提高,阻抗低而稳定,并且WDS-3D,5D系列产品采用了新开发的WDITM涂层,这个涂层可有效抑制钻头肩部及外周刃的磨损,在中高..
钻头
孔加工
刀具
阅读全文
Walter Xtra•tec® POINT DRILL 深孔加工新领域
Walter扩展Walter Xtra•tec® POINT DRILL 产品范围,最大加工深度可达 10xD. 由于使用可更换刀片和螺旋槽设计,POINT DRILL 结合了可转位刀具和HSS钻头的突出优点。另外,其内冷,正型,低功耗切削槽型设计结合使用最新Tiger•tec® 刀片,使该产品的加工可适用所有的IS..
钻头
孔加工
刀具
汽车
阅读全文
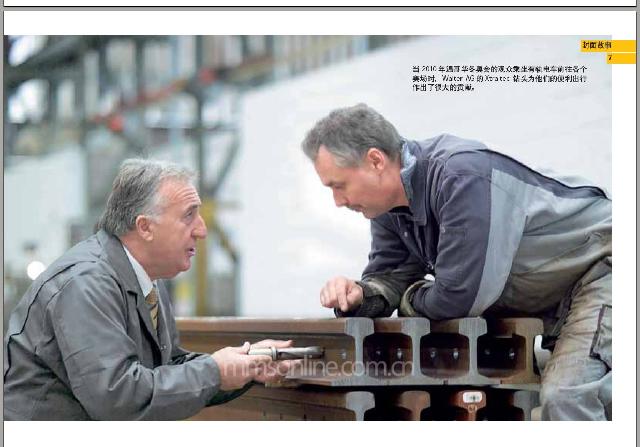
Walter:使用XTRA.TEC进行铁路道岔加工
轨道钢材的铣削是一项真正的挑战,而德国特里尔Vossloh Laeis公司的专业人员却能利用Walter铣刀和钻头轻松应对。 一说到火车、有轨电车或地铁的道岔,人们一般不会立即联想到铣床铣加工,因为无论是弯曲的还是笔直的轨道构件都直接来自于轧钢厂。而业内所谓尖轨和岔心等..
钻头
铣床
铣刀
孔加工
刀具
轨道
阅读全文
山特Hydro-Grip最新产品带来安全的刀具加工性能
Hydro-Grip®高精度刀柄系列是安全刀具夹紧的保证,适用于多种应用场合,从精加工到重载粗加工,以及6mm-32mm的刀具柄部直径。其微米级公差大大提高了刀具的精确度、零件的表面质量并改善加工过程。
立铣刀
钻头
铣刀
孔加工
刀柄
刀具
阅读全文
万耐特加入Walter集团核心品牌
2010年1月1日, 美国公司, 万耐特, 将被整合进Walter集团。在NAFTA市场, 全新的核心品牌Walter Valenite, 将继续提供可转位车刀片,钻头,铣刀和高技术含量的MODCO品牌非标刀具 (如复合运动刀具)。 “将万耐特整合到我们的产品范围中,我们会获得更高的北美市场份额同时..
钻头
铣刀
孔加工
刀具
阅读全文
天工国际:乡镇企业蜕变现代国际化企业的神话
2008年,天工的高速钢产量继续稳居国内第一位,连续8年成为我国高速钢产量最大的生产企业。今日的天工已经有4000余名员工,拥有特钢、工具两大主业先进的生产装备和技术及大规模生产设施、纵向一体化的业务模式,拥有近40项科研成果获得国家专利权。 位于江苏省丹阳市后..
麻花钻
孔加工
刀具
阅读全文
麻花钻的整体生产
一次装夹完成—精密又经济 DRILLMAT 3000工具磨床是用于磨削高速钢或硬质合金麻花钻的最理想的J U N K E R技术。三种基本机床型号可以与麻花钻加工业的各种不同的要求个性化地匹配。不同的专用机床结构确保了在每种加工批量时都可以达到最大限度的生产效率。 • 一次装..
勇克
麻花钻
磨床
孔加工
阅读全文
选用适当的刀具和低功耗加工的方法
近年来,日益提高的能源成本和对全球气候变化的关注已经赋予这种发展趋势新的紧迫性。许多制造商发现,他们的电力、能源等公用事业支出以每年25%或更高的速度递增。作为一种回应,一些企业开始采用新的策略,承诺实施“绿色制造”和“低能耗制造”。更多的制造商虽然没..
