钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第13页
复合材料加工刀具的选用
加工复合材料工件时,如果采用标准的金属切削钻头或立铣刀,可能会导致刀具快速磨损,并有可能产生加工缺陷(如工件材料的分层剥离)。因此,在铣削和钻削各种不同的复合材料时,要有针对性地合理选择不同的刀具,并正确使用它们,才会收到事半功倍的加工效果。以下是刀..
复合材料
钻头
铣床
钻床
铣刀
孔加工
刀具
阅读全文
浅谈钻头与钻削的研究及发展趋势(二)
3.2钻削力建模的发展 对于钻削力建模的研究是随着人们对各种新型钻头和钻削工艺的开发而不断深入的。WuSM等人在建立群钻切削力模型方面做了大量工作。其中,LeeSW(1986年)和FuhKH(1987年)以工作切削角度为准,对主切削刃使用斜角切削模型,对第二切削刃使用直角切削模型..
钻头
钻床
孔加工
阅读全文
浅谈钻头与钻削的研究及发展趋势(—)
人类认识和使用钻头的历史可以上溯到史前时代。燧人氏“钻木取火”所使用的石钻,可以看作最原始的钻头。现代工业加工中广泛使用的麻花钻(俗称钻头),是一种形状复杂的实工件孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽..
钻头
钻床
孔加工
阅读全文
全新通用型高性能钻头 - CoroDrill 460-XM
CoroDrill 460-XM是一种适合多种应用的高性能钻头,能够钻削各种不同的材料。此类钻头提高了产能利用率,并且具有很高的灵活性和通用性。一把钻头便可适合所有材料,这意味着低库存量和更高的加工灵活性,刀具装夹时间也会相应缩短。 CoroDrill 460-XM由细晶粒硬质合金..
钻头
钻床
孔加工
阅读全文
山特维克可乐满推出新的创新性切削刀具
钢材料孔加工适合用整体硬质合金标准钻头加以改进,其孔径范围为3-20mm,钻深可达3到8倍孔径。这里许多孔的公差为IT8-9,表面粗糙度为Ra0.8到1.8微米(具体取决于材料和应用),钻削100mm深度直线度误差介于0.07到0.12之间,并且要求入口和出口处的毛刺很小。 据相关技术..
山特维克可乐满
钻头
孔加工
刀具
阅读全文
环球工业机械数控多功能卧式深孔钻床DHD1310-12M
DHD1310-12M所配置的回转分度台的角度是以数字显示方式直接在数控系统的坐标中显示,有别于一般以刻度显示的分度台,能让操作者在操作及加工过程中在一个画面中获得所有位置信息,方便操作者监控整个过程。
钻床
孔加工
机械
阅读全文
山特维克可乐满:钢钻削的巨大飞跃
首先,钻头专用于指定的工件材料极其重要,并且还应允许应用更高的切削速度,并由此获得更高的穿透率。在小公差带内获得一致孔质量的能力(涵盖许多孔型)以及在更长的刀具寿命内保持加工安全性 - 这都是至关重要的属性。此外,还有一项特性也必不可少,即:适用性强,..
山特维克可乐满
钻头
钻床
孔加工
机械
阅读全文
肯纳金属公司推出新型KSEM PLUS B1钻头
肯纳金属公司简洁而有效的KSEMPLUS™钻头将KSEM™模块化钻头(大进给率和长径比[L/D])和可转位钻头(高速、低耗成本)的优势融为一体,为大直径的孔加工应用行业树立了标杆。现在,该公司通过推出新型含DFC导向块的KSEM PLUS B1钻头扩充其KSEMPLUS产品系列,为在困难条..
肯纳金属
钻头
孔加工
阅读全文
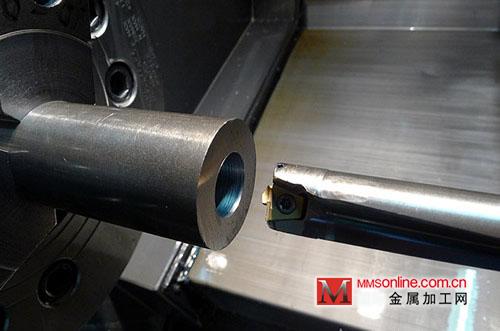
耐久Nine9:99307超倍比钻头在车床使用注意重点
车床钻孔时,工件旋转、刀具固定,因此超倍比钻头较长,钻头中心不容易校准,中心不准情况下使用,中心刃刀片(CD6/CD8)容易崩裂,中心偏移太多,甚至造成刀体损坏。 因此在车床、CNC车床、卧式铣床(刀具太长,悬梁效应)使用超倍比钻头,建议先用99616-14车铣万用钻打ㄧ..
