钻削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻削
>
钻削最新资料
钻削最新资料 第11页
干式钻孔新工艺及所用钻头
由美国三大汽车制造集团与刀具制造商等10家企业、大学及科研单位联合建立的制造工程研究会,针对如何进一步提高铝合金零件干式钻孔的生产效率及降低加工成本进行了研究。研究人员对加工材料、切削参数、钻头几何形状、表面涂覆以及高压冷却空气等工艺技术问题进行了深入..
钻头
孔加工
刀具
阅读全文
摇臂钻床钻孔加工前的准备
一、周密做好加工前的准备工作 每天上班后,应周密地做好加工前的准备工作,这直接关系到钻孔工作的顺利进行。加工前的准备工作包括检查摇臂钻床、熟悉图样和工艺规程,检查工件毛坯、确定工件装夹方法,准备钻头、工具和量具等。 (一)检查钻床 1、每天工作前 先检查..
钻头
钻床
孔加工
阅读全文
MQL麻花钻对曲轴油孔的高效绿色加工
MQL麻花钻加工曲轴油孔具有效率高、节拍快、污染少、加工表面质量好、无需复杂的冷却循环配套设备及钻磨支撑部件等优点。这些优势在我厂多年的实际生产中得到了充分的体现,值得推广。
麻花钻
孔加工
机械
阅读全文
2013肯纳金属新产品路演 创新助力发展
2013 年10月9日开始,由肯纳产品管理,产品应用以及先进工程部组成资深技术团队将前往十九城市,来到客户身边,与产品零距离接触。欢迎您的莅临!
肯纳金属
钻头
铣刀
孔加工
刀具
阅读全文
CoroDrill 870可换头钻头可针对具体应用进行优化订制
山特维克可乐满计划将于10月1日推出CoroDrill 870钻头,除了已经用于钢件和铸铁件钻削外,现在可用于不锈钢加工。新一代可换头CoroDrill 870钻头节约了加工时间,降低了每孔加工成本。 山特维克可乐满 CoroDrill 870 CoroDrill 870可针对具体应用,对钻头的直径、长度和..
山特维克可乐满
钻头
孔加工
阅读全文
山特维克可乐满:CoroDrill® 870可换头钻头现在可用于不锈钢加工
山特维克可乐满将于10月1日推出的CoroDrill 870钻头,除了已经用于钢件和铸铁件钻削外,现在可用于不锈钢加工。新一代可换头CoroDrill 870钻头节约了加工时间,降低了每孔加工成本。
山特维克可乐满
钻头
孔加工
刀具
阅读全文
国内行业集中度低 金刚石未来市场规模增长空间较大
当前,中国,韩国已经成为世界金刚石工具生产基地,欧美发达国家还保留少量的高端产能。据悉金刚石工具世界范围内产业转移基本完成,国内行业集中度低,未来市场规模增长空间较大。金刚石工具已广泛应用在建筑、建材、石油、地质、冶金、机械、电子、陶瓷、木材、汽车等..
钻头
孔加工
刀具
机械
阅读全文
选用数控钻床的钻头的方法分析
选用数控钻床的钻头的方法,首先要了解钻头的种类和特点,印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形钻头。 直柄麻花钻头大都用于单头钻床,钻较简单的印制板或单面板,现在在大型的线路板生产厂中已很少见到,其钻孔深度可达钻头直径的10倍。在基板叠层..
钻头
钻床
孔加工
阅读全文
三菱综合材料发售“硬脆材料加工用钻头”金刚石涂层系列「DC-BSS」
由 三菱综合材料株式会社 开发、制造的“硬脆材料加工用钻头”金刚石涂层系列「DC-BSS」开始发售。 DC-BSS作为烧结陶瓷以及石英玻璃等硬脆材料的孔加工钻头、广受好评。 本次,为了回应广大客户希望对DC-BSS标准化的要求,DC-BSS将作为标准库存品进行发售。 “硬脆材料..
