丝锥最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
丝锥
>
丝锥最新资料
丝锥最新资料 第5页
我国立铣刀在汽车市场上民族品牌崛起和蓬勃发展
随着中国汽车、航空、军工、模具、制冷、电力等精密制造业的快速发展,对金属加工刀具的数量和质量的要求也迅速提高。硬质合金刀具集中在中低档的立铣刀和易切材料的钻头。
株洲钻石
立铣刀
硬质合金丝锥
铣刀
螺纹加工
刀具
汽车
阅读全文
山特维克可乐满CoroTap丝锥简化了多种材料的攻丝工序
对于那些需要加工多种材料,并且需要经常在中小批次尺寸间转换的客户而言,新型CoroTap™ –XM将是一个易于选择的丝锥系列。这些创新型的丝锥之所以具有灵活性,是因为为了满足机械加工车间不断变化的工作环境,山特维克可乐满将刀具材质进行了优化,并创建了独特的槽型..
山特维克可乐满
螺纹加工
刀具
阅读全文
丝锥在螺纹加工应用中的解决方案
螺纹加工是加工中心非常重要的应用之一,螺纹的加工质量和效率将直接影响零件的加工质量及加工中心的生产效率。随着加工中心性能的提高及切削刀具的改进,螺纹加工的方法也在不断改进,螺纹加工的精度和效率也在逐渐提高。采用丝锥加工螺纹孔是最常用的加工方法,针对不..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
丝锥在螺纹加工中应用技术专题
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥。针对不同材料的加工,我们需要不同的丝锥对应。丝锥是制造业操作者加工螺纹的最主要工具。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产..
钻头
螺纹加工
孔加工
阅读全文
多马公司的新型丝锥,用来对付难加工材料
由于对这种新型丝锥的材料、涂层和几何形状等都进行了专门设计,所以它们适合对一些难切削材料进行不间断的攻丝加工,尤其是不锈钢的攻丝加工。该丝锥的切削槽几何形状是专门设计的,拥有足够的容屑空间,有利于得到快速、平滑的排屑。这样的话,堵屑现象几乎可以忽略不..
螺纹加工
阅读全文
锑玛工具:凸台避让功能螺纹刀具
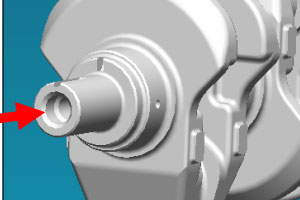
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹加工
刀具
阅读全文
使用WIDIA VariTap产品,获得卓越的攻丝加工性能
传承140年丝锥设计经验,采用最新设计理念,产品性能卓越:威迪亚公司生产的VariTapTM产品具有卓越的攻丝性能,可用于多种材料工件的加工;上乘的工件加工质量,以及超长的刀具使用寿命。
攻丝刀柄
螺纹加工
刀柄
刀具
机械
阅读全文
瓦尔特的螺纹挤压丝锥在巴特迪本的Profiroll改善加工稳定性
从冷成型车削到螺纹挤压丝锥再到无屑技术,这是行业趋势,不足为奇。Profiroll Technologies GmbH位于巴特迪本的Saxony镇,是世界领先的机床和刀具制造厂,也在不断探索,寻求加工旋转对称工件的最佳方案。在生产机器零件螺纹时,生产部日益迫切需要使用螺纹挤压丝锥。..
螺纹加工
刀具
阅读全文
怎样识别丝锥优劣的检验方法
现市场上的丝锥牌号很多很多,因使用材质的不同,同规格的价格也相差很多,让购买者犹如雾里看花,不知买哪个好,以下教你几个简单的方法:
螺纹加工
阅读全文
在加工铝合金时丝锥磨损分析
对通孔被切削之攻牙作业,先端丝攻将发挥其特有的切削效果迅速顺利的为您切削出最高级之螺纹,先端丝攻主要用于各种通孔材料之螺纹被切削作业,先端丝攻具有与一般手用丝攻相同的的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,借以旋转推送切削从孔的下方排出,..
螺纹加工
阅读全文
丝锥方头的磨削加工技术
丝锥方头在丝锥工作时用于传递扭矩,同时也可作为加工丝锥的基准。加工丝锥时,对丝锥方头有一定的尺寸、表面粗糙度及形位误差要求(如国家标准规定普通丝锥的方头对柄部轴线对称度不超过尺寸公差的1/2)。加工丝锥方头可采用铣削或磨削工艺。采用磨削工艺加工丝锥方头精..
