丝锥最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
丝锥
>
丝锥最新资料
丝锥最新资料 第3页
攻螺纹新技术,瞬间提升加工效率数倍
用丝锥加工工件内螺纹的方法,叫攻螺纹,又叫攻丝,属于加工螺纹的一种方法。主要工具有丝锥和铰杠。
螺纹加工
阅读全文
OSG重磅新品|SynchroMaster丝锥刀柄强势来袭
十一长假过去已经一周啦,不知道大家有没有重新适应朝九晚五忙忙碌碌的工作节奏呢~小欧可是非常想念放假的日子呢!今天小欧为大家带来的是A-TAP的好兄弟——SynchroMaster(同步进给大师—丝锥刀柄)!
欧士机
螺纹加工
刀柄
刀具
阅读全文
刀具修磨中常见的刀具材料
在刀具修磨中常见的刀具材料有:高速钢、粉末冶金高速钢、硬质合金及PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利、韧性好,硬质合金刀具硬度高但韧性差。硬质合金刀具的密度明显大于高速钢刀具。这二种材料是钻头、绞刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能..
磨床
铣刀
螺纹加工
刀具
阅读全文
丝锥断裂9大原因分析
对硬度太大的攻件应该选用高品质丝锥,如含钴高速钢丝锥、硬质合金丝锥、涂层丝锥等。此外,不同的丝锥设计应用在不同的工作场合。例如,丝锥的排屑槽头数、大小、角度等等对排屑性能都有影响。
螺纹加工
刀具
阅读全文
直播答疑:整体圆柄刀具如何为您的加工赋能
山特维克可乐满整体圆柄刀具专家杨小艳老师为大家讲解整体圆柄刀具解决方案。针对大家提出的大量问题,我们分类做了汇总,供大家学习参考。
山特维克可乐满
立铣刀
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
山特维克可乐满:借助新型挤压丝锥削减成本、提高效率
切削刀具和工具系统专家山特维克可乐满推出了一款针对ISO P钢加工优化的新型挤压丝锥,旨在特别提高汽车行业的生产率。为实现这一目标,CoroTap® 400挤压丝锥不仅支持无切屑攻丝,还具有更快的加工速度,并通过减小扭矩和优化槽型提高螺纹强度。
山特维克可乐满
螺纹加工
孔加工
刀具
阅读全文
3D打印是否会取代传统模具制造?
模具被誉为“工业之母”,其应用可以追溯到远古时代,在过去的几十年里,随着科技革命车轮的滚滚向前,模具制造行业拉开了新的篇章,技术随之突飞猛进,为加工制造业做出了巨大的贡献。现如今,虽然世界各地的传统制造业还是以模具为生产主力,但是模具的发展却受到了3D..
工业4.0
螺纹加工
孔加工
3D打印
模具
机械
阅读全文
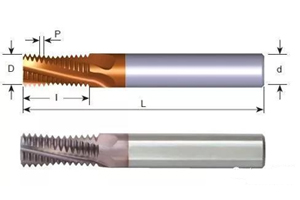
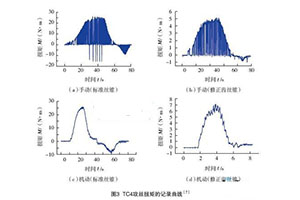
瓦尔特刀具:钢件无屑加工专家
图宾根,2018 年 5 月 29 日 – 瓦尔特公司推出一款专门加工钢件材料的新款粉末冶金高速钢挤压丝锥 TC430 Supreme (致强) :带或不带润滑槽,轴向或径向内冷,或者不带内冷功能。该挤压丝锥提供两种涂层, 通/盲孔通用一款丝锥。由于采用新基材、多边形几何形状以及新式..
螺纹加工
机床
刀具
润滑
阅读全文
瓦尔特:钢件无屑加工专家
图宾根,2018 年 5 月 29 日 – 瓦尔特公司推出一款专门加工钢件材料的新款粉末冶金高速钢挤压丝锥 TC430 Supreme (致强) :带或不带润滑槽,轴向或径向内冷,或者不带内冷功能。
螺纹加工
刀具
阅读全文
略谈现代数控机床切削工作对刀具的要求
随着数控机床和加工中心等高效设备应用的日渐普及,在航空航天、汽车、高速列车、风电、电子、能源、模具等装备制造业的空前发展推动下,切削加工已迈入了一个以高速、高效和环保为标志的高速加工发展的新时期—现代切削技术阶段。
硬质合金丝锥
螺纹加工
机床
刀具
阅读全文
重工行业中常用的硬材和大零件加工都需要性能优异的加工刀具
OSG所提供的大尺寸工具,适用于重工行业(造船和建造等行业)中常见的大型零部件加工。OSG现已开发多条产品线来应对各种不同材料和尺寸的加工,从而帮助我们的客户实现更好的加工成果。
欧士机
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
冷知识!超全切削刀具使用技巧
金属切削刀具按工件加工表面的形式可分为五类:加工各种外表面的刀具包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工刀具包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具包括滚刀、..
