丝锥最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
丝锥
>
丝锥最新资料
丝锥最新资料 第9页
手动丝锥折断原因及预防措施
用手动丝锥加工螺纹时,经常发生丝锥折断的情况。丝锥折断,除了与操作者经验不足、技能欠佳、方法不当及丝锥质量有关外,还与丝锥结构上存在的缺陷密切相关。 1.丝锥折断原因分析 1) 在攻丝过程中,由于操作者双手用力不均衡,致使力的方向改变而折断丝锥。这种情况多..
螺纹加工
阅读全文
螺纹铣削技术与攻丝的对比
空心钻头是一种较适合便携式工具使用的孔加工刀具。但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用。由于空心钻头没有标准定型产品,因此大部分用于特..
铣床
螺纹加工
阅读全文
攻丝-倒角复合刀具
在发动机缸体、变速箱壳体等箱体类零件的加工中,螺纹孔加工占很大比重。通常,螺纹孔的加工分三道工序进行:①用麻花钻钻孔;②用倒角钻对螺纹底孔孔口倒角;③用丝锥加工螺纹。这种工艺虽能满足加工要求,但存在以下不足:在单件或小批量生产时,倒角和攻丝往往采用手..
螺纹加工
刀具
阅读全文
不锈钢工件小径内螺纹的切削--挤压组合加工
在不锈钢工件上加工小螺纹孔历来是一个难题。由于不锈钢材料塑性变形大,韧性好,加工硬化严重,切削抗力大,且攻丝加工是在半封闭状况下进行,散热条件差,排屑困难,切削扭矩往往超过丝锥的强度极限而导致丝锥折断。我们通过对切削丝锥和无屑挤压丝锥加工内螺纹时出现..
螺纹加工
阅读全文
丝锥热处理的工艺细节
在机械加工中,丝锥是最常见的一种切削工具,用来加工内螺纹扣,由切削部分和柄部组成。在切削过程中除受到多种应力作用外还受到强烈摩擦作用。因此,要求丝锥在热处理后具有高的强度、硬度、耐磨性和较小的畸变。根据以上要求,制造丝锥的材料一般选用T12A、T10A碳素工..
螺纹加工
阅读全文
不锈钢攻丝用的新型丝锥
不锈钢作为一种优良的耐腐蚀材料,并具备有强度和韧性等方面的优异使用性能,使之在机器零件及制药、化工设备等各个领域得到广泛的应用。但是,随着不锈钢用量的不断增加,不锈钢作为难切削材料的加工问题就日益突出。正是因为不锈钢具有良好的塑性和一定的韧性及强度,..
螺纹加工
阅读全文
丝锥磨削时中径误差的产生及消除方法
丝锥中径误差是丝锥生产中经常遇到的一个问题,它对质量有严重的影响。由于螺纹的接触面主要在螺纹的单侧齿面上及中径尺寸上,中径产生误差将造成螺纹齿厚的变化以及结合强度的减弱,会加快齿面磨损,影响丝锥的相邻和局部螺距累积误差,造成旋转力矩不均,影响传动和位..
螺纹加工
阅读全文
普通丝锥手动攻螺纹
在机械加工中,经常会遇到用普通丝锥攻螺纹,所谓的攻螺纹就是用丝锥加工内螺纹。它是应用最广泛的一种内螺纹加工方法,对于小尺寸的内螺纹,攻螺纹几乎是唯一的加工方法。根据几年来的工作经验,在螺纹加工中,对攻螺纹的方法及注意事项、攻螺纹过程中常出现的问题和原..
螺纹加工
阅读全文
丝锥方头的磨削加工
丝锥方头在丝锥工作时用于传递扭矩,同时也可作为加工丝锥的基准。加工丝锥时,对丝锥方头有一定的尺寸、表面粗糙度及形位误差要求(如国家标准规定普通丝锥的方头对柄部轴线对称度不超过尺寸公差的1/2)。加工丝锥方头可采用铣削或磨削工艺。采用磨削工艺加工丝锥方头精..
