夹持最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
夹持
>
夹持最新资料
夹持最新资料 第15页
雄克:这个冬天不太冷
2012年对整个中国制造业而言,是比较寒冷的一年。中国机械制造业在经过十年多的快速成长后,暂时的行业降温对于整体的发展而言,应该是值得欣慰的好事。同时我们应该看到,在制造业内,从功能部件的供应到整个制造工艺水平及创新能力(包括创新的应用)我们与国外企业的..
雄克
夹持
车床
刀柄
刀具
机器人
机械
阅读全文
江西杰克机床有限公司推出JKM8140曲轴主轴颈磨床
据了解,JKM8140曲轴主轴颈磨床是公司针对目前市场小轿车、微型车日益普及,加工精度越来越高的状况自行开发的新产品,该机床各项技术指标在中国处于领先,可对各种不同规格的小轿车、微型车发动机曲轴主轴颈进行精加工。 据介绍,该机床采用德国西门子(SIEMENS)840D数..
数控系统
磨床
机床
刀具
阅读全文
中国将成为全球最具发展潜力的刀具市场
中国是全球最具发展潜力的刀具市场,不少跨国刀具集团在自身发展战略中,把扩大在中国的刀具销售作为首选,各企业的亚太总部、研发中心、培训中心、物流中心纷纷落户中国,从而以中国为中心辐射亚洲,更加直接便捷地服务于客户,更好地满足亚太地区客户的需求。 盘点下..
山高刀具
镗刀
孔加工
刀柄
机床
刀具
航空
模具
阅读全文
山特维克可乐满:内圆车削——仿形车削
在进行内孔仿形切削时,刀具既承受径向切削力,又承受切向切削力。径向切削力试图将刀具推离工件,切向力试图将刀具下推并使其远离中心线。在镗削小直径孔时,刀片的后角应足以避免刀具和孔壁接触,这一点特别重要
山特维克可乐满
内圆车刀
车床
车刀
刀柄
机床
刀具
机械
阅读全文
刀具产业发展新契机 用先进技术战胜危机
在当前全球金融危机继续蔓延和深化、世界各国经济普遍下滑的严重形势下,为了应对金融危机,各国政府都采取有力措施,刺激经济复苏,各行各业的经济实体也在积极寻找应对良策,并形成了一个共识:要把危机当作行业转型和企业产品技术升级的契机,要依靠科技创新和采用先..
加工中心
车刀
铣刀
刀柄
刀具
航空
模具
阅读全文
正河源SBT刀柄——效率,效益的利剑
正河源SBT刀柄——效率,效益的利剑,更是为低碳生活出一份力 刀柄,用于连接机床和切削用刀具的数控工具系统,具有卡具的功能和量具的精度,直接关系到刀具是否得到正确使用,切削是否达到理想效果的关键因素所在。其中,7:24工具锥柄的刀柄系统占所有加工中心刀柄的8..
正河源
刀柄
刀具
阅读全文
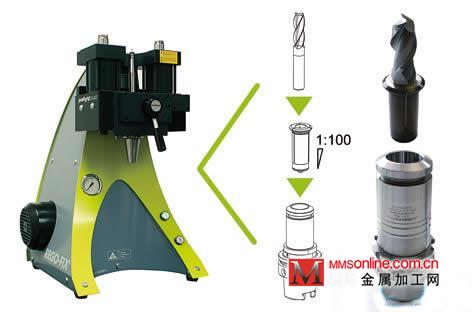
MTU信赖REGO-FIX的刀具夹持技术
刀具夹持系统已成为切削难加工材料的总体解决策略,随着难加工材料(如钛合金)被越来越多地应用于航空航天领域,如果以一种经济有效的方式来加工,并达到所要求的质量,那么整个生产加工环节就必须要正确。瑞士REGO-FIX公司的powRgrip高性能刀具夹持系统,配合航空发动..
刀具
阅读全文
螺纹铣刀和可转位刀片式螺纹铣刀
磨制的整体硬质合金螺纹铣刀采用了微细颗粒硬质合金牌号和TiCN涂层以提高刀具寿命,多螺旋槽结构设计能够消除加工振颤。铣刀设计将大的刀具直径与精确的螺纹廓形修正结合起来,以确保螺纹加工精度和扩大铣削截面,从而能加工出API管螺纹所需的大螺纹长度。 用于加工锥螺..
螺纹铣刀
铣床
铣刀
螺纹加工
刀柄
刀具
阅读全文
刀具行业的发展形势分析
1.切削加工技术进入了“高速高效”的发展新阶段 出现了新的切削工艺如高速切削、高效切削、硬切削、干式切削等以及新的加工方法如插铣、高速螺纹铣等;创新开发了很多先进刀具和工具系统;切削专业的内涵和行业的发展机制都有重大的进展;切削加工效率成倍提高;对制造..