夹头
螺纹铣刀
铣刀
螺纹加工
刀具
智能制造
阅读全文
金属切削刀具常识及使用方法
在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。通常讲的刀具角度,是指制造和测量用的标注角度在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不..
钻头
螺纹加工
孔加工
刀具
阅读全文
螺纹铣刀与丝锥加工的区别,你知道吗?
螺纹铣刀与丝锥加工的区别,你知道吗?
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
螺纹加工刀具应用技术:螺纹铣刀的优点和使用方法方面的基础知识
螺纹刀具的牙型是成型加工,砂轮的修型决定牙型角和牙型高度的准确性。但是,螺纹铣刀的牙型因为螺旋角、前角和锥度的大小不同,左右半角都不能用标准的对称角度,需要针对性的砂轮修型,每一个规格的螺纹铣刀都要对应特定的砂轮。
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
欧士机:产品选型从此变得SO EASY
上周OSG的中国网站正式上线,上线第一天的单日点击率就达到将近2,000次 ,其实OSG中国官网除了更简洁美观之外,还有其他隐藏功能,今天我将带着各位解锁产品选型。
欧士机
钻头
螺纹加工
孔加工
刀具
阅读全文
欧士机:高效多功能丝锥A-TAP
A-TAP以其优越的排屑性而闻名。A丝锥是一款通用型的产品系列,以适应各种加工材料和加工环境,并能帮助制造商简化工具管理。你是否一直在寻找一款可靠的刀具来完成孔加工?你一直在等待的答案就在这里!
欧士机
螺纹加工
刀具
阅读全文
欧士机:挤压丝锥S-XPF
加工负荷的增加是以往挤压丝锥加工时的代表性课题。低扭矩式样的XPF可解决这一难题、应对35HRC高硬度材料、M45大径的加工。
欧士机
螺纹加工
刀具
阅读全文
丝锥及攻丝技术的新发展
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,并且丝锥沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下工作的。为了使攻丝顺利进行,应事先考虑可能出现的..
夹头
螺纹加工
刀具
阅读全文
山特维克可乐满推出专门用于ISO S难加工材料的丝锥
为了应对航天航空业对可靠加工解决方案的强劲需求,山特维克可乐满针对ISO S材料 (钛合金和镍基合金) 推出了新的攻丝和螺纹铣削刀具。 这些产品旨在 01 为高价值零件(如发动机外壳)的加工提供卓越的安全性 降低报废率 减少停机时间 针对新型钛攻丝而优化的槽型旨在提..
山特维克可乐满
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
山特维克可乐满入驻阿里巴巴工业品采销平台
8月21日,阿里巴巴宣布推出1688工业品品牌站,打造专业的工业品市场,提升工业品采销的电子化程度。1688工业品品牌站目前汇集了逾百家顶级品牌,已经成为国内专业的工业品第一采销平台,并将通过数据赋能持续帮助工业品企业实现商品数字化,助力品牌营销。当天,山特维..
山特维克可乐满
立铣刀
镗刀
钻头
车床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
深孔、浅孔、攻丝—山特维克可乐满圆柄刀具在汽车加工中的应用
如何在不影响加工安全性的情况下优化钻削周期?哪种加工策略将使切削周期缩短至关重要的一两秒?这些都是汽车行业所面临的主要挑战。如何去应对这些挑战,还要从汽车行业钻削和螺纹加工工序的特点谈起。总的来说,汽车行业采用的材料都是常规的,主要是铸铁、铝合金、铸..
山特维克可乐满
铣刀
螺纹加工
刀具
汽车
阅读全文
高耐大因产品速递-DST高速丝锥刀柄
DST作为DINE公司主推的一款丝锥刀柄,被广泛应用于高速加工中。特殊的刀柄设计可以完美的吸收主轴负载,更能防止丝锥破损,大大提高了工具的寿命。
高耐大因
螺纹加工
刀柄
刀具
阅读全文
航空航天难加工材料精密攻丝用高效新型丝锥
随着航空航天技术的不断发展,对飞行器性能的要求越来越高。伴随其性能的提高,必然研制并应用物理力学性能优异的新材料。这些新材料,如钛合金、Ni基高温合金、高强度钢超高强度钢以及复合材料均属难加工材料和很难加工材料,它们的切削加工性很差,特别是小孔精密攻丝..
