钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第14页
CrazyDrill Flex深孔微型钻头
在EMO 2011机床展上,瑞士米克朗刀具公司(Mikron Tool)展示了一种称为Flex Drill的深孔微型钻头。作为该公司Crazy Drill系列刀具的一种补充,CrazyDrill Flex能够钻削孔径0.1-1.2mm、孔深达30倍孔径的小直径深孔(钻头直径增量为0.01mm)。 CrazyDrill Flex钻头将高..
钻头
孔加工
机床
阅读全文
小直径钻头如何正确使用
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场部..
钻头
孔加工
刀具
阅读全文
高效加工大直径深孔的HTS钻头
提高加工效率一直是许多制造商的梦想。因为加工效率的提高不仅意味着生产周期的缩短和财务成本的降低,还常常意味着制造成本的大幅降低。位于中国东北工业基地的哈尔滨汽轮机厂(简称“哈汽”),在其产品供不应求的时候大力提高加工效率,取得了非凡的成果。 哈汽当初在..
钻头
孔加工
阅读全文
微型钻头的使用(下)
内冷却效果好 实践证明,采用内冷却钻头对提高深孔加工的生产率十分有效。它的优点不仅在于把切削液直接送到钻尖处,起冷却作用,而且还能发挥强制排屑和帮助断屑的作用。在孔深大于3倍直径时,采用内冷却钻头加工时其效果更为明显,但迄今为止,内冷却钻头往往限于直径..
钻头
孔加工
刀具
阅读全文
微型钻头的使用(上)
直径小于3.175mm的钻头,通常称为微钻。 要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场部..
钻头
孔加工
刀具
阅读全文
机夹式钻头的设计思路
孔加工刀具的设计是一个需对许多技术难题进行相互协调的复杂过程。Seco Carboloy公司(位于美国密歇根州Warren)钻削产品经理Goran Melin说,“往往是某一方面的技术难题得到解决,必然会在另一方面产生新问题。”这些需要协调的诸多方面,通常包括刀具使用寿命、加工精度..
钻头
孔加工
阅读全文
深孔钻系统在普通机床加工中的使用
1、车床配置方案 有两种方法可供选择: 工件旋转: 如工件是回转体零件,要加工的孔为同心孔,则工件旋转为改造的首选方案。 将工件用机床三爪卡盘夹持,如果工件较长则需中心架支撑。刀具固定在四方刀架或者中托板上。由机床主轴带动工件作旋转运动,进给运动由大托板提..
孔加工
机床
刀具
阅读全文
深孔钻削加工
孔钻削是在封闭状态下进行的,不能直接观察到刀具的切削情况。目前,只能凭经验,以听声音、看切屑、观察压力表和触摸钻杆振动等外观现象来判断钻削过程是否正常。深孔钻头除正常磨损外,由于所钻孔的长径比大,工艺系统刚性差,钻头易产生振动,切屑容易造成堵塞,因而..
钻床
孔加工
刀具
阅读全文
合金切削刃的钻头可选择
许多工厂错误地相信钻孔加工一定是在低进给量和低速下才能完成。这在过去曾经是正确的,但今天的硬质合金钻头的情形就不同了。事实上,用户选择正确的钻头后就能大幅提高生产率并全面降低每孔成本。 对于最终用户来说有四种基本形式的具备硬质合金切削刃的钻头可选择:..
钻头
加工中心
孔加工
机床
刀具
阅读全文
变频器在精密深孔机械加工中的应用
在难加工材料上加工精密深孔,历来都是机械加工中的难点之一。长期以来,较为普遍的方式为采用钻原扩原铰的工艺。 以后虽有枪钻、BTA钻、喷吸钻等深孔加工工具和方法,在加工效率和加工质量上有所进步,但是如断屑、排屑、刀具磨损过快等问题仍然存在,依旧不能满足高精..
镗床
孔加工
机床
刀具
机械
阅读全文
钻削中心类型及适用范围
钻削中心(又称钻削加工中心)除具有数控钻床的全部功能外,还具有连续轮廓控制铣削加工和轻载荷镗削功能。 钻削中心类型及适用范围 立式钻削中心 1)十字工作台型工作台X、Y向运动,主轴头在固定立柱的导轨上作Z向运动。在钻削中心(又称钻削加工中心)除具有数控钻床..