螺纹加工
阅读全文
普通丝锥攻螺纹的方法及问题处理
利用普通丝锥攻螺纹是加工螺纹的一种传统方法,也是攻丝最常用的一种加工方法,同时又是一种具有较强技巧性的加工方法,一名合格的钳工必须熟练掌握和应用其加工技巧,并能正确处理加工中遇到的各种问题。 1. 丝锥 要掌握好普通丝锥攻螺纹的技巧,我们首先应对丝锥有清..
螺纹加工
阅读全文
用整体硬质合金丝锥高速同步攻丝
硬质合金丝锥的成功应用取决于刀具的夹持刚度和进给的控制精度。对于大多数加工方式来说,这些加工条件是理所当然的。但是对于攻丝来说,这些条件才刚刚变为现实。
夹头
硬质合金丝锥
螺纹加工
刀具
模具
阅读全文
快速识别丝锥的优、劣的方法
现市场上的丝锥牌号很多很多,因使用材质的不同,同规格的价格也相差很多,让购买者犹如雾里看花,不知买哪个好,以下教你几个简单的方法: 购买时(因无检测设备,无槽丝锥除外)可以简单检测(M6为例): 1;看丝锥槽前端螺纹铲磨(倒角)是否均匀,切削槽刀口是否有快口,好的呈..
螺纹加工
刀具
阅读全文
怎样选择丝锥磨床
丝锥磨床已经是一种很专用的设备了,但选择时还要有一个全面的考量。涿州市创新专用机床公司建议您从以下的几个方面入手: 1。要加工丝锥的大小。丝锥分大中小三类,M12以下是小丝锥,M12-M50算中型,M50以上就是大丝锥了。各厂家都针对不同范围开发机床。小丝锥磨要体..
磨床
螺纹加工
机床
阅读全文
机用丝锥早期失效的分析
高速钢丝锥、板牙是广泛用于玛钢管件、不锈钢管件、阀门、石油机械、压力容器等各种机械零件内外缧纹加工的高效加工工具。由于被加工件强度高或被加工件质量不稳定,再加上丝锥、板牙制造过程中出现的一些问题,往往导致机用丝锥、板牙的早期失效。机用丝锥、板牙的主要..
立铣刀
铣刀
螺纹加工
机床
刀具
模具
阅读全文
螺纹挤压丝锥
在多机加工领域,技术设计人员和生产工程师经常要对各种不同零件进行连接,并要求这种连接可以拆卸。采用螺钉-螺纹连接是最常用的解决方案。 大多数螺纹直到现在都还采用传统攻丝和模制方式加工,特别是对于长切屑和高刚性材料,在加工深螺纹时,往往存在因被切屑楔住而..
螺纹加工
刀具
汽车
航空
机械
能源
电子
阅读全文
亮点荟萃,屡破纪录——瓦尔特EMO展示独一无二的创新产品
刀具在金属加工领域里无处不在。9 月 19 日,当汉诺威欧洲国际机床展览会 (EMO) 盛大开幕时,瓦尔特位于第 3 展厅内的 G24 展位也非常值得一看。原因在于这家来自 Tübingen 的刀具专家将奉上让众多客户大获裨益的全球最新产品
硬质合金丝锥
螺纹加工
刀具
阅读全文
同步控制的丝锥卡盘提高刀具使用寿命
在攻螺纹的作业中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 REGO-FIXER和POWRGRIP刀具夹持装置在日常工业加工中,能够充分展示出其在..
立铣刀
铣刀
螺纹加工
机床
刀具
测量
航空
模具
阅读全文
气动攻丝机攻牙时怎样去除毛剌
气动攻丝机,气动攻牙机,攻丝机,攻牙机厂家应该要怎样去除产生的毛剌?怎样才能更加便利地去除是所有生产者非常关心的问题。现在就此问题作一具体说明,希翼能够帮助大家更好地攻丝 1.在攻丝前,底孔最好能先倒角,这样在攻丝时丝嘴更加轻易导入,更加顺利攻丝也不便..
螺纹加工
机床
汽车
航空
船舶
轨道
能源
阅读全文
关于丝锥的垂直度
以前在已钻好的底孔上利用丝锥进行螺纹加工,是手动精加工作业的基本之一。但是,最近由于机械加工的技术不断进步,机械加工的精度要稳定些,凡是能用机床加工的零件,即使能用丝锥加工内螺纹,大部分还是用机床加工。 假如加工的零件个数少,机床刀具的换装就很麻烦,..