钻头
孔加工
阅读全文
深孔钻镗床的工作原理
深孔钻镗床概述: 深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。
钻床
镗床
孔加工
刀具
测量
阅读全文
怎样利用麻花钻来进行精孔加工
进行精密零件精加工时, 可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。本文介绍了怎样利用麻花钻来进行精孔加工。
麻花钻
孔加工
润滑
机械
阅读全文
三菱综合材料"新世代超硬整体钻头"WSTAR钻头系列「MVS, MVE」
由 三菱综合材料株式会 社开发、制造的"新世代整体钻头"WSTAR钻头系列「MVS(内部供液型), MVE(外部供液型)」开始发售。 孔加工是以汽车行业为首,在建筑机械,造船,重型电器等各种行业中都有涉及。要求工具具有,能对应各种工件材料的通用性,不会出现突发事故的安全性..
钻头
孔加工
润滑
阅读全文
2013山高刀具STEP核心教程暑期培训班
“山高技术培训教程” (STEP) 是由山高刀具公司精心开发的一门实用课程,旨在让客户通过参与培训即时掌握世界最新的刀具系统技术知识和金属切削技术。山高将于2013年8月21日至23日举办金属切削核心课程(以下简称STEP培训),其中8月20日安排外省市客户提前入住酒店。 ..
山高刀具
钻头
铣刀
孔加工
刀具
阅读全文
我国大型石油仪器装备国产化显著提高
经过30年发展,我国已开发出具有世界先进水平的12000米特深井钻机及顶部驱动装置、钻头、螺杆钻具等产品。钻机设计、制造水平已跻身世界前沿,实现了标准化和系列化,可基本满足高压喷射、定向、丛式和水平等先进钻井工艺的需要;目前国内87%的大中型钻机、90%的修井机..
钻头
孔加工
能源
阅读全文
利用单刃深孔钻提高深孔加工效率
当孔的深度为孔径的许多倍时,需要采用深孔钻削方法进行加工。70多年来,单刃深孔钻(枪钻)是加工孔径小于40mm深孔的常用刀具。但在实际应用中,单刃深孔钻的加工效率较低,从而导致整体硬质合金深孔麻花钻得到了快速发展。
钻床
孔加工
刀具
测量
机械
阅读全文
锥柄麻花钻的介绍与应用
锥柄麻花钻 是应用最广的孔加工刀具。通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。 锥柄麻花钻不同于直柄麻花钻,锥柄麻花钻柄部是有锥度的。不同规格的麻花钻,拥有不同的莫氏锥度。 莫氏锥度是一个锥..
麻花钻
孔加工
阅读全文
深孔加工用枪钻还是硬质合金钻头?
在探索枪钻及其新的挑战者——先进的整体硬质合金麻花钻头。 优先考虑主要需要,根据孔质量、孔深度和机床等要求来选择。 大多数深孔加工的最大L/D(孔深/直径)可达30;先进整体硬质合金钻头现已成为许多情况下一个可行的选择。 CoroDrill 861等整体硬质合金深孔钻头的..
钻头
孔加工
机床
阅读全文
单刃深孔钻加工工艺改良途径探讨
通过对刀具结构和加工工艺的改进,孔的偏心误差能达到高水平。在刀具的结构设计、涂层和切削刃口倒圆方面的改进实现了单刃深孔钻的高效加工。 当孔的深度为孔径的20倍以上时,必须采用深孔钻削方法进行加工。多年来,单刃深孔钻(枪钻)是加工孔径小于40mm深孔的常用刀具..
钻床
孔加工
阅读全文
山特维克可乐满:从枪膛到起落架
挑战: 如何在难加工的工件上高效率加工有精度要求的深孔? 解决方案: 采用行之有效的深孔加工方法,使用最新的刀具技术和应用知识。 深孔钻削的起源可以追溯至早期的枪膛加工车间。从这种军工起源开始,深孔加工 (DHM) 技术已不断演变成为一系列精密的生产加工方法,..
山特维克可乐满
钻床
孔加工
刀具
阅读全文
山高使用全新PCD钻头CX1和CX2提升了复合材料的孔加工性能
山高使用全新PCD钻头CX1和CX2提升了复合材料的孔加工性能,X1 和 CX2 系列均配有多种尺寸,可以加工 3.26 至 9.53 mm(0.125” 至 0.375”)的孔。倒角加工也可并入 。
山高刀具
复合材料
钻头
孔加工
刀具
阅读全文
山高刀具使用全新PCD钻头技术
山高全新 CX1 和 CX2 整体聚晶金刚石刀尖钻头为复合材料孔加工制造商延长了刀具寿命、提高了生产率,并提升了质量。 山高全新 CX1 和 CX2 整体聚晶金刚石刀尖钻头为复合材料孔加工制造商延长了刀具寿命、提高了生产率,并提升了质量。与传统的纹路焊或双面焊 PCD 刀尖设..
