丝锥应用案例
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
丝锥
>
丝锥应用案例
丝锥应用案例 第2页
欧士机:VP-DC-HT铸件用内冷油孔零前角直槽丝锥加工案例
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成..
欧士机
螺纹加工
阅读全文
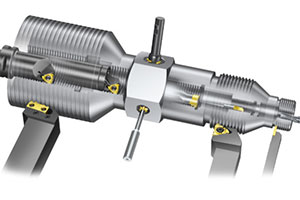
蓝帜:模块化刀具系统既优化了内螺纹加工效果,又节约了资源
模块化刀具系统在铣削、车削和钻削加工领域一直都是最先进的工具。其经验证的优势主要包括:可对不同的刀具组件进行快速、灵活的配置,从而制造出必要精密的刀具,减少了刀具库存和设备的二次加工时间。
攻丝刀柄
螺纹加工
刀柄
刀具
模具
阅读全文
山高刀具2015产品发布专题
山高刀具2015秋季新品发布了包括Combimaster、Jabro-Solid2、Minimaster Plus 新小魔王、Steadyline刀头、Threadmaster丝锥和Precimaster Plus。山高还推出了三种TP材质等级(TP2501、TP1501 和TP0501),首次采用了山高新一代Duratomic金刚甲镀层技术,可满足该应用领..
山高刀具
铰销
车床
铣床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
如何解决摇臂钻床使用中丝锥断裂问题?
摇臂钻床在使用过程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振动法。振动时用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的..
钻床
螺纹加工
机械
阅读全文
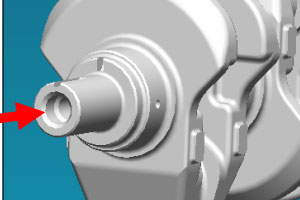
锑玛工具:凸台避让功能螺纹刀具
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹铣刀
铣刀
螺纹加工
刀具
机械
阅读全文
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依..
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
阅读全文
欧士机:完美解决丝难加工的解决方案
)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
欧士机
螺纹加工
刀具
阅读全文
欧士机-A丝锥系列加工案例
切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 工具磨损情况 转载 欧士机 A丝锥 刀具 ,_NOAD_
欧士机
螺纹加工
刀具
阅读全文
欧士机:A-TAP丝锥加工案例
随着ALL-MIGHT全能丝锥的隆重登场,今后无论是软钢、不锈钢、碳素钢、合金钢以及铝合金等近乎绝大部分的加工材料;或是攻丝机、通用机、加工中心,全球现有的加工机械;又或是从5~80m/min这样超大跨度的加工条件。只用一根OSG的A丝锥皆能游刃有余地对应。
欧士机
螺纹加工
刀具
阅读全文
欧士机:XPF挤压丝锥加工案例
欧士机丝锥应用广泛。
欧士机
螺纹加工
刀具
阅读全文
欧士机:A-TAP丝锥加工案例
//www.mmsonline.com.cn/resupload/1386565369419_1.pdf
转载 欧士机 OSG 丝锥 A系列丝锥
欧士机
螺纹加工
阅读全文
钴领最新:浮动攻丝液压刀柄
钴领(常州)刀具有限公司最新的钴领柔性浮动攻丝液压刀柄,目前获得了客户很高的认可。钴领柔性浮动攻丝液压刀柄可以有效地保护丝锥。钴领刀柄是第一家也是唯一一家完美地结合了金属弹簧在轴向/径向上实现长度补偿和带有可换变径套的液压夹持系统。
攻丝刀柄
夹持
液压刀柄
螺纹加工
刀柄
刀具
模具
阅读全文
德国雄克TENDO E-兼顾精度和强度的液压刀柄
刀柄作为机械加工中的重要工具,是连接刀具和主轴的桥梁,其精度、刚性、动平衡、夹持扭矩等因素都对零件的加工产生重要影响。德国雄克公司具有数十年开发设计和生产制造高精度液压膨胀式工件和刀具夹紧系统的经验。1983年推出以TENDO命名的标准系列液压刀柄,在国际市..