钻头
车床
孔加工
阅读全文
关于国内机床行业持续发展问题的探讨
机床行业建国后一直是重点发展行业之一。"文革"前,通过引进苏联技术,已基本建成完整的机床行业体系,特别是重型、精密机床已能基本满足国内建设的需要,为国防尖端工业作出了贡献。改革开放30年来,机床技术水平、数控化、产值等也有了长足的进步,2008年,我国机床产..
钻头
磨床
镗床
孔加工
机床
阅读全文
伊斯卡束魔变色龙钻应用范围获拓展
近日,继成功地推出束魔变色龙钻(SUMOCHAM)后,伊斯卡进一步拓展了此系列钻头的应用,推出了钻深比为12×D的钻头,直径范围为D12~D25.9mm。新DCN钻杆为圆柱柄,可夹持于液压刀柄(推荐)或弹簧夹头。所有钻杆均带螺旋状内冷却通孔。推荐采用DCN 1.5×D钻头或中心钻加工..
钻头
孔加工
阅读全文
五金工具行业发展面面观 特色化将是新策略
五金工具市场调查报告显示,国内五金工具广泛应用于地质勘探、石材、机械、汽车及国防工业等各个领域,机械加工用的磨具、地质钻头及石材锯切工具的制造工艺水平已有很大提高。产品已形成系列化、标准化,品种规格齐全,产品质量稳定,部分产品在国际市场上具有一定的竞..
钻头
孔加工
刀具
医疗
机械
阅读全文
五金工具行业发展的缺陷和策略探讨
五金工具市场调查报告显示,国内五金工具广泛应用于地质勘探、石材、机械、汽车及国防工业等各个领域,机械加工用的磨具、地质钻头及石材锯切工具的制造工艺水平已有很大提高。产品已形成系列化、标准化,品种规格齐全,产品质量稳定,部分产品在国际市场上具有一定的竞..
钻头
孔加工
刀具
机械
阅读全文
欧瑞康巴尔查斯涂层全面展示BALINIT最新涂层技术
欧瑞康巴尔查斯涂层是世界领先的涂层供应商。BALINIT®涂层厚度非常薄,硬度却又大于钢,能极大减少摩擦和损耗。李海峰先生向我们详细介绍了BALINIT® PERTURA和BALINIT® ALCRONA PRO两种BALINIT®最新涂层技术。 BALINIT® PERTURA是服务于所有高性能硬质合金钻头的多功能..
钻头
孔加工
阅读全文
苏州阿诺入选苏州青商十年成长企业TOP10
9月27日由共青团苏州市委员会、苏州市青年联合会、苏州市青年商会联合开展的"苏州青商十年成长企业'TOP 10'"评选结果在苏州凯宾斯基大酒店隆重揭晓。苏州阿诺精密切削技术股份有限公司在众多候选企业中突出重围,成功入选,喜获"苏州青商十年成长企业'TOP 10'"。 此次入..
钻头
铣刀
孔加工
刀具
阅读全文
国内五金工具水平提高产品质量趋向稳定
国内五金工具广泛应用于地质勘探、石材、机械、汽车及国防工业等各个领域,机械加工用的磨具、地质钻头及石材锯切工具的制造工艺水平已有很大提高。产品已形成系列化、标准化,品种规格齐全,产品质量稳定,部分产品在国际市场上具有一定的竞争力。 尽管我国生产的各种..
钻头
孔加工
刀具
阅读全文
SMP公司展示万能五轴数控工具磨床
近日,法国SMP公司就其标志性产品CA6型数控工具磨床进行了隆重的展示。据悉,该磨床是一款万能五轴磨削中心,具有很长的纵向行程和大面积工作台,适合中大型刀具在尾座、机动托架和倾斜跟刀装置的辅助下磨削。实现了只要一台机床,就可重磨或制造如下刀具:钻头、铰刀、..