螺纹加工
阅读全文
丝锥、钻头断在工件里怎么办?26种解决方法仍你选
丝锥、钻头断在工件里怎么办?26种解决方法仍你选.
钻头
螺纹加工
孔加工
阅读全文
山特维克可乐满CoroTap丝锥简化了多种材料的攻丝工序
对于那些需要加工多种材料,并且需要经常在中小批次尺寸间转换的客户而言,新型CoroTap™ –XM将是一个易于选择的丝锥系列。这些创新型的丝锥之所以具有灵活性,为了满足机械加工车间不断变化的工作环境,山特维克可乐满将刀具材质进行了优化,并创建了独特的槽型。
山特维克可乐满
螺纹加工
阅读全文
内螺纹加工5大方法的优势与劣势!不容错过!
分析评估和合理选用不同的内螺纹加工方法,可以帮助零件制造商高效而经济地加工出高质量螺纹孔。本文简要分析内螺纹的五种主要加工方法:攻丝、挤压成形、铣削、车削和磨削的优势与劣势。
螺纹铣刀
铣刀
螺纹加工
刀柄
刀具
模具
机械
阅读全文
OSG CCMT参展产品 精彩纷呈
OSG钻头家族的最新成员,能真正做到控制加工成本和达到最优的加工效益! 详细介绍传送门:重磅新品|ADF硬质合金平头钻
欧士机
CCMT
CCMT2016
钻头
螺纹加工
孔加工
刀具
阅读全文
尚亚国际贸易公司将携产品亮相2015CIMT
第十四届中国国际机床展览会(CIMT2015)由中国机床工具工业协会主办并与中国国际展览中心集团公司共同承办,2015CIMT定于2015年4月20日至25日在北京中国国际展览中心(新馆)举办,届时,尚亚国际贸易公司将携展品亮相其展台:E4-404。
CIMT
CIMT2015
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
欧士机:VP-DC-HT铸件用内冷油孔零前角直槽丝锥加工案例
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成..
欧士机
螺纹加工
阅读全文
蓝帜:模块化刀具系统既优化了内螺纹加工效果,又节约了资源
模块化刀具系统在铣削、车削和钻削加工领域一直都是最先进的工具。其经验证的优势主要包括:可对不同的刀具组件进行快速、灵活的配置,从而制造出必要精密的刀具,减少了刀具库存和设备的二次加工时间。
攻丝刀柄
螺纹加工
刀柄
刀具
模具
阅读全文
山高刀具2015产品发布专题
山高刀具2015秋季新品发布了包括Combimaster、Jabro-Solid2、Minimaster Plus 新小魔王、Steadyline刀头、Threadmaster丝锥和Precimaster Plus。山高还推出了三种TP材质等级(TP2501、TP1501 和TP0501),首次采用了山高新一代Duratomic金刚甲镀层技术,可满足该应用领..
山高刀具
铰销
车床
铣床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
螺纹的高效加工
螺纹加工是生产流程的终端工序之一,螺纹加工中的质量问题有可能使之前已经过昂贵加工过程的工件毁于一旦。在竞争激烈的市场环境下,要求实现快速、有效和可靠的螺纹加工。高效螺纹加工(High Performance Threading, HPT)是指在攻丝和螺纹成形加工时采用高效切削(HPC..