螺纹加工
机床
汽车
模具
机械
能源
阅读全文
同步控制的丝锥卡盘提高刀具使用寿命
在攻螺纹的作业中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 Rego-Fix ER和Powrgrip刀具夹持装置在日常工业加工中,能够充分展示出其在..
螺纹加工
刀具
阅读全文
可实现微量长度补偿的丝锥刀柄
随着加工中心的出现,特别是高速切削技术的迅猛发展,铣削、钻削等加工的效率迅速提高,但螺纹加工却成为整个机械加工中的一个瓶颈。为了解决这一难题,德国EMUGE推出了针对不同零件材料的高速丝锥,并且结合当今最先进的涂层技术,使丝锥的切削效率、耐磨性和使用寿命..
立铣刀
铣刀
螺纹加工
刀柄
机床
刀具
模具
阅读全文
多马刀具进步加工生产率的红圈柄丝锥
多马刀具的红圈柄丝锥带有倒锥,可减少退刀时的扭矩,可最大限度降低丝锥的断裂风险,并可减少最后几牙的崩口现象,对钢和合金钢作螺纹加工时有较高的生产率。 近日,多马刀具推出多个符合符合DIN标准的高性能丝锥。 多马刀具公司隶属于山特维克团体,擅长制造高质量的..
螺纹加工
刀具
阅读全文
螺丝攻/丝锥的相关常识
一:丝攻的定义及特征 丝攻:Taps,丝锥的别名。 螺纹在机械加工中占有很大的比例,而丝锥是加工内螺纹最常用的工具,丝锥作为加工内螺纹的刀具,沿轴向开有沟槽(挤压丝锥也有无槽的),也叫螺丝攻、丝攻。丝锥根据其外形分为直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥..
螺纹加工
机床
汽车
机械
阅读全文
我国的刀具翻新与机床再制造
肯纳金属公司的刀具翻新服务可将用过的废旧刀具修复到“几乎全新”的状态,可实现更好的加工性能和更快的周转时间。刀具的翻新包括三个简单步骤:对废旧刀具进行评估、重磨、分析与处理。可以翻新的刀具品种包括整体硬质合金钻头、整体硬质合金立铣刀、整体硬质合金..
硬质合金丝锥
螺纹加工
机床
刀具
阅读全文
丝锥柄部淬火开裂分析及防止措施
机用M10丝锥采用两种材料对焊而成,其柄部材料为45钢,刃部材料为W6Mo5Cr4V2钢。柄部技术要求为:硬度(35~45)HRC,并在1/2~2 /3柄长范围内保持(35~45)HRC。当柄部采用850℃盐浴加热,在8%CaCl2(质量分数)的水溶液冷却的常规工艺淬火时,柄部方尾处产生淬火裂纹(见右..
螺纹加工
机床
汽车
模具
机械
能源
阅读全文
气动磁力钻攻丝的操作注重事项
一、调节垂直度 1.1.让气动马达下方的快速接头与工作平面或者工作的工件平面完全接触,确定快速接头与工作平面垂直(快速接头应该与工作平面无任何间隙),然后在锁紧垂直板或方向头的4颗固定螺栓; 2.将空气接管接于三通件与马达之间。 二、气动马达操作 1.气动马达压..
钻床
螺纹加工
机床
汽车
模具
机械
能源
阅读全文
气动攻丝机的使用
气动磁力钻攻丝的操作注重事项 一、调节垂直度 1.1.让气动马达下方的快速接头与工作平面或者工作的工件平面完全接触,确定快速接头与工作平面垂直(快速接头应该与工作平面无任何间隙),然后在锁紧垂直板或方向头的4颗固定螺栓; 2.将空气接管接于三通件与马达之间。 ..
螺纹加工
机床
汽车
航空
机械
阅读全文
关注用户需求 提升加工能力
面对汽车及零部件企业对降低单件成本的要求愈加强烈,同时蠕墨铸铁等新材料开始在汽车制造领域应用,刀具供应商不断更新产品,开发新技术,为用户提供加工能力好、刀具寿命长,及具有经济、高效等特点的刀具解决方案。 2010年,中国的汽车产销量均突破了1 800万辆,如此..