钻头
磨床
铣刀
孔加工
刀具
阅读全文
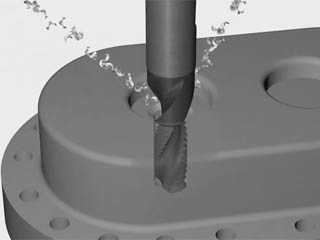
Formdrill无屑挤压热熔成型钻头
高温钻孔,无屑挤压热熔成型Formdrill钻头是利用摩擦产热的原理,在管型或板型金属工件上钻出带有衬套的钻孔。 特殊的高温无屑挤压钻孔刀具--Formdrill钻头,其高速旋转和轴向压力产生大量摩擦热。刀具的温度可达900度,加工点位的温度也达到700度。 加工点位的材料处于..
钻头
加工中心
铣床
磨床
钻床
孔加工
阅读全文
2012中国(南京)国际金属加工展览会将于10月隆重举办
2012中国(南京)国际金属加工展览会(AMB China)将于今年10月15至17日在六朝古都——南京市的南京国际博览中心隆重举办。本届展会的宗旨是应战全球金融风暴,加强国内外高端金属加工制造技术的交流与合作,推进我国金属加工和装备制造业的转型发展,提升国际机械装备..
钻头
加工中心
铣刀
孔加工
刀柄
机床
刀具
航空
船舶
模具
轨道
阅读全文
米克朗:Flex Drill深孔微型钻头
瑞士米克朗刀具公司(Mikron Tool)展示了一种称为Flex Drill的深孔微型钻头。作为该公司Crazy Drill系列刀具的一种补充,Flex Drill能够钻削孔径0.1-1.2mm、孔深达30倍孔径的小直径深孔(钻头直径增量为0.01mm)。 Flex Drill钻头将高速钢钻头的柔韧性与整体硬质合金..
钻头
孔加工
阅读全文
株硬集团5年技术改造投入逾20亿元
9月20日,株洲硬质合金集团有限公司传来消息称,5年来,该公司以产品结构调整为主线,累计完成技术改造项目20余个,完成投资20多亿元。 5年来,“株硬”先后对碳化钨生产线、复合粉生产线、钴粉生产线、钨资源再生利用等系统进行技术改造,促进了原材料细化提质,为全面..
钻头
孔加工
刀具
阅读全文
中国金属切削刀具的现状与未来发展建议
2011年,我国的金属切削刀具消耗在总体上大致延续了2010年的增长趋势,在总量上有所增长。据测算,我国2011年的刀具消耗大约为390亿元人民币,比2010年增长约13%;其中消耗的国内刀具约为270亿元人民币,比2010年增长尚不足4%;而消耗的进口刀具约为120亿元人民币,比201..
钻头
孔加工
刀具
阅读全文
瑞士UTILIS钻头
瑞士UTILIS钻头 产品详细信息 采用超微粒钨钢制作,能够钻从0.3mm-20mm 具有高度的稳定性、准确性 有内冷钻头从1mm HX涂层可增加刀具寿命 优点: 1、钻的深度从直径3倍直径到15倍直径长 2、范围从0.3mm到3mm,每0.01mm增加一个规格 转载 瑞士UTILIS钻头
钻头
孔加工
阅读全文
喜讯:阿诺首家刀具专卖店即将开业
【导语】苏州阿诺精密切削技术股份有限公司作为全国钻头制造与修磨行业的领头羊,其首家刀具专卖店即将于9月27日在温岭工量刃具交易中心盛大开业。 温岭作为“中国刃量具之乡”,拥有全国最大的工量刃具销售网络,吸引了诸多商家进驻。苏州阿诺精密切削技术股份有限公司..
钻头
孔加工
刀具
阅读全文
高端装备制造业对未来刀具市场的需求解析
我国刀具企业普遍存在的问题是自主创新能力弱。市场上的重复投资已经呈现常态化,企业之间往往通过价格竞争来赢得客户而非独特产品。国外刀具占领中国刀具尤其是高端刀具市场的大半壁江山,三菱刀片、OSG丝锥、钴领钻头……每个领域的高端对中国企业来说似乎都可望而不..