螺纹加工
测量
航空
阅读全文
瓦尔特可靠地加工螺纹 – 在 UNC 范围内也可实现
瓦尔特扩展了其成熟的 Paradur HT 丝锥系列 图宾根,2017 年 4 月 25 日 – 精密刀具专家瓦尔特的 Paradur®HT 丝锥系列长期以来在市场上广受好评。现在,除了 Paradur® HT 丝锥目前所提供的尺寸 M4–M36 和 M10×1–M33×2,瓦尔特将其尺寸范围扩大到 UNC 1/4–UNC 1。..
螺纹加工
刀具
阅读全文
三协同、三定型实现三大提升
伴随着工业4.0浪潮滚滚而来,提升效率、保障质量、降低成本,已经成为企业在激烈的市场竞争中取胜的关键。那么,究竟该如何苦练内功、实现自身转型升级呢?首钢集团某下属企业给出了鲜活的案例——通过选择优秀的合作伙伴、优化加工工艺、搭建系统平台,成功实现了完美..
山高刀具
螺纹加工
刀具
阅读全文
攻丝刀柄产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
攻丝刀柄(tapping-tool-holder)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。攻丝刀柄技术门户涵盖了攻丝刀柄的品牌选型、产品选择、应用案例、解决方案、技术应用和厂商针对攻丝刀柄的市场及技术活动。
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
三生三世,十里CFRP材料加工首选
每一个航空飞行器,例如飞机引擎、机身、机翼、尾翼、起落架等,都是由许许多多的零件组装而成。这些零部件的材料大部分为钛合金、新型的铝材以及复合材料。近年来,为了达到更好的燃料效率并减少经营成本的目的,许多飞机制造商在设计航空飞行器之时,越来越多的考虑应..
欧士机
钻头
螺纹加工
孔加工
刀具
航空
阅读全文
螺纹铣刀与丝锥加工的区别
螺纹铣刀可以对半孔进行加工。另外,是加工螺纹。另外丝锥可分头锥二锥等来改变切削量。与丝锥不同处在于丝锥只能对全孔加工,但螺纹铣刀则十分容易取出,但同一丝锥切削量是固定的,丝锥一但断了多数造成工件报废。但螺纹铣刀则可通过径向进给来确定牙的深浅不是加工孔..
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
立式钻床与摇臂钻床和台钻相互攻丝问题
立式钻床是很难攻丝的,一般没有正反转离合,攻丝机一般对附M12以下的孔,摇臂钻可做的大很多。但操作起来攻丝机会方便很多。台钻一般不能攻丝,改装的好多只是吹嘘,没实用价值。
钻床
螺纹加工
机械
阅读全文
攻丝刀柄问答精粹
国内的目前刚性攻丝的应该不多,大部分都是柔性攻丝,因为咱们的丝锥的原因,老外的丝锥用过一段时间后就不用了,咱们的是用到不能用(或者是断到孔里了),主要是怕花钱,觉得好好的丝锥怎么用了才几次就扔了,觉得可惜,这样刚性攻丝的话很容易就断了。国内的话编程建..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
刀具加工刀柄汽车零部件行业要求提高 促超硬刀具发展
在刀具材料方面,由于汽车零部件材料本身的要求提高,超硬刀具材料如CBN(立方氮化硼)、PCD(聚晶金刚石)刀具和新型硬质合金刀具被大量采用。在国内汽车用户所选择的刀具材料中,使用最多的是硬质合金刀具,占64.1%。而超硬刀具的发展,硬车削正作为一种替代磨削的经..
攻丝刀柄
螺纹加工
刀柄
刀具
汽车
阅读全文
攻丝刀柄对航空航天领域强大应用
制造业的所有阶段都在生产高质量零部件的过程中发挥了重要作用,刀柄帮助了许多制造商处理了航空航天工业领域所面临的严峻挑战。 如今的航空航天加工业,正面临几个刀柄方面的挑战——加工材料很困难,金属切除率达不到要求,繁冗的组件还需要长而笨拙的道具悬伸。在这..
攻丝刀柄
螺纹加工
刀柄
刀具
航空
阅读全文
攻丝刀柄在航空航天的解决方案
攻丝刀柄实现更高效的工序集中。这种方法则要求加工中心多功能化,如新型复合加工中心根据需要,能够进行铣、钻、镗、车、磨、齿轮加工甚至特种加工等工艺。
攻丝刀柄
螺纹加工
刀柄
刀具
航空
阅读全文
斯达拉格集团HAIMER 在整体叶盘和涡轮叶片加工中的质量细节
为了保证发动机部件的质量,例如涡轮叶片和整体叶盘,航空工业选用斯特拉格加工中心加工产品已经很多年了。几乎没有其他的机床商能象斯达拉格做到对细节的了解,并能提供包括合适软件、夹具、刀柄和周边附件的整体解决方案。同时,国外供应商对产品提供最高质量保证对瑞..
