
模块化刀具系统在铣削、车削和钻削加工领域一直都是最先进的工具。其经验证的优势主要包括:可对不同的刀具组件进行快速、灵活的配置,从而制造出必要精密的刀具,减少了刀具库存和设备的二次加工时间。
Modular tool systems have Long been state ofthe art in the fields of milling, turning and drilling. Their proven advantages primarily include the fast and flexible configuration of different tool components to create the necessary precision tools. This can reduce both the secondary processing times of the machine and the tools that need to be kept instock.
然而,对于内螺纹加工,尤其是攻丝和螺纹成型加工而言,市场上一直没有可用的模块化刀具。直到几年前,蓝帜金工的研发专家在LMT Fette公司开发出了模块化螺纹成型刀具,HPF(高性能挤压丝锥)以及后来的XChange模块化切削丝锥。
For internal thread production, however, particularly for tapping and thread forming, modular tools have not been readily available onthe market. Only a few years ago the research experts of LMT TOOLS at the LMT Fette site created a modular thread former, the HPF (High Performance Forming),and then also a modular tap , the XChange.
除了上面提到的优点之外,这些突破性的创新还结合使用了两种切削材料的强度优势:硬质合金的耐磨性和高速钢的韧性。这使得这种具有加工可靠性的方法能够适用于新维度的性能:更为有利的刀杆扭转特性可以实现更快的切销速度,同时,还延长了刀具的使用寿命。通过内部冷却剂和采用同步攻丝刀柄(如:Bilz),使刀具系统的性能得到进一步提升。
Apart from the advantages already mentioned above, these groundbreaking innovations combine the strengths of two cutting materials: The wear resistance of the carbide and the toughness of the high speed steel. This allowed a process-reliable approach to new dimensions of performance: More favorable torsion characteristics allow much higher cutting speeds and, at thesame time, increase the tool life. The performance of the tool systems is furthermore improved by an internal coolant supply and through the use of asynchro-chuck, for example by Bilz.
XChange攻丝钻:结合使用硬质合金和高速钢(HSS)
XChange tap : Carbide side by side with HSS
丝锥中高速钢材料仍然占有90%左右。高速钢是一种切削材料,在反转进给过程中尤其需要利用这种材料的韧性。另一方面,即使采用最高牌号的硬质合金制造的整体硬质合金丝锥,也不能满足系列化生产中不断提高的可靠性要求。
Taps still consist of approx. 90% high speed steel, a cutting material that exhibits a toughness that is especially required during the return feed. VHM tap drills made of finest grade carbide, on the other hand, still do not fulfill the requirements of increased process reliability inseries production.
新型XChange丝锥的配方的成功之处在于结合使用了耐磨性硬质合金螺纹丝锥头和具有高韧性的钢制刀杆,二者均有独立的接头。在刀具寿命结束时,只需更换丝锥头便可继续使用。此外,定制的蓝色“北极星”(Polaris)涂层的应用,能够进一步延长使用产品的使用寿命(图1)。
The recipe for success of the new XChange tap drill is its combination of a wear-resistant carbide threaded head and a tough steel shaft that form a separable joint. At the end of the tool life only the threaded head needs to be exchanged. The tailor-made blue Polaris coating increases the lifetime even more (Figure 1).

带蓝色“北极星”涂层的XChange模块化丝锥
Modular tap drill, XChange, with blue Polaris coating
新型XChange的主要优势是切削速度快,这样既可以缩短加工周期和时间,又能大幅度降低每条螺纹的设备和/或加工成本。通过大量的实际应用证明,与HSS普通高速钢丝锥相比,该产品将切削速度提升了一倍。
The main advantage of the new XChange is the high cutting speed it allows combined with the short cycle and process times and the resulting tremendous reduction of machine costs and/or production costs per thread. In numerous practical applications the cutting speed could be more than doubled compared to HSS tap drills.