钻头
孔加工
刀具
航空
阅读全文
五金工具:整体水平提高产品质量稳定
国内五金工具广泛应用于地质勘探、石材、机械、汽车及国防工业等各个领域,机械加工用的磨具、地质钻头及石材锯切工具的制造工艺水平已有很大提高。产品已形成系列化、标准化,品种规格齐全,产品质量稳定,部分产品在国际市场上具有一定的竞争力。 尽管我国生产的各种..
钻头
孔加工
汽车
模具
机械
阅读全文
株洲硬质合金集团:中国硬质合金行业的一面旗帜
株洲硬质合金集团有限公司(以下简称株硬)的前身株洲硬质合金厂,是我国“一五”期间建设的156项重点工程之一。1954年筹建,1958年投产。主要生产金属切削工具、矿山及油田钻探采掘工具、硬质材料、钨钼制品、钽铌制品、稀有金属粉末制品等六大系列产品。硬质合金号称..
钻头
孔加工
刀具
模具
机械
能源
阅读全文
阿诺,集刀具研制、修磨、管理为一体的供应商
随着中国汽车工业的迅猛发展,汽车的产量和质量都在不断的提高,与汽车制造特别是汽车所需零部件如发动机、变速箱、车桥等相关的机械加工及金属切削的工作量激增,与机械加工和金属切削紧密相关的刀具需求随之不断上升,同时汽车零部件结构和材料变化的多样化对刀具技术..
钻头
孔加工
刀具
汽车
航空
模具
阅读全文
2012年6月日本切削工具生产额增长2.9%
据日本媒体报道,日本工具工业会汇总了2012年6月的整体(刀头、刀体一体型)切削工具生产额,因为螺纹加工工具销售情况良好,6月的整体切削工具生产额为93.11亿日元(约合1.1875亿美元),同比增长了1.7%。出货额为88.73亿日元(约合1.1316亿美元),同比增长了3.2%。除..
钻头
螺纹加工
孔加工
阅读全文
山高刀具引领复合材料的跨领域应用
复合材料是由两种不同材料结合在一起,形成一种新材料,特性超过原本的两种基体材料。早在古埃及时代,人类便用泥巴和麦秆结合形成最早的“复合材料”,强度超过泥巴和麦秆本身。 现代常见复合材料根据基体材料不同分为塑料基复合材料(本文仅限讨论塑料基复合材料),..
山高刀具
复合材料
钻头
孔加工
刀具
航空
阅读全文
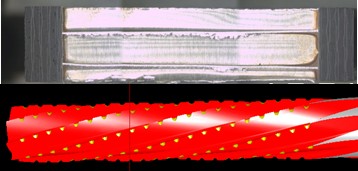
高速钢麻花钻头与普通钢焊接
高速钢麻花钻头与普通素钢柄 相接,是异种材料的焊接,其主要困难是两种材料的化学成分,力学性能不同,在焊缝区容易产生裂纹,经试验,采取一些必要的措施,可成功进行焊接。
麻花钻
钻头
孔加工
模具
阅读全文
汽车制造业的高速和干切削钻头
由于汽车制造业的快速发展及环保法规的日益严格,迫切需要高速加工和干式切削加工。 随着制造方式的转变,在新生产设备的规划阶段,越来越多地出现了“干加工”的问题。干加工或在加工时使用很少雾状冷却剂可以节省对中央冷却系统的投入,它占了总投入的大约10%。 现代..
钻头
钻床
孔加工
汽车
阅读全文
数控深孔钻操作系统的操作步骤
数控深孔钻操作系统的操作步骤: 步骤一:先将切削冷却液以十分之一的比例混合,再将冷却液注入储存箱内。 步骤二:预先在工作物上钻出一个引导孔,深度为数控深孔钻直径的二分之一,这里需要注意的是孔径绝对不能短于钻石的二分之一 步骤三:确认钻头是否牢固地紧锁在..
孔加工
阅读全文
《金属材料及热处理》4
一、名词解释 1.热脆 金属在高温时出现脆裂的现象,称为“热脆”。 2.冷脆 磷在室温下使钢的塑性和韧性急剧下降,产生低温脆性,这种现象称为冷脆。 3.普通质量非合金钢 普通质量非合金钢是指对生产过程中控制质量无特殊规定的一般用途的非合金钢。 4.优质非合金钢 优..
钻头
孔加工
刀具
阅读全文
如何选购数控钻床的钻头?