山高刀具
钻头
孔加工
刀具
阅读全文
高速钢麻花钻的改进及选用
用钻头钻孔、尤其是钻深孔时,存在着刀具刚度和导向性差以及切屑难以从孔中排出等问题。作者根据在工厂中长期积累的经验,详细分析了针对不同情况改进高速钢麻花钻头的途径及其合理使用的方法。
麻花钻
孔加工
机床
刀具
润滑
阅读全文
操作立式钻床注意事项
山东威力重工为大家介绍的,立式钻床操作注意事项。立式钻床在实际应用中应用十分的宽广,不过在进行加工的过程中一定要注意使用的安全事项。
钻头
钻床
孔加工
机床
润滑
阅读全文
OSG致力于成为全球丝锥之王
在CIMT2013展会上,欧士机(上海)精密工具有限公司精心准备,为参展观众带来了诸多刀具新品,欧士机(上海)精密工具有限公司市场部课长黄维斯女士重点推介了以下五个系列产品:OSG PHOENIX系列的PXD/P5D钻头、WD-2D系列硬质合金钻头、OSG PHOENIX系列的PSEL铣刀、SI-W..
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
阿诺第十期“刀具工程师高级研修班”成功在苏召开
2013年5月24日—5月26日,苏州阿诺精密切削技术股份有限公司第十期“刀具工程师高级研修班”在苏州维景国际大酒店召开。来自40余家国内企业的60多名学员参加了此次刀具培训活动。 阿诺集团董事长柯亚仕博士分享刀具外包管理课题 面对日益繁重的生产任务和不断提高的加工..
钻头
螺纹加工
孔加工
刀具
阅读全文
高端刀具市场大有可为--意大利赛迈克斯一展身手
意大利赛迈克斯股份限公司(SILMAX S.p.A)于2012 年正式进驻中国。意大利最大的铣刀公司赛迈克斯股份有限公司(SILMAX S.p.A), 成立于1955年,生产各种高性能的标准和非标整体硬质合金和涂层高速钢铣刀、钻头、铰刀和各种成形刀具。赛迈克斯把目标客户定位在中高端,..
钻头
铣刀
孔加工
刀具
阅读全文
花钻切削部分的组成和主要几何角度
用摇臂钻床进行钻孔工作时,会频繁用到麻铧钻头。麻花钻的切削部分可以看成是由正、反两把车刀组成,钻头的前面、主后面、副后面、主切削刃和副切削刃都各有两个,并有一个横刃。 麻花钻的主要几何角度包括螺旋角、锋角、前角、后角、横刃斜角等。 (1)螺旋角β 钻头上..
麻花钻
钻头
孔加工
阅读全文
轨道交通装备制造的加工技术
为适应中国轨道交通装备大发展的新形势,大连机车提出了“用3~5年时间达到年产各类机车1000台、城市轨道车辆1000辆、中高速柴油机1000台;实现年销售收入200亿元人民币”的发展目标。
立式加工中心
卧式加工中心
车铣加工中心
加工中心
车床
铣床
磨床
三坐标
孔加工
测量
轨道
阅读全文
黛杰推出TAEZ机夹钻头追加5D TEZD-ML型
2012年黛杰发售了TA-EZ,现在追加了5D的TEZD-ML型的钻柄,及Φ14及Φ20的0.1公制尺寸刀片。
钻头
孔加工
刀具
阅读全文
黛杰1301期产品及技术研修会在四川成都隆重召开
2013年5月13-17日,黛杰1301期产品及技术研修会在四川成都隆重召开。希望可以通过这种会议形式将黛杰最先进的加工技术和理念传播并且能够推动和提高中国切削加工业技术水平。 来自四川、重庆等各地的经销商以及各个机械行业的技术人员近半百人数争相参加。本次研修会,..
钻头
铣刀
孔加工
刀具
阅读全文
MAPAL(玛帕):确保您的最高效益
在2013 CIMT展会上,MAPAL(玛帕)以高效、节能、保护环境为主题,展出了大约1800件产品,展出面积130多平方米。 短短的六天时间,MAPAL(玛帕)的展会吸引了超过16000名的参观者,同时接洽了5000多位专业观众。MAPAL(玛帕)尤为重视本次展会,除中、德两方的高管前来..