钻头
铣刀
孔加工
刀具
能源
阅读全文
麻花钻生产—— 高精度和经济性
DRILLMAT把实现高精度麻花钻经济性生产等多方面的要求提高到了一个新的高度。这里一个重要的因素是:一次装卡完成整体加工,确保了最高的零件质量要求和柔性要求。 槽的加工 真正的质量 生产专用麻花钻头必须既要确保最高的质量,又不忽视成本。JUNKER DRILLMAT通过一次..
勇克
麻花钻
孔加工
机床
刀具
阅读全文
飞机零部件CFRP材料的加工
复合材料由基体材料、强化纤维的搭配方法以及成形构造来看具有多种多样的性质,与金属材料相比较,比强度、比刚性、耐腐蚀性都更胜一筹,作为工业用材料其应用范围日益广泛。其中,碳纤维强化塑料(CFRP:Carbon Fiber reinforced plastic)作为轻量、高性能的材料常用..
钻头
孔加工
刀具
航空
阅读全文
整体硬质合金钻头CoroDrill Delta-C R846
//product.mmsonline.com.cn/product/2009-09/57711.20/index.dhtml
转载 整体硬质合金钻头 CoroDrill Delta-C R846
钻头
孔加工
阅读全文
整体硬质合金钻头CoroDrill Delta-C 854
//www.mmsonline.com.cn/product/2009-09/57710.99/index.dhtml
转载 整体硬质合金钻头 CoroDrill Delta-C 854
钻头
孔加工
阅读全文
精度对当今刀具市场意味着什么?
精度对当今刀具市场意味着什么?一方面,精度的提高意味着更高的加工效率。例如,过去许多有较高精度要求的孔,在孔的精加工以前需要进行钻、扩两道工序,而现在一些高精度、高刚性的钻头一次钻出的孔就能够达到原先扩孔的精度,这就能减少一道工序,提高加工效率。同时..
钻头
孔加工
刀具
阅读全文
首页
上页
12
13
14
15
16
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
马扎克中国 | 2023武汉机床展
8月份汽车销量数据
第二十三届投洽会
智能制造及数字经济展、新能源展成功举办
TCT亚洲展参观指南一键收藏,锁定金秋9月,我们不见不散!
200+电机/驱动采购名单-院士领衔 全产业链高层面对面 比亚迪/汇川/博格华纳/纬湃/华域/华为/弗迪/巨力等专家齐聚深圳
走进校园|感谢您,用光·谱写未来!
雷尼绍方案:如何缩短空间精度相关误差的测量用时?
PolyWorks|Inspector:使用通用的软件平台统一您的3D测量操作
Mazak直播预告 | 差速器壳体的自动化生产
全球首列氢能源智轨在马来西亚正式试跑
1~7月,重庆新能源汽车产业项目完成投资85.4亿元
汽车轻量化势不可挡,一体化压铸积极布局
华中大展 强势来临丨第23届机博会暨武汉机床展即将盛大开启
工博会2023新品发布会邀请 | KUKA.ControlStudio 2.6版本上线——功能增强,体验优化
株洲钻石车削刀片应用 重力车削
执笔绘就崭新蓝图:萨瓦尼尼中国管理岗位人事调整
尊嘟假嘟?萨瓦尼尼将在工博会现场演示如何成套生产!
浅谈国内切削刀具的现状
怀揣理想 奔赴星海 | 力劲集团2024届校园招聘宁波力劲专场正式启动!
哈斯热门转台及分度器介绍
线控底盘产业链9月21齐聚苏州!博世华域/舍弗勒/采埃孚/北汽/长城/宇通确认发言!2023智能线控底盘大会即将盛大召开!
2023年风电整机格局大洗牌!
尊嘟假嘟→工博会川崎展位可以拍明星同款大片?
2023年7月度各地金属切削机床产量统计
新增投资近2亿!西门子医疗加码癌症放疗领域
2024年Q2或是全球半导体复苏起点,智能手机需求出现惊喜?
中国工博会新能源与智能网联汽车展 ,全新展商名录公布!
温泽 GT 450 齿轮测量中心如何使齿轮测量变得轻而易举?
温泽 EMO 2023 | 传统碰撞创新的测量解决方案
VDA QMC联合温泽举办在线会议,助力用户从源头上降低测量不确定度
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
铣刀
孔加工
刀具
钻头
铣刀
孔加工
刀具