每人都有小板凳!快来看看呀
4月12日,CIMT行业盛会同期,山高刀具携近年来新产品与行业解决方案在望京嘉瑞文化中心举办了新品发布会。二百余位来自全国各地的机加人和十余家行业媒体出席本次活动。本次发布会以 “魔力·丝滑” 为主题,呼应山高 ..
OSG CIMT2023展会现场产品系列讲解 技术课经理 胡泓先生
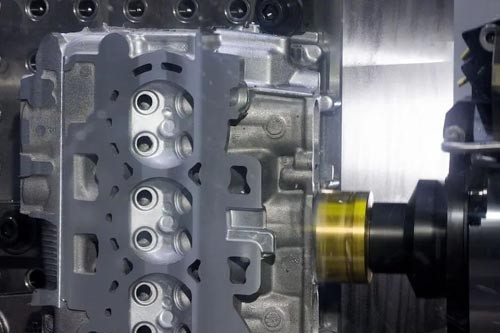
北京CIMT正在如火如荼地展开。展会第一天就已经人潮汹涌,前来咨询刀具与加工问题的客户络绎不绝。让我们先来看看展会现场的忙碌景象吧。~
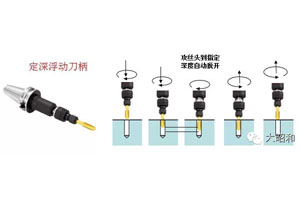
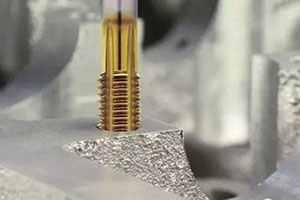
KORLOY DINE:大因 DST 高速丝锥刀柄。
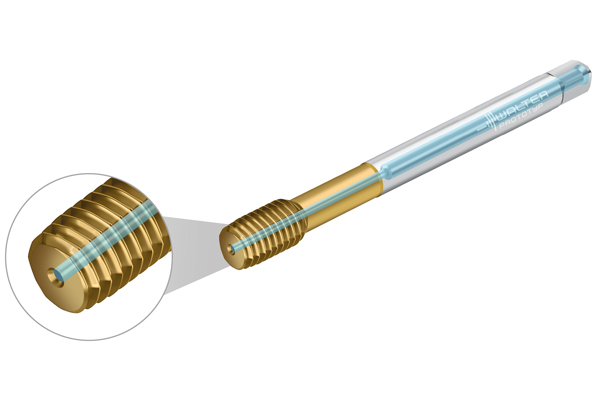
KORLOY DINE:WIDIN丝锥产品介绍。