山特维克可乐满
面铣刀
铣刀
螺纹加工
刀具
阅读全文
刀具应用:螺旋槽丝锥
刀具规格: 1 5/16 螺旋槽丝锥 55度螺纹的惠氏螺纹丝锥. 刀具应用: 丝锥 刀具材料: 高速钢 磨削设置: 磨床: TapX 冷却液介质:油 磨削工序: 1. 探测刀具端面 2. 成形整体开槽 3. 修整倒棱砂轮 4. 丝锥倒棱磨削 5. 丝锥倒棱45度 6. 丝锥螺纹磨削 7. 螺纹牙顶磨削 8. 丝锥..
螺纹加工
刀具
阅读全文
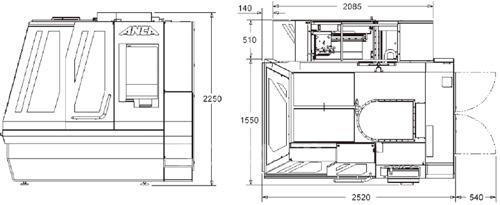
TapX – 废弃专用机床以节约大量的丝锥生产成本
ANCA 的创新通常开创切削工具生产市场的新开端。TapX 很可能就是在丝锥生产市场实现这一目标的机器。通常,丝锥是在由按照顺序、单一操作的机器组成的生产线上生产的。但是,由于我们看到了客户面对批量大小下降和需求种类更多的丝锥与这些缺乏灵活性的生产线斗争,迫使..
磨床
螺纹加工
机床
阅读全文
全球数控机床发展分析
世界先进制造技术不断兴起,超高速切削、超精密加工等技术的应用,柔性制造系统的迅速发展和计算机集成系统的不断成熟,对数控加工技术提出了更高的要求。数控机床正朝着以下几个方面发展。 以车削为基础的复合加工机床 这类机床在卧式车削中心和立式车削中心的基础上集..
车床
铣床
钻床
车刀
螺纹加工
孔加工
机床
刀具
阅读全文
TapX丝锥磨削工艺的变革
丝锥磨削工艺的变革 一台机床、一次装夹,完成丝锥制造 ANCA TapX 是丝锥设计和制造的一次变革。如今,仅需要一台紧凑的数控磨床,您就可以完成从毛坯到成品的整个制造过程。由于繁琐的机床调试带来的高成本、呆板的生产方式和低效率都一去不复返了。 丝锥制造过去通常..
磨床
螺纹加工
阅读全文
第十三届上海国际机床展 推出最新产品最佳平台
距离第十三届上海国际机床展开幕不足三个月的时间,作为中国最大的两个专业机床展之一,上海国际机床展正推出最新产品的有利时机和最佳平台。 包括沈阳机床、大连机床、杭州机床、汉川机床、海天精机、南通科技等在内的一些龙头企业,近年来不断推出高精度、高效率数控..
螺纹加工
机床
汽车
阅读全文
昂科:完善的丝锥制造工艺——TapX
丝锥磨削工艺的变革 一台机床、一次装夹,完成丝锥制造 ANCA TapX 是丝锥设计和制造的一次变革。如今,仅需要一台紧凑的数控磨床,您就可以完成从毛坯到成品的整个制造过程。由于繁琐的机床调试带来的高成本、呆板的生产方式和低效率都一去不复返了。 丝锥制造过去通常..
磨床
螺纹加工
阅读全文
昂科邀您CIMT现场体验丝锥磨削工艺的变革(展位号:W1-A001)
一台机床、一次装夹,完成丝锥制造 ANCA TapX 是丝锥设计和制造的一次变革。如今,仅需要一台紧凑的数控丝锥磨床,就可以完成从毛坯到成品的整个制造过程,成本显著下降,生产效率明显提高。TapX采用了ANCA最新的iTap磨削软件,是丝锥制造理想的单机解决方案。 更多关于..
CIMT
磨床
螺纹加工
阅读全文
控制丝锥卡盘 提高刀具寿命
在螺纹的工作中,最佳利用现代化CNC设备同步控制的丝锥卡盘可以在确保最高的工艺安全性和最好的表面质量的同时,使刀具的服务寿命提高到150%。在高速加工中,轴向力也比以往更好地得到阻尼。 REGO-FIXER和POWRGRIP刀具夹持装置在日常工业加工中,能够充分展示出其在夹..