加工中心
铣床
钻床
孔加工
阅读全文
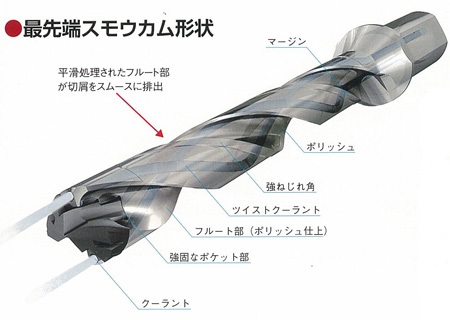
伊斯卡进一步拓展了束魔变色龙钻的应用
继成功地推出束魔变色龙钻(SUMOCHAM)后,伊斯卡进一步拓展了此系列钻头的应用: A.推出钻深比为12xD的钻头,直径范围为D12-D25.9mm。 新DCN钻杆为圆柱柄,可夹持于液压刀柄(推荐)或弹簧夹头。所有钻杆均带螺旋状内冷却通孔。推荐采用DCN 1.5xD钻头或中心钻加工出预..
钻头
孔加工
刀具
阅读全文
深孔钻床枪钻系统
深孔钻床枪钻系统 主要用于小直径(一般小于35mm)深孔的钻削加工,所需切削液压力高。是最常见的深孔钻削加工方式。其属于内冷外排屑方式,切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头及钻杆外部的V型槽排出。适宜于中小批量的金石QYZ深孔钻系..
钻床
孔加工
机床
阅读全文
深孔钻床分类
深孔钻床分类 ◇按主轴布置情况可分为卧式深孔钻床、立式深孔钻床和三坐标式深孔钻床; ◇按目前常用的深孔钻削加工系统分类主要有枪钻机床、BTA单管钻机床、喷系钻机床; ◇按运动形式分类:工件旋转,刀具作进给运动、工件不动,刀具旋转又作进给运动;工件旋转,刀具..
钻床
孔加工
机床
阅读全文
深孔钻床加工精度
深孔钻床钻削中应注意的问题 ◇深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。 ◇切削热不易传散。一般切削过程中有80%的切削热被切屑..
钻床
孔加工
机床
阅读全文
深孔钻床产品特点
深孔钻床特点 它们代表着先进、高效的孔加工技术,通过一次走刀就可以获得精密的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于各种特殊形式的深孔,比如交叉孔、斜孔、盲孔及平..
钻床
孔加工
机床
阅读全文
机夹式钻头的新设计思路
孔加工刀具的设计是一个需对许多技术难题进行相互协调的复杂过程。Seco Carboloy 公司(位于美国密歇根州Warren)钻削产品经理Goran Melin说,“往往是某一方面的技术难题得到解决,必然会在另一方面产生新问题。”这些需要协调的诸多方面,通常包括刀具使用寿命、加工精..
钻头
孔加工
刀具
阅读全文
欧士机:WD 硬质合金钻头
//www.mmsonline.com.cn/resupload/1337589702597_1.jpg
欧士机 欧士机 OSG 刀具 钻头 硬质合金 硬质合金钻头 WD钻头
欧士机
钻头
孔加工
刀具
阅读全文
欧士机CIMES2012展品预览(展位号:E4-A501)
2012年6月12-16日,第十一届中国国际机床工具展览会(CIMES 2012)在北京新中国国际展览中心举行。欢迎您莅临欧士机展位:E4馆A501。 OSG最具性价比钻头 WD-2D,4D系列上市 将实现松江工厂本土化生产,为客户提供更具性价比有竞争力的产品~ 加工材料范围广泛,适用于汽车..
欧士机
钻头
孔加工
刀具
阅读全文
小直径钻头(微钻)的正确使用
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场..
钻头
孔加工
刀具
阅读全文
株洲钻石:1588SL系列深孔麻花钻
深孔钻削的难题??? 排屑困难,容易堵塞; 切削力和扭矩不平稳,振动倾向大,刀具容易折断,寿命不稳定; 加工孔精度不易保证; 钻头需拥有优良的冷却、润滑性能。 1588SL系列钻削刀具的开发让深孔钻削不再”难“!!! 一、产品特点 优化的槽型结构 优化的槽型结构以..
株洲钻石
麻花钻
钻床
孔加工
刀具
阅读全文
TiAIN涂层延长钻头使用寿命
燃油喷射发动机上的分配器导线板上的喷孔均需接受精度0.001mm的钻孔加工。一种特殊的多层钛铝氮化涂层可以有效保护刀具免受磨损并延长刀具使用寿命。 位于Salzgitter的大众汽车工厂每年向世界各地汽车提供大约120万台各品种和各型号的发动机。每一种部件的加工误差要求..
