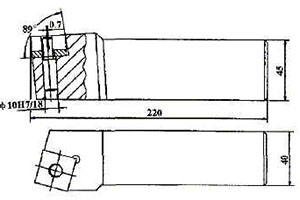
内圆车刀(Internal-turning-tool) 所有的刀具切削中,包括金属以及非金属类的,工件回转或者刀具回转,使用槽型的刀具,在工件上,切出沟槽,统称为切槽。常用的有:回转体上螺纹的退刀槽,轴承内外圈圆形沟槽,需要密封的环形密封槽等等,都需要使用切槽刀具,将沟槽切出。车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
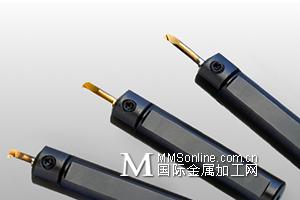
切槽车刀目前广泛使用在汽车制造、电子、模具、机械等各个部门,当前主要设备提供商有山高(seco)、山特维克可乐满(sandvik coromant)、伊斯卡等国际知名品牌。。

















































无振动切削,快速装夹刀具和刀片,接口与刀柄之间具有稳定的高精度接口。
切槽车刀的特点
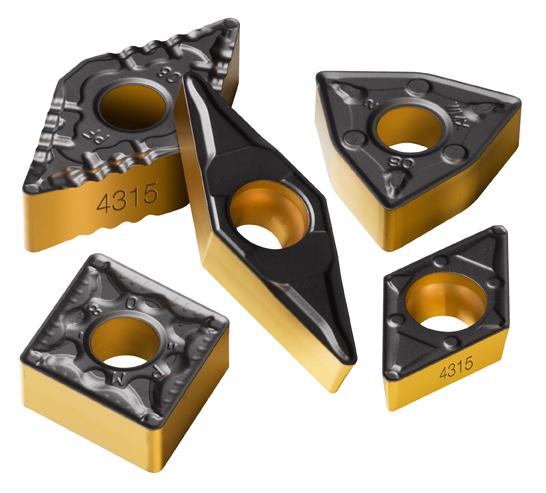
切槽刀具提供有多种不同的宽度和圆角半径 - 同时也适用于O形圈和卡簧槽切槽等标准化切槽加工。
切槽车刀应用
用于螺纹车削、车削、背镗、端面切槽、仿形加工和预切断工序。