攻丝刀柄
螺纹加工
刀柄
刀具
航空
阅读全文
柔性攻丝刀柄操作视频
国内的目前刚性攻丝的应该不多,大部分都是柔性攻丝,因为咱们的丝锥的原因,老外的丝锥用过一段时间后就不用了,咱们的是用到不能用(或者是断到孔里了),主要是怕花钱,觉得好好的丝锥怎么用了才几次就扔了,觉得可惜,这样刚性攻丝的话很容易就断了。国内的话编程建..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
柔性攻丝刀柄调整视频
攻螺纹时,当主轴转一转,Z 轴的进给总量应该等于丝锥的螺距。但是由于机床与工艺的原因,主轴电机要经历一个加速—制动—加速的过程,另外由于加工工件材料不均匀、加减速时间设定不同、主轴进给轴漂移、机械连接松动等原因,都会产生一定的误差。使进给量无法确定。 ..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
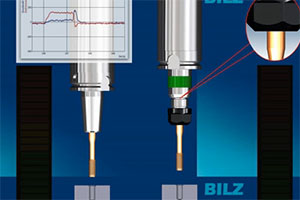
BILZ SCK-SCC 同步攻丝刀柄与刚性攻丝的比较
柔性攻丝系统正是通过弹簧夹头的伸缩补偿主轴转速与进给运动产生的螺距误差,完成了攻丝过程,而且主轴转速越高,这种累积的误差也就越大,弹簧夹头的伸缩范围也会越大。“刚性攻丝”又称“同步攻丝”,为将主轴旋转与Z轴进给同步化,以匹配特定的螺纹螺距。理论上,攻..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
株硬刀具在“3C”行业中的应用之手机外壳
随着消费者对轻、薄、短、小以及时尚新潮的要求越来越多,基于高科技的数字化、智能化、网络化的新技术——“3C”产品(计算机Computer,通信Communication,消费类电子产品ConsumerElectronics)层出不穷,产品数量、种类极为丰富。在“3C”产品的外壳应用上,镁铝合金..
株洲钻石
螺纹加工
孔加工
刀具
阅读全文
摇臂钻床使用中丝锥断裂怎么办?
摇臂钻床在使用过程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振动法。振动时用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的..
钻床
螺纹加工
机械
阅读全文
首页
上页
1
2
3
4
5
6
7
8
9
10
下页
未页
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
高耐大因 官方网站
高耐大因 产品一览
2023第八届常州国际电机技术与应用产业链展览会
英特尔助力机器人产业升级,“机器视觉+”将行之何方?
好优利刀具家族介绍&孔加工效果展示
产线的“全自动智慧大脑”:嘉实多SmartControl系统!
CREAFORM 形创直播预告 | 从设计到上市,三维扫描如何重新赋能汽车行业高速发展?
模块化挤压丝锥,刀具寿命最大化解决方案
应用于螺纹加工的新型挤压丝锥
汽车动力总成高效铝材加工
FANUC产品推荐
株钻公司刀片三厂党支部落实以“进步指数”为核心提质降本增效工作取得新进展
案例分析:Dormer Pramet鲨鱼丝锥在美国机械厂的应用
格劳博中国 | 十年激荡 筑梦远航
首届API品牌“The Moment of Precision – 精密时刻”作品有奖征集!
解决空间问题之易格斯伺服电缆CF29.D
2023年manus奖评选活动开始报名,5000欧元等你来拿!
北京发那科: 智造无限 . 发启未来
打好疫情最后一战|西门子医疗防疫方案全览
埃克森美孚、雪佛龙增加明年石油投资!
有奖问卷调查 | PolyWorks Shanghai 倾听您的建议!
株洲钻石刀具:蓝图绘就 奋力拼搏——刀具二厂表面处理成检工序“蓝图已绘就 我们怎么干”主题实践活动
45艘!5年增长10倍!中国造船业“争气”崛起
并联机器人在3C领域零部件加工的应用
【禾川科技】国产并联机器人如何在3C领域占据一席之地?
并联机器人智能装箱一体方案打破“包装”瓶颈
并联应用新高度——高速一拖二平面口罩机
90亿美金国防订单,富士康已在美国赢麻!
国际市场 | 北美汽车模具支出预计将在2025年达到83亿美元
精密刀具典范
全球排名进一步提升,中国机器人密度超越美国
Inventor 软件 简化从设计到制造的转变
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 螺纹加工
刀具
螺纹加工
刀具