钻头
孔加工
刀具
汽车
阅读全文
捷甬达崭新品牌形象,精彩亮相CCMT2012
2012年4.16~20日,第七届中国数控展览会(CCMT2012)在享有“东西门户,南北咽喉”之称的南京的展览中心隆重举行。CCMT自2000年创办以来,成功举办六届,已成为国内规模最大集中展示国产数控机床的专业展览会,被视为两年一次的中国机床工具行业名家名品检阅大舞台,也是..
CCMT
加工中心
铣床
磨床
钻床
机床
机器人
机械
阅读全文
捷甬达机床品牌航母扬帆起航
阳春三月,百花争艳,第十三届深圳国际机械制造工业展览会在深圳会展中心隆重召开。本展会始办于2000年,至今已成功举办了十三届,是中国南方规模最大、最具影响力的机械展览会。从而成为华南地区的模具、五金、电子、家电等行业企业和国内外贸易商采购机床设备的首要平..
加工中心
铣床
钻床
机床
机器人
船舶
机械
阅读全文
麻花钻可以改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
磨床
孔加工
刀具
阅读全文
深孔钻选择何种切削液
深孔钻(枪钻)是近年发展起来的深孔加工工艺。传统的深孔加工(也深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序才能加工出有较高精度和较低表面粗糙度的孔。新工艺是采用结构特殊的刀具和高压冷却润滑系统,可将上述多道工序简化为一次连续走刀完成相当深度的高..
孔加工
润滑
阅读全文
新材料新工艺促进切削液技术发展
质量轻、加工方便的新型材料改变了现代汽车制造的工艺,伴随着汽车工业的快速发展,这种加工对象及生产工艺的变化令金属切削液行业面临着越来越大的压力。 要降低排放,目前最为可行的途径就是提高汽车的整体效率,而降低车辆的整体质量就相当于降低发动机燃烧过程中的..
车床
钻床
车刀
孔加工
润滑
汽车
阅读全文
2012年我国机床刀具发展形势研究分析
近年来,我国机械加工中使用的高效先进刀具,大部分是从国外进口的含外国资企业在中国生产的刀具。我们现在也出口不少刀具,但主要是廉价低档的标准刀具。2004年我国生产刀具约25亿件,其中20亿件是廉价低档刀具大部分出口,这以后几年出口的仍基本是中低档刀具。 在美..
麻花钻
孔加工
机床
刀具
汽车
机械
阅读全文
国际钻削技术与刀具的发展近况
最近在德国金属加工行业所做的一项调查表明,钻削加工是机械加工车间耗时最多的工序。事实上,在所有的加工工时中,有36%消耗在孔加工操作上。与此对应的是,车削加工耗时为25%,铣削加工耗时为26%。 因此,采用高性能整体硬质合金钻头取代高速钢和普通硬质合金钻头..
钻头
铣床
钻床
孔加工
刀具
阅读全文
小直径钻头应如何正确使用
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场部..
钻头
车床
孔加工
刀具
阅读全文
硬质合金钻头的选用
过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通 钻头的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生 了变化。事实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每孔加工成..
钻头
加工中心
车床
孔加工
机床
刀具
阅读全文
群钻的概念
将标准麻花钻的切削部分修磨成特殊形状的钻头。群钻是中国人倪志福于1953年创造的,原名倪志福钻头,后经本人倡议改名为“群钻”,寓群众参与改进和完善之意。标准麻花钻的切削部分由两条主切削刃和一条横刃构成,最主要的缺点是横刃和钻心处的负前角大,切削条件不利。..
麻花钻
孔加工
阅读全文
瓦尔特携明星产品亮相CCMT2012(展位号:B馆—A101 )
2012年4月16日—20日,在南京国际博览中心举办的第七届中国机床展览会上(CCMT2012)上,瓦尔特将携明星产品亮相( 展位号:B 馆 A101 ),这备受关注的明星产品当然值得大家光临展位现场了。为了方便大家参观瓦尔特的展台,本小编精心为参观者整理了瓦尔特CCMT2012的参..
CCMT
铣刀
孔加工
刀具
阅读全文
欧士机:最具性价比WD硬质合金钻头系列上市
新一代通用型硬质合金钻头,将实现本土化生产,极具性价比,将为客户提供成本更低,加工性能优异,加工材料范围广泛的硬质合金钻头。 WD钻头的特性 1)最适合的切削刃横直校正,以实现低阻力,稳定的扭矩 2)切屑细小分断,可实现稳定的加工 ●4mm以下 采用使工具刚性较..
欧士机
钻头
孔加工
刀具
阅读全文
欧士机高硬度钢用内冷油孔硬质合金钻头(加工材料 Inconel 718 43HRC)
为高硬度材料运营而生的加工解决方案,针对以往很难加工的材料压铸模具钢的加工变得轻松,高强度设计,可实现稳定,长寿命的加工。尤其适用于大型压铸模具,冲压模具等高硬度模具的加工,为客户提供最佳的解决方案,减少加工工序,降低加工成本,提高生产效率。OSG系列..