螺纹加工
阅读全文
瓦尔特:高科技丝锥 - 研发真谛 新材料的攻丝
瓦尔特“Eco”丝锥是行业的佼佼者,多年来一直保持最佳畅销势头。为了应对新材料的加工挑战,瓦尔特提供了新一代高科技丝锥“Eco Plus”。通过大量的研发工作,“ECO plus”产品的性能上了一个新的台阶。
螺纹加工
阅读全文
株硬刀具应用之电机箱体加工
箱体是电机的重要组成部件,它是传动零件的基座,应具有足够的强度和刚度。 箱体通常用灰铸铁制造,灰铸铁具有很好的铸造性能和减振性能。对于重载或有冲击载荷的减速器也可以采用铸钢箱体。
株洲钻石
硬质合金丝锥
螺纹加工
刀具
阅读全文
瓦尔特新款高性能盲孔丝锥 提高刀具寿命和工艺可靠性
瓦尔特公司主要有两大类产品,即: 一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。另一类是瓦尔特五轴联动数控工具磨床和四轴测量机器。
磨床
螺纹加工
刀具
测量
阅读全文
欧士机OSG2015下半年丝锥和底孔钻套餐促销
//www.mmsonline.com.cn/resupload/1437616602181_1.pdf
转载 欧士机 osg 刀具 丝锥 底孔钻 促销 ,_NOAD_
欧士机
螺纹加工
刀具
阅读全文
欧士机OSG A-BRAND产品尺寸全面升级
欧士机自1938年成立以来,一直以优秀的刀具设计能力,提案能力及开发能力,解决了无数客户在加工过程中遇到的各式各样加工难点难题。同时凭借75年丰富经验的技术支持以及高标准的生产能力为广大客户群体提供完美的解决方案。正是如此,我们才能在全球范围扩展业务,成为..
欧士机
钻头
螺纹加工
孔加工
阅读全文
如何解决摇臂钻床使用中丝锥断裂问题?
摇臂钻床在使用过程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振动法。振动时用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的..
钻床
螺纹加工
机械
阅读全文
锑玛工具:凸台避让功能螺纹刀具
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹铣刀
铣刀
螺纹加工
刀具
机械
阅读全文
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依..
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
阅读全文
基于UG螺旋槽丝锥沟槽铣刀的设计
丝锥螺旋槽成形铣刀传统设计方法是作图法和解析法。作图法比较直观,但丝锥螺旋角较大时,在二维平面上寻求三维共轭点是相当困难的,费时且误差大。解析法虽然精确但求解接触点运算复杂。应用UG NX7.5中的建模方法,能够准确做出成形铣刀回转面与丝锥螺旋槽的接触线,完..
槽铣刀
铣床
铣刀
螺纹加工
刀具
测量
阅读全文
森泰英格CIMT2015新品发布会—国产刀具的高水准与宽视野
2015年4月22日,第十四届中国国际机床展览会(CIMT2015)期间,森泰英格新品发布会在中国国际展览中心(新馆)举行,来自刀具终端用户、经销商、媒体和各个合作伙伴的90余位来宾出席了新品发布会。 发布会上,森泰英格副总经理赵庆军为来宾们介绍了公司在液压刀柄、热装..
CIMT
CIMT2015
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
AMB China展会蓝帜金工焦点展品回顾
2014年10月13-15日,AMB China中国(南京)国际金属加工展在南京国际博览中心举行,LMT也参加了此次盛会。中国(南京)国际金属加工展览会的母展——斯图加特国际金属加工展览会(AMB)是欧洲五大机床展之一,在德国有很大的影响力。
螺纹加工
刀具
机械
阅读全文
提高攻螺纹加工质量已刻不容缓
丝锥是使用最广泛的内螺纹加工刀具,对于小尺寸的内螺纹,攻螺纹几乎是唯一的加工方法。要保证攻螺纹质量,应该从丝锥的合理结构、合理参数和合理操作等3个方面解决。
螺纹加工
机床
刀具
阅读全文
森泰英格新战略密码—做好企业基本面与运用现代营销方法做市场
数控加工的高速发展为全球迎来了工业大时代,它不仅促进了机床产业的技术创新,更对刀具行业提出了更高要求。国外品牌依靠先进的技术、多年积累的市场占有率及品牌效应,长期垄断国内高端数控刀具市场。国内数控刀具企业由于技术落后和创新不够,无奈只能在中低端市场依..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
瓦尔特 CIMT 2015亮点产品概览
瓦尔特刀具即将在CIMT 2015 展出超百种创新产品,展位:E4-610,以下节选了5款亮点产品供预览发布: DC170-硬质合金钻头的新标帜 Walter BLAXXTM黑锋侠 M4000铣刀-最高性能广泛应用 整体硬质合金挤压丝锥 Protodyn® S HSC 新型槽刀Walter Cut - SX DC170-硬质合金钻头的..
CIMT
CIMT2015
铣刀
螺纹加工
刀具
阅读全文
刀具2015应用趋势及技术发展专题
刀具2015应用趋势及技术发展专题。工业作为国民经济的支柱,是经济结构调整和产业转型升级的主心骨,在新常态下呈现出新的特征,面临新的机遇和挑战。经济新常态下,“工业新常态”也将到来。对金属加工业来说,充满调整、充满期待的2014年终于落下帷幕,并在“一路一带..