雄克
铰销
液压刀柄
铣床
钻床
螺纹加工
孔加工
刀柄
刀具
机械
阅读全文
高速同步攻丝的加工应用
导语 因为切削刀具在加工过程中会产生很高温度,降低了刀具的使用寿命,因此实际的切削速度较低,各种刀具材料需要将高切削性能和高寿命综合起来,高速钢和硬质合金是最常见的。 高速钢具有非常好的强度和韧性,但是其耐高温性能一般。钨基硬质合金通常比高速钢受欢迎,..
夹头
车床
铣床
车刀
螺纹加工
刀柄
刀具
阅读全文
用整体硬质合金丝锥高速同步攻丝
硬质合金丝锥的成功应用取决于刀具的夹持刚度和进给的控制精度。对于大多数加工方式来说,这些加工条件是理所当然的。但是对于攻丝来说,这些条件才刚刚变为现实。
夹头
硬质合金丝锥
螺纹加工
刀具
模具
阅读全文
亮点荟萃,屡破纪录——瓦尔特EMO展示独一无二的创新产品
刀具在金属加工领域里无处不在。9 月 19 日,当汉诺威欧洲国际机床展览会 (EMO) 盛大开幕时,瓦尔特位于第 3 展厅内的 G24 展位也非常值得一看。原因在于这家来自 Tübingen 的刀具专家将奉上让众多客户大获裨益的全球最新产品
硬质合金丝锥
螺纹加工
刀具
阅读全文
首页
上页
1
2
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
高耐大因 官方网站
高耐大因 产品一览
株洲钻石铣削应用 FMA12 系列
达诺巴特集团VIP俱乐部 | 时代华嘉沈阳“先进智造”精密高效加工论坛
定制化专家 | 航空航天、模具、通用工程选择高动态生产线的N个理由
新能源汽车「电驱系统」表面精密加工:前沿解决方案与实践案例分析!
2024第二十三届上海国际润滑油品及应用技术展览会
通过DMG MORI Precision Grinding实现高效磨削
6月7日 14:00 | DMG MORI CHINA上海技术中心开放日线上活动
Bossard柏中拓展CNC机加工能力,打造超高精密零部件
Radian激光跟踪仪应用之离心泵同心度检测
igus无尘产品,让你“一尘不染”
展会预告 | 6月13-15日,igus与您相约光伏展
阳光之下伴您行:工程塑料轴承用于太阳能行业
活动回顾 | Y.E.S! 校企联合,共创未来——西安交大篇
吃粽子,赛龙舟,留言赢取3D中国龙
CREAFORM形创赛车行业案例 | 做好所有细节:耐力赛的致胜法宝
大咖云集,为您“沪”航!2024涡轮技术大会暨民用航空发动机及燃气轮机产业展圆满召开
聚焦新品 | 嘉实多防火液压油,为您的工业运作注入强劲动力与安全保障
倒计时一周!2025 TCT亚洲展即将开启招展,6月13日锁定您的席位!
API CIMES2024展前预告
欧士机 AE-LNBD-H长颈球头铣刀:简化齿科部件的加工工艺
用户之声I 从宁波到德布勒森,华朔科技与SW携手推展欧洲市场
用户之声I 从南京到米什科尔茨,泉峰汽车与SW携手推展欧洲市场
【CIMES2024专精特新展品特辑】最新产品!兼顾耐磨损性和抗崩损性的LF槽型车刀片——赣州澳克泰工具技术有限公司
慕尼黑华南激光展“激光+主题区”热力招募中!
BIG液压刀柄在精密模具加工中的应用
6月5日-8日,马扎克中国与您相约DMC2024!
诚邀参观|牧野中国2024上海DMC模具展
洞察新势,预见未来 |力劲一体化压铸技术方案重庆亮相
聚焦航空航天数智、高效生产
巨浪中国举办未来工厂开放日,展示多项创新方案
建设国际贸易快捷通道 | 巴西联邦参议院和阿瓜斯林达斯市政企代表访问力劲塑机
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有