选用数控钻床的钻头的方法: 1、了解钻头的种类和特点: 印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形(undercut)钻头。直柄麻花钻头大都用于单头钻床,钻较简单的印制板或单面板,现在在大型的线路板生产厂中已很少见到,其钻孔深度可达钻头直径的10倍。在..
钻头
钻床
孔加工
机床
刀具
阅读全文
用高柔性组合机床替代生产线
北京亚新科天纬油泵油嘴股份有限公司(简称亚新科天纬)是北京汽车工业控股有限责任公司与美国亚新科工业技术公司共同设立的,是美国亚新科工业技术公司中国汽车零部件集团成员之一和中国大型燃油喷射系统制造厂商之一。其生产的汽车零部件高精密产品,全部采用国际标准制..
加工中心
车床
钻床
孔加工
机床
阅读全文
山高刀具:CrownlocPlus 皇冠钻可换刀尖式钻头
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。1993年,山高在中国创立了分支机构以拓展其在华业务。山高在发展迅猛的工业品市场上, 拥有着稳定且完善的客户群。由于汽车工业、..
山高刀具
钻头
孔加工
刀具
阅读全文
山高刀具:Drilling Threadmaster Threadmaster 钻头复合螺纹铣刀
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。1993年,山高在中国创立了分支机构以拓展其在华业务。山高在发展迅猛的工业品市场上, 拥有着稳定且完善的客户群。由于汽车工业、..
山高刀具
螺纹铣刀
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
硬质合金钻头修磨与涂层技术的应用
中国重汽济南桥箱有限公司的车间被动锥齿轮盘孔原采用摇臂钻床,使用普通高速钢钻头进行加工。随着公司生产规模的不断扩大,原有加工方式已不能满足生产节拍,为此,车间内引进了先进的数控加工中心。数控机床具有加工效率高、产品质量稳定等特点,特别适合大批量生产。..
钻头
孔加工
机械
阅读全文
改制小经验:麻花钻改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
孔加工
刀具
阅读全文
首页
上页
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
国内首个无人智能产业数字化生产基地落地延庆
登记有奖 | 慕尼黑华南激光展预登记启动-百元购物卡在召唤!
山高刀具活动现场 | 成型刀、桶形刀、标准刀具包,哪把是你的心头好
2023工博会|西门子直播“三重奏”,马上预约!
霍尼韦尔携手盛虹石化发布智能工厂白皮书 探索数字化技术应用前沿
罗克韦尔自动化将亮相第23届中国国际工业博览会
三一重工上半年国际销售收入同比增长35.87%
海克斯康质量管理 | 基于MBD的检验规划生成与管理技术应用
生产制造 | NCSIMUL助力工艺文件编制 - 仿真过程模型输出功能
设计仿真 | 直播预告-基于海克斯康MSC Nastran车辆悬置系统开发
2023海克斯康工业仿真软件技术峰会圆满落幕
Inventor 支招 | 运行 iLogic 表单来配置部件模型
伟仕佳杰助力 AUTODESK CONVERGE,探索数字技术的力量
会议邀请 | Inventor 三维参数化设计及应用
马扎克中国 | 2023武汉机床展
8月份汽车销量数据
第二十三届投洽会
智能制造及数字经济展、新能源展成功举办
TCT亚洲展参观指南一键收藏,锁定金秋9月,我们不见不散!
200+电机/驱动采购名单-院士领衔 全产业链高层面对面 比亚迪/汇川/博格华纳/纬湃/华域/华为/弗迪/巨力等专家齐聚深圳
应对欧盟CBAM,DEKRA德凯签署中国工业"碳排放管理"伙伴计划
走进校园|感谢您,用光·谱写未来!
雷尼绍方案:如何缩短空间精度相关误差的测量用时?
PolyWorks|Inspector:使用通用的软件平台统一您的3D测量操作
Mazak直播预告 | 差速器壳体的自动化生产
全球首列氢能源智轨在马来西亚正式试跑
1~7月,重庆新能源汽车产业项目完成投资85.4亿元
汽车轻量化势不可挡,一体化压铸积极布局
华中大展 强势来临丨第23届机博会暨武汉机床展即将盛大开启
工博会2023新品发布会邀请 | KUKA.ControlStudio 2.6版本上线——功能增强,体验优化
株洲钻石车削刀片应用 重力车削
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工