钻头
铣刀
孔加工
刀具
阅读全文
山特维克可乐满---引领钻削加工新潮流
山特维克可乐满 经历了从高速钢、传统麻花钻到高科技钻削加工的年代。1977年问世的可转位钻头开启了高性能刀具的探索之路。迄今为止,山特维克可乐满已经在这类钻削产品中取得了三大里程碑式的发展。今天,山特维克可乐满的创新是开发另一类完全不同的高科技钻削解决方..
山特维克可乐满
麻花钻
加工中心
车床
钻床
车刀
孔加工
刀具
阅读全文
PDC技术的现状与发展(二)
PDC技术有限元技术的应用、PDC与牙轮钻头与发展趋势。 三、有限元技术的应用 1、PDC烧结条件的模拟 2、PDC残余应力的模拟 四、PDC技术的发展趋势 1、基体 硬质合金基体是PDC的一个构成部分,对PDC的整体性能有着重要影响。基体在PDC高压烧结过程中起着为聚晶金刚石层的..
钻头
孔加工
阅读全文
山特维克可乐满发布2012年趋势报告
全球刀具制造和技术领导者 山特维克可乐满 公司,在业界率先发布了行业发展新趋势报告。该报告基于系统调研深入探究了未来影响制造业宏观发展趋势的核心领域,希望号召更多的业内人士加入到这场应对未来挑战的大讨论中。 社会环境 享乐者们(Enjoyers)认为世界上充满了..
山特维克可乐满
钻头
铣床
铣刀
孔加工
刀具
阅读全文
山特维克可乐满---特定的配刀解决方案
山特维克可乐满 开发出特定的配刀解决方案来满足这一复杂部件的生产需要,包括使用新一代S60面铣刀用于粗加工和半精加工;以及整体硬质合金钻头CoroDrill460进行孔加工,并借助一系列现有的丝锥,配合各种优化槽型,用于铸铁材料的孔加工。 解决方案:选择稳定一致、具..
山特维克可乐满
钻头
铣床
铣刀
孔加工
刀具
阅读全文
三菱综合材料2013年度5月新产品发售通知
三菱综合材料管理(上海)有限公司 于2013年5月1日起正式发售的系列新产品。 1. 新产品信息 (1)MVX钻头系列 (2)MHX钻头小径系列追加 (3)VFX5刀盘 及 VFX5/6刀盘用LS断屑槽刀片 (4)VOX刀盘用VP15TF修光刃刀片 (5)ASX445/400,AJX刀盘用PVD涂层MP6120刀片 (6)..
钻头
铣刀
孔加工
刀具
阅读全文
五金刀具产品选择挑战高端先进技术
现在我国刀具生产供销情况是,高端先进刀具产品主要依靠从国外进口,而低档刀具产品恶性膨胀大部出口,这种情况必须尽快改变。我国机械制造业生产中大量使用标准刀具,而发达国家则大量使用高效先进刀具,致使我国加工效率远低于国外。 我国机械加工类中的高效刀具品类..