铣刀
刀柄
刀具
润滑
阅读全文
深度解析高速切削刀具新技术发展状况
刀具的切削不仅取决于刀具本身,还与使用机床、刀具与机床的连接、刀具的刀柄系统、刀具的动平衡、刀具安全监控系统等密切相关,而与刀具相关的技术也与刀具技术一起在科技进步推动下取得了新的进展。 高速切削时刀具刀柄系统 加工中心等数控机床以前一直采用传统的7∶2..
刀柄
机床
刀具
阅读全文
三菱综合材料切削刃强化形铸铁台阶面铣刀「VOX400」 系列超多刃刀柄和PVD涂层超硬材料「VP15TF」追加销售
三菱综合材料工具株式会社(社长:泷泽 俊夫 住所:东京都墨田区横纲1丁目6番1号)公布由三菱综合材料株式会社开发、制造的"可转位式切削刃强化形铸铁台阶面铣刀"「VOX400」系列的超多刃刀柄13个型号和刀片2个型号追加并开始销售了。 切削刃强化形铸铁台阶面铣刀「VOX40..
面铣刀
铣刀
刀柄
刀具
阅读全文
三菱切削刃强化形铸铁台阶面加工用铣刀
拥有优异耐久性和吸收振动特性的铸铁,被广泛运用在工作机械的框体,运输用、农业用的机械零件等各个领域中,因此出现了提高生产性的强烈要求。此外,因为铸铁可以拥有许多复杂形状,出现了开发能够让刀具和被削材无干涉高效率加工的台阶面铣刀的呼声。 切削刃强化形铸..
铣刀
刀柄
刀具
机械
阅读全文
记宁波德克刀具公司成立20周年庆典暨中国区营销峰会
宁波欧乐机械有限公司及宁波德克刀具有限公司为德克工业集团(瑞典)有限公司旗下在中国区制造加工企业及营销中心。德克品牌自进入中国市场以来,以刚毅、攻无不克的品牌形象,通过设计精湛、制造优良的机床刀具,为中国机床刀具消费企业带来与众不同的新体验。 值公司..
镗刀
加工中心
铣刀
孔加工
刀柄
机床
刀具
机械
阅读全文
山特维克可乐满隆重推出全新刀片槽形与HP刀柄
在金属切削过程中,只有准确地施加冷却液才能达到理想的排屑效果。据悉,10月1日,山特维克可乐满将推出全新的刀片槽形与经过特殊设计的带有固定喷嘴的刀柄,能够确保冷却液精确地喷射到切削中心区域。 相关人员介绍,冷却液由冷却泵输送到刀具,并通过喷嘴精确地喷射到..
山特维克可乐满
车床
刀柄
机床
刀具
阅读全文
2012中国(南京)国际金属加工展览会将于10月隆重举办
2012中国(南京)国际金属加工展览会(AMB China)将于今年10月15至17日在六朝古都——南京市的南京国际博览中心隆重举办。本届展会的宗旨是应战全球金融风暴,加强国内外高端金属加工制造技术的交流与合作,推进我国金属加工和装备制造业的转型发展,提升国际机械装备..
钻头
加工中心
铣刀
孔加工
刀柄
机床
刀具
航空
船舶
模具
轨道
阅读全文
使用powRgrip刀柄夹持系统,产能迅速上升
无振动切削加工要求苛刻的高科技材料 飞机行业的制造商正在面对一些高科技的材料的挑战, 如钛合金、镁合金和加强型’玻璃纤维-铝’的复合材料等。 即使采用高性能的刀具,这些材料也难以以低成本-高效率的方式加工它们。这个挑战显而易见地需要我们审视整个刀具系统,..
夹持
刀柄
刀具
阅读全文
山特维克可乐满10月1日隆重推出全新刀片槽形与HP刀柄
在金属切削过程中,只有准确地施加冷却液才能达到理想的排屑效果。 10月1日,山特维克可乐满将推出全新的刀片槽形与经过特殊设计的带有固定喷嘴的刀柄,能够确保冷却液能精确地喷射到切削中心区域。 先进喷嘴技术 冷却液由冷却泵输送到刀具,并通过喷嘴精确地喷射到切削..
山特维克可乐满
车床
刀柄
刀具
阅读全文
机床刀具的选择方式
按数控装置的刀具选择指令,从刀库中将所需要的刀具转换到取刀位置,称为自动选刀。在机床刀库中,选择刀具通常采用顺序选刀和任选刀具两种方式。 1.机床顺序选刀 机床顺序选刀方式是按照预定工序的先后顺序将所用刀具插入刀库JJ座中,使用时按顺序转到取刀位置。用过的..
镗铣床
铣床
机床
刀具
阅读全文
全新的刀片槽形与经过特殊设计的刀柄相结合,优化了冷却液的使用
在金属切削过程中,只有准确地施加冷却液才能达到理想的排屑效果。 10月1日,山特维克可乐满将推出全新的刀片槽形与经过特殊设计的带有固定喷嘴的刀柄,能够确保冷却液能精确地喷射到切削中心区域。 先进喷嘴技术 冷却液由冷却泵输送到刀具,并通过喷嘴精确地喷射到切削..