经济效率
Economic efficiency
这款全新的丝锥是特别针对铸造材料(GG和GGG)和产生较短切屑的材料设计的。它可轻松地加工含硅量在12%以上的铝合金材料。在工业方面的应用领域主要包括:批量生产、汽车行业(如:发动机模块)、齿轮制造、燃油喷射系统、壳体加工(铸铁和铝)以及家用电器(如:洗衣机)的生产。
This entirely new tap drill was designed in particular for casting materials (GG and GGG) and short-chipping materials. Aluminum alloy materials with more than 12% silicone can easily be processed. Examples for industrial application are, primarily, mass production, the automobile industry(for example engine blocks), gear manufacturing, fuel injection systems,casings (cast iron and aluminum), and household appliances (for example washingmachines).
根据加工材料的不同,模块化丝锥在大约更换3次丝锥头之后(取决于具体材料)便进入收益期。在大约更换10次丝锥头之后,就应该更换一个新刀杆。而在大批量生产中,丝锥刀杆的成本是可以忽略不计的。
Depending on the material that is being processed a modular tap drill will already pay off after approx. 3 replacements of the threaded head. After approx. 10 replacements a new shaft should be used as well. In large batch production the costs for the shaft, however, are negligible.
根据成本效率的计算结果可知,与HSS-E高速钢丝锥相比,使用新型Xchange可将每条螺纹的刀具成本降低50%,与VHM整体硬质合金丝锥相比,可降低20%。
A calculation of the cost-efficiency results in a reduction of tool costs per thread with the XChange by 50% compared to HSS-E and by 20% compared to VHM.
下面的应用示例是一个真实的成功案例:一个汽车行业的供应商要为货运卡车生产一批刹车盘。此外,还必须加工规格为M 14 x 1.5的螺纹。该供应商一直使用一家中国制造商生产的HSS普通高速钢丝锥,但是对其性能并不满意。尤其是那种攻丝钻的使用寿命很短。此外,由于工件上丝锥在加工过程中的因为出口处的单向受力而会向一侧偏转,所以会使刀具发生故障(图2)。为了解决这些生产问题,客户开始使用LMT Fette公司生产的Xchange模块化攻丝钻。这种丝锥通过略微地减小了切屑空间,专门改进了丝锥的结构,从而提升了稳定性,抵消了有螺纹工件的单侧偏向力。此外,为了优化排屑效果,LMT Fette公司还为这款刀具设计了螺旋状入口。
The following application example reads like a true success story: A supplier for the vehicle industry was producing brake disks for trucks. Among other things, M 14 x 1.5 threads had to be produced. The supplier had been using HSS tap drills by a Chinese manufacturer, but he was not satisfied with their performance. Particularly the lifetime of the tap drills was too short. In addition, the tools caused problems because of a one-sided deflection due to the inclination where the thread exits the workpiece (Figure 2). As a solution to these production problems, the customer began using the XChange modular tap drill by LMT Fette.The tap was improved specifically for this application by slightly reducing thechip space, which resulted in an increased stability that counteracted theone-sided forces where the thread exits the workpiece. Moreover, the spiral entry was designed for optimal chip transport.
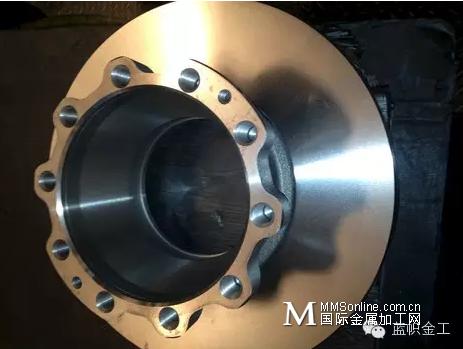
加工“刹车盘”部件需要丝锥满足更高的技术要求。
The component "brake disk"poses high requirements for the tap drill
客户的要求提出了另一个挑战:加工流程要全面转换为干式加工。
The customer requirements included one more challenge: The process was to be converted completely to dry processing.
Xchange丝锥的切削速度为 vc = 31 m/min,使用寿命达:35,000个螺纹孔。而竞争产品仅加工2,000个螺纹孔的寿命就结束了,相比之下,本产品的使用寿命出乎意料地提高了1,650% (图3)。
The XChange tap drill was used at a cutting speed of vc =31 m/min and achieved a tool life of 35,000 threads. This was an increase of an incredible 1,650% compared to the competitor's tool which had already reached the end of its lifetime after 2,000 threads (Figure3).