螺纹加工
刀具
阅读全文
TapX – 废弃机床节约大量的丝锥生产成本
ANCA 开创切削工具生产市场的新开端。TapX 很可能就是在丝锥生产市场实现这一目标的机器。丝锥是按照顺序、单一操作的机器组成的生产线上生产的。但是,由于我们看到了客户面对批量大小下降和需求种类更多的丝锥与这些缺乏灵活性的生产线斗争,迫使我们使用 ANCA 知名的..
螺纹加工
机床
阅读全文
浅谈螺纹铣削加工的发展和优势
一、螺纹铣削的现状 螺纹铣削作为一种采用数控机床加工螺纹的方法,首先在欧,美流行开来。随着中国数控机床的发展,也逐步得到中国广大客户的接受和喜爱。螺纹铣削是借助数控加工中心机床的三轴联动功能及G02或G03螺旋插补指令,完成螺纹铣削工作。 二、螺纹铣削加工方..
铣床
螺纹加工
机床
阅读全文
一种可以延长刀具使用寿命的有效方法
随着零部件制造商不断提高生产率,客户通常每年都会提出降低加工完成的零部件价格的要求,这就对零部件制造商的利润率提出了挑战。为了自己的生存和发展,零部件制造商必须不遗余力地降低生产成本,改进的途径包括:提高员工劳动生产率、延长刀具寿命、改善耗材管理、降..
螺纹加工
刀具
阅读全文
新型丝锥刀柄DTN
紧凑型设计细柄型刀柄;丝攻力得到改善;丝攻范围M3~M38。 由于具有扭矩过载保护装置可防止丝锥断裂;刀具更换简便快捷 ;丝锥夹套一触及可换下;具有张力和弹力的丝锥刀柄。
螺纹加工
刀柄
刀具
阅读全文
首页
上页
4
5
6
7
8
9
10
11
12
下页
未页
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
高耐大因 官方网站
高耐大因 产品一览
力劲集团:新能源产业崛起,联动大压铸,机床加工的破局之道
力劲集团2023新年寄语:伴需求而升级,中国制造业发展新阶段
西门子助力增材制造加速绿色发展
聚焦瓶颈短板,破题开新篇,DMC2023再次启航!
2023第八届常州国际电机技术与应用产业链展览会
英特尔助力机器人产业升级,“机器视觉+”将行之何方?
好优利刀具家族介绍&孔加工效果展示
产线的“全自动智慧大脑”:嘉实多SmartControl系统!
CREAFORM 形创直播预告 | 从设计到上市,三维扫描如何重新赋能汽车行业高速发展?
模块化挤压丝锥,刀具寿命最大化解决方案
应用于螺纹加工的新型挤压丝锥
汽车动力总成高效铝材加工
FANUC产品推荐
株钻公司刀片三厂党支部落实以“进步指数”为核心提质降本增效工作取得新进展
案例分析:Dormer Pramet鲨鱼丝锥在美国机械厂的应用
格劳博中国 | 十年激荡 筑梦远航
首届API品牌“The Moment of Precision – 精密时刻”作品有奖征集!
解决空间问题之易格斯伺服电缆CF29.D
2023年manus奖评选活动开始报名,5000欧元等你来拿!
北京发那科: 智造无限 . 发启未来
打好疫情最后一战|西门子医疗防疫方案全览
埃克森美孚、雪佛龙增加明年石油投资!
有奖问卷调查 | PolyWorks Shanghai 倾听您的建议!
株洲钻石刀具:蓝图绘就 奋力拼搏——刀具二厂表面处理成检工序“蓝图已绘就 我们怎么干”主题实践活动
45艘!5年增长10倍!中国造船业“争气”崛起
并联机器人在3C领域零部件加工的应用
【禾川科技】国产并联机器人如何在3C领域占据一席之地?
并联机器人智能装箱一体方案打破“包装”瓶颈
并联应用新高度——高速一拖二平面口罩机
90亿美金国防订单,富士康已在美国赢麻!
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 螺纹加工
刀具
螺纹加工
刀具