欧士机
钻头
孔加工
刀具
阅读全文
欧士机WDO硬质合金内冷油孔钻头加工 (3D,30D)
根据钢材加工的加工深度•用途,采用最适合的加工刀具,以“发挥潜在力,彻底解决客需求”为目标,这就是OSG新硬质合金内冷油孔钻头系列!3D,5D,10D,15D,20D,30D——根据加工深度采用最适合的方法针对碳素钢及铸铁加工,性能优异!前所未有的长寿命,并且在针对碳..
欧士机
钻头
孔加工
刀具
阅读全文
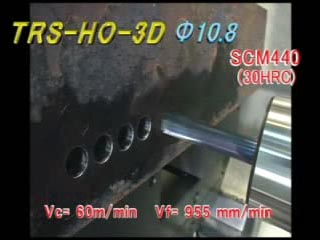
欧士机TRS硬质合金内冷油孔钻头极限加工
钢、铸铁加工中,进给速度超过1000mm/min!难以想象的加工效率,这就是三刃钻头的优势~世界最高速率!高进给、高精度、加工硬化降低。在汽车、能源行业,表现非凡!
欧士机
钻头
孔加工
刀具
阅读全文
高速钢的材料
高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可..
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
切削液的选用和维护
金属切削通过刀具向工件加力,使工件材料变形产生断裂。切削过程中,刀具与工件表面摩擦会产生热量,切削液要冷却整个切削区域。如选用不当,冷却不充分,刀具就会很快变钝,工件表面质量也会很差。 切削液的类型 切削油(也称纯油),以矿物油为基础,用于苛刻的加工场..
车床
铣床
钻床
车刀
螺纹加工
孔加工
润滑
阅读全文
刀具的材料以及它应具备的性能
刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。使用碳工具钢作为刀具材料时,切削速度只有10m/min左右;20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟一..
麻花钻
螺纹加工
孔加工
刀具
阅读全文
首页
上页
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
PolyWorks|Inspector:使用通用的软件平台统一您的3D测量操作
Mazak直播预告 | 差速器壳体的自动化生产
全球首列氢能源智轨在马来西亚正式试跑
1~7月,重庆新能源汽车产业项目完成投资85.4亿元
汽车轻量化势不可挡,一体化压铸积极布局
华中大展 强势来临丨第23届机博会暨武汉机床展即将盛大开启
工博会2023新品发布会邀请 | KUKA.ControlStudio 2.6版本上线——功能增强,体验优化
株洲钻石车削刀片应用 重力车削
执笔绘就崭新蓝图:萨瓦尼尼中国管理岗位人事调整
尊嘟假嘟?萨瓦尼尼将在工博会现场演示如何成套生产!
浅谈国内切削刀具的现状
怀揣理想 奔赴星海 | 力劲集团2024届校园招聘宁波力劲专场正式启动!
哈斯热门转台及分度器介绍
线控底盘产业链9月21齐聚苏州!博世华域/舍弗勒/采埃孚/北汽/长城/宇通确认发言!2023智能线控底盘大会即将盛大召开!
2023年风电整机格局大洗牌!
尊嘟假嘟→工博会川崎展位可以拍明星同款大片?
2023年7月度各地金属切削机床产量统计
新增投资近2亿!西门子医疗加码癌症放疗领域
2024年Q2或是全球半导体复苏起点,智能手机需求出现惊喜?
中国工博会新能源与智能网联汽车展 ,全新展商名录公布!
温泽 GT 450 齿轮测量中心如何使齿轮测量变得轻而易举?
温泽 EMO 2023 | 传统碰撞创新的测量解决方案
VDA QMC联合温泽举办在线会议,助力用户从源头上降低测量不确定度
2023 TCT亚洲展展品预告 | 快搭上免费预约“末班车”,这些配套与硬件吸睛度爆表!
Danny上线 | 达诺巴特集团第四期《Xpert》预告
CREAFORM 形创科普台 | 授业育人,为第四次工业革命做好准备
第32届中国西部国际装备制造业博览会邀请函
质量管理 | 海克斯康 eMMA Analyst 3D尺寸数据可视化分析
质量管理 | 奔赴卓越,海克斯康数字化质量平台有什么超能力?
生产制造 | 海克斯康生产制造软件入围2023年全国职业院校技能大赛
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 麻花钻
孔加工
麻花钻
孔加工




















{kind=link}