麻花钻
孔加工
机床
刀具
阅读全文
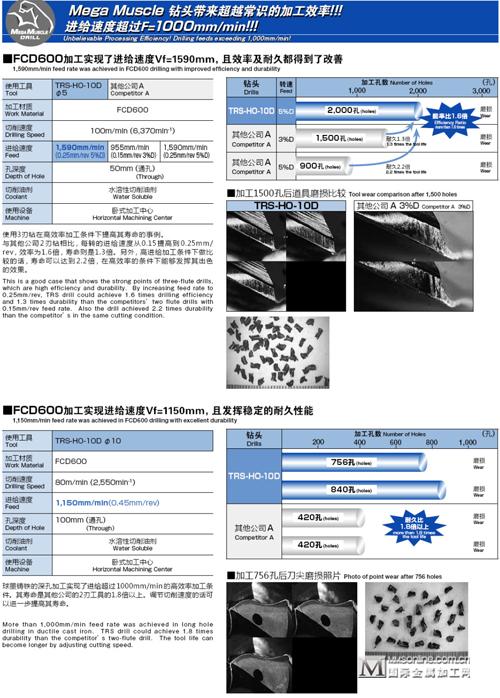
欧士机:硬质合金内冷油孔Mega Muscle 3刃钻头(二)
欧士机 Mega Muscle 钻头 带来超越常识的加工效率!!!进给速度超过F=1000mm/min!!! 3刃钻头的潜在优势在于大幅提高现场加工效率。 而Mega Muscle Drill的超高进给量,实现了难以置信的加工效率 转载 欧士机 欧士机 刀具 osg 钻头 3刃钻头
欧士机
钻头
孔加工
刀具
阅读全文
欧士机:硬质合金内冷油孔Mega Muscle 3刃钻头(一)
欧士机 Mega Muscle 钻头 带来超越常识的加工效率!!!进给速度超过F=1000mm/min!!! 3刃钻头的潜在优势在于大幅提高现场加工效率。 而Mega Muscle Drill的超高进给量,实现了难以置信的加工效率 转载 欧士机 欧士机 钻头 刀具 osg 硬质合金 3刃钻头
欧士机
钻头
孔加工
刀具
阅读全文
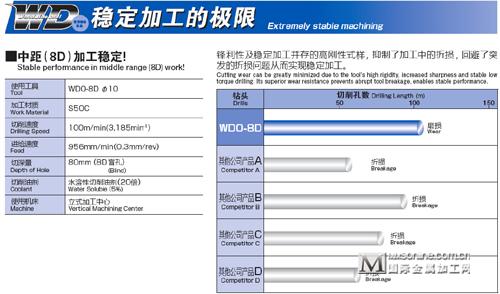
欧士机:WDO硬质合金内冷油孔钻头加工案例
欧士机 WDO-8D采用“新波浪形”刀刃,M(Middle)刃带及高刚性刀身针对中距(8D)加工特殊化的式样,使锋利性及稳定性并存。从而实现最适合8D 加工。 稳定加工的极限 锋利性及稳定加工并存的高刚式样,抑制了加工中的折损,回避了突发的折损问题从而实现稳定加工。 转载 ..
欧士机
钻头
孔加工
刀具
阅读全文
首页
上页
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
下页
未页
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
海克斯康质量管理 | 选择QMS不可忽视的关键!
海克斯康技术方案 | 刻蚀机喷淋盘如何实现高效检测?
直播预告 | 光学镜头高精度柔性自动化智能检测方案
海克斯康智能制造中国行 · 大连站,9月15日精彩继续
与光同行 | 海克斯康邀您共赴2023光博会
好礼相送 | 2023年海克斯康客户满意度调查盛大开启
【财报】三一重工:2023年上半年净利润34亿元,同比增长29.07%
株钻车削刀片应用 YB6315/YB6325-ZMA
人工智能和自动化浪潮下,中小企业如何抓住机遇成功进阶?
API Radian激光跟踪仪反应堆堆内构件组装测量纪实
车间型三坐标应用之电梯机座在线自动化检测方案
快讯 | 马扎克MTF2023制造未来展示会在银川盛大开幕
GloryBox in 索拉露斯 | 《预告片》我们与青岛贝克曼的故事
工博会,我们来了!萨瓦尼尼邀您共同见证工业“智”造惊喜
辞夏迎秋,OSG 3A大促
实用技巧集锦 | 在CNC CMM上应用PolyWorks|Inspector™解决方案
探寻光电新趋势,FANUC与您相约中国光博会
好优利COFA X刀具应用案例-液压行业阀体
DMG MORI Qualified Products 期待在EMO 2023与您现场交流!
GE医疗心血管超声全面国产丨北极光落户无锡基地
GE航空|数智航空引擎,安全高效飞行
活动风采 | 瓦尔特助力新能源汽车轻量化转型!
点亮2023工博会,雄克创新应用总动员
简述各种复合注塑成型技术特点及优势
机器人本体厂商相继发布半年报,2023上半年机器人行情怎样?
辛国斌副部长到济南二机床调研
美迈科技采用“3D打印+铸造技术”试制新能源汽车铝合金副车架
我国首个轴箱内置式转向架地铁项目列车下线
新思科技成功收购PikeTec,持续扩大自动驾驶全球领导地位
联泰科技参加深圳国际增材制造、粉末冶金与先进陶瓷展览会(Formnext+PM South China)
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
铣刀
孔加工
刀具
钻头
铣刀
孔加工
刀具