攻丝刀柄
钻头
车床
车刀
铣刀
螺纹加工
孔加工
刀柄
刀具
阅读全文
数控车床假想刀尖点的偏置计算方法
为了对刀方便,在数控车削加工中常以假想刀尖P点来对刀。如果没有刀尖圆弧半径补偿,在车削锥面或圆弧时,会产生欠切现象。当零件精度要求较高且有锥面或圆弧时,解决办法为:计算刀尖圆弧中心轨迹尺寸,然后按此编积,进行局部补偿计算。
数控系统
车床
螺纹加工
刀具
阅读全文
我国刀具模具市场需求必然会获得提升
刀具的发展在人类进步的历史上占有重要的地位。中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现代的扁钻和锯已有些相似之处。
螺纹加工
刀具
模具
阅读全文
瓦尔特的螺纹挤压丝锥在巴特迪本的Profiroll改善加工稳定性
从冷成型车削到螺纹挤压丝锥再到无屑技术,这是行业趋势,不足为奇。Profiroll Technologies GmbH位于巴特迪本的Saxony镇,是世界领先的机床和刀具制造厂,也在不断探索,寻求加工旋转对称工件的最佳方案。在生产机器零件螺纹时,生产部日益迫切需要使用螺纹挤压丝锥。..
螺纹加工
刀具
阅读全文
欧士机:完美解决丝难加工的解决方案
)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
欧士机
螺纹加工
刀具
阅读全文
新型 Seco EPB® 5867 提升孔攻丝产量和螺纹质量
山高最新发布的 EPB 5867 攻丝夹头完善了其高质量的刀具系统。该夹头采用全新的微补偿机构,能使同步机床实现安全攻丝。 微补偿机构具有 +/- 0.5 mm 范围内的变形能力,可补偿主轴旋转、进给量与丝锥螺距之间的细微偏差,从而消除丝锥应力和断裂情况。因此用户可以获得..
山高刀具
螺纹加工
阅读全文
首页
上页
1
2
3
4
5
6
7
8
9
10
11
12
下页
未页
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
高耐大因 官方网站
高耐大因 产品一览
2023第八届常州国际电机技术与应用产业链展览会
英特尔助力机器人产业升级,“机器视觉+”将行之何方?
好优利刀具家族介绍&孔加工效果展示
产线的“全自动智慧大脑”:嘉实多SmartControl系统!
CREAFORM 形创直播预告 | 从设计到上市,三维扫描如何重新赋能汽车行业高速发展?
模块化挤压丝锥,刀具寿命最大化解决方案
应用于螺纹加工的新型挤压丝锥
汽车动力总成高效铝材加工
FANUC产品推荐
株钻公司刀片三厂党支部落实以“进步指数”为核心提质降本增效工作取得新进展
案例分析:Dormer Pramet鲨鱼丝锥在美国机械厂的应用
格劳博中国 | 十年激荡 筑梦远航
首届API品牌“The Moment of Precision – 精密时刻”作品有奖征集!
解决空间问题之易格斯伺服电缆CF29.D
2023年manus奖评选活动开始报名,5000欧元等你来拿!
北京发那科: 智造无限 . 发启未来
打好疫情最后一战|西门子医疗防疫方案全览
埃克森美孚、雪佛龙增加明年石油投资!
有奖问卷调查 | PolyWorks Shanghai 倾听您的建议!
株洲钻石刀具:蓝图绘就 奋力拼搏——刀具二厂表面处理成检工序“蓝图已绘就 我们怎么干”主题实践活动
45艘!5年增长10倍!中国造船业“争气”崛起
并联机器人在3C领域零部件加工的应用
【禾川科技】国产并联机器人如何在3C领域占据一席之地?
并联机器人智能装箱一体方案打破“包装”瓶颈
并联应用新高度——高速一拖二平面口罩机
90亿美金国防订单,富士康已在美国赢麻!
国际市场 | 北美汽车模具支出预计将在2025年达到83亿美元
精密刀具典范
全球排名进一步提升,中国机器人密度超越美国
Inventor 软件 简化从设计到制造的转变
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有