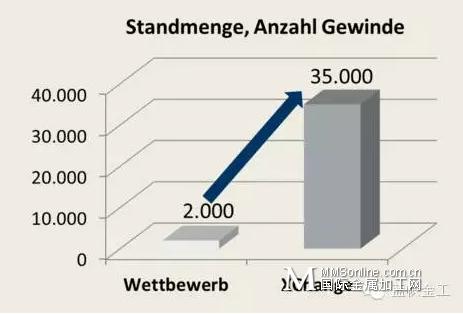
有了Xchange刀具,可大幅度提高产品性能。
With the XChange, a dramatic increasein performance is possible
适用于批量生产
Fit for mass
适用于批量生产是该产品的另一个优势。它证实了仅通过很小的应用技术变更便可以将标准刀具转化为高强度的批量生产刀具。当然,这与刀具制造商的工程专家们拥有的相关经验以及与用户的密切合作是紧密相关的。
Fit for mass is the message this example conveys. It shows how small application-specific changes can turn standard tools intohigh-capacity mass-production tools. This of course requires the tool producer's engineering expert to have the corresponding experience as well as aclose cooperation with the user.
关于这一点,我们想借此机会简要介绍一下XChange模块化丝锥的一个新特点。现在,它还可以配合一根长刀杆来完成加工作业。长钻轴可用于加工那些由于边缘突出或肩测较宽而使钻头无法进入的螺纹加工(图4)。这是在同一个刀具上结合使用了两种优势:
In this context, we would like to take the opportunity to briefly present a new feature of the modular tap "XChange". It is now also available with a long shaft which allows the processing of threads that are difficult to access due to projecting edges or broad shoulders (Figure 4). This combines two advantages in a single tool:
· 硬质合金的速度和钢刀杆的韧性,就像Xchange的标准版产品所具备的特点一样。
· The speed of the carbide and the toughness ofthe steel shaft, just like in the standard version of the XChange.
· 灵活性和长度。无需使用新的丝锥 – 只需换一根丝锥刀杆就足够了。不必使用价格昂贵的特殊刀具,仅即时使用标准版产品便可达到特殊加工的目的。
· Flexible shaft length. No new threaded head required - a different shaft is enough. An expensive special tool is not necessary and a just-in-time standard is achieved.

加长刀杆的Xchange刀具是一个解决问题的能手。
The new XChange with long shaft is agreat problem-solver
环境方面
Environmental aspects
现代化高性能刀具同时满足经济和生态要求。
Modern high performance tools combine economic and ecological requirements.
Xchange模块化刀具的蓝色“北极星(Polaris)”涂层是遵循“蓝色能效”倡议的显著标志,达到了节约能源的目的:
The modular XChange tap drill's blue Polaris coating is a clear indicator that it follows the "Blue Competence" initiative,thus saving resources:
这些刀具长久的使用寿命使刀具的能耗比单支高速钢丝锥减少了500%,比整体硬质合金丝锥减少30%以上。由于加工时间缩短,冷却剂的供应量减少,从而使机器刀具的电驱动能耗也降低了50%左右。干式加工使机油消耗量减少了100%。此外,与整体硬质合金丝锥相比,这些模块化刀具中的硬质合金机器原材料钨和钴的消耗量也降低了85%左右。
The high lifetime of these tools allows tool consumption tobe reduced by 500% compared to one-piece HSS tap drills and by more than 30% compared to VHM tap drills. Due to the reduced process times and coolant supply the electrical drive energy consumption of the machine tool is also reduced by approx. 50%. Dry processing reduces the consumption of the resource oil by100%. The consumption of carbide and its raw materials wolfram and cobalt is reduced by approx. 85% in these modular tools when compared to VHM tap drills.
在环境方面的另一个积极作用在于:由于加工时间缩短,设备成本降低,同时也减少了生产成本。
This environmental aspect has another positive effect on production costs on top of the reduced machine cost due to shorter production times.
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