山特维克可乐满
刀柄
刀具
润滑
阅读全文
赛利涂层助力硬材料加工领域的技术推进
硬材料加工——切削过程遇到的难题,但是如果有合适的工具来应对,它将会迎刃而解。硬度超过50HRC的硬材料经济加工需要一定的工艺诀窍。机床,刀具,刀柄和切削过程必须完全匹配。涂层在这一复杂的过程中,也是非常重要的。 为了战胜硬度达到70HRC,以及切削速度高达250..
赛利涂层
刀柄
机床
刀具
阅读全文
选用刀柄的窍门
随着中国经济的发展,生活水平的提高,汽车作为一种消费品在人们的生活中日渐普及。为抢占大陆市场,经济适用型车型的开发和普及是各大汽车厂商为提高市场分额所走的必经之路。在此大环境下,为汽车厂商提供零部件的卫星生产厂商就不得不压缩成本以降低价格。而加工中成..
刀柄
刀具
阅读全文
刀具应用:刀柄的选择技巧
普慧从刀柄的材质选用到热处理,从刀柄锥部精度保证,到夹持刀具后精度的设定,无一不为客户考虑为先,以客户为本,让客户得到最优性价比的产品。正因为这样,台湾普慧才能在品牌众多,良莠不齐的刀柄行业中脱颖而出,长期为中华汽车(日本三菱)。光阳(日本本田)三阳,台..
刀柄
刀具
阅读全文
肯纳金属:最新一代的主轴联接刀柄
在金属加工领域,刀具、功能部件和CAD/CAM软件是机床工具产业链的重要环节,是装备制造业的基础。打造完整产业链,推进产业结构调整,助我国的金属加工再上一个新台阶,哪一个环节都不可或缺。在由金属加工杂志社、中国机床总公司、机械工业信息研究院战略与规划研究所..
肯纳金属
刀柄
机床
刀具
汽车
航空
阅读全文
德国雄克:四爪单爪可调式卡盘在金属加工中的应用
随着现代化工业的发展,金属加工中碰到的奇形怪状的产品已不足为鲜,要想加工这些产品,最大的难题就是怎样去夹持,因为加工只要有刀具,有机床就可以实现,但夹持就要相对难办,夹具在金属加工中起到了至关重要的作用,首先,一个好的夹具,必须要满足能够有效夹持,其..
雄克
刀具
阅读全文
数控机床刀柄系统选择
工具系统的选择是数控机床配置中的重要内容之一,因为工具系统不仅影响数控机床的生产效率,而且直接影响零件的加工质量。根据数控机床(或加工中心)的性能与数控加工工艺的特点优化刀具与刀柄系统,可以取得事半功倍的效果。 一 数控机床常用刀柄的分类 与普通加工方法..
铣刀
螺纹加工
刀柄
机床
刀具
阅读全文
S3-250-1型数控双轴立式卡盘车床故障维修
S3-250-1型数控机床是沈阳第二机床厂设计生产的,该机床配置辽宁精密仪器厂生产的LJ-20T数控系统,伺服部分采用北京数控机床研制的产品。这是我厂唯一国产化的数控机床。该机床能加工各种盘类零件,能车外圆、内外端面、内外沟槽、钻孔、扩孔等等,可以完成的粗车、半精..
车床
机床
阅读全文
刀柄和主轴的故障维修
刀柄和主轴的故障维修 故障现象: TH5840立式加工中心换刀时,主轴锥孔吹气,把含有铁锈的水分子吹出,并附着在主轴锥孔和刀柄上。刀柄和主轴接触不良。 分析及处理过程: TH5840立式加工中心气动控制原理图如图9-5所示。故障产生的原因是压缩空气中含有水分。如采用空..
刀柄
刀具
阅读全文
五金知识堂:机床附件卡盘的保养方法
1、为了常保车床卡盘常时间使用后,仍然有良好精度,润滑工作很重要。不正确或不合适润滑将导致一些问题,例如低压时不正常功能,夹持力减弱,夹持精度不良,不正常磨损及卡住,所以必须正确润滑卡盘。 2、每天至少打一次二硫化钼油脂(颜色为黑色),将油脂打入卡盘油嘴..
机床附件
机床
阅读全文
机床配件中心架的使用技巧
(1)中心架的应用形式 1)将中心架支承在工件中部合适的支承面上,将中心架支承在辅助套筒上。 2)一端夹住,一端用中心架支承,这种使用形式多用于车削端面和中孔,以及车削长轴上的深孔,如车削或修复车床尾座套筒的圆锥孔等。 (2)中心架的操作要领 1)中心架的操作程序是..
机床
阅读全文
4轴卡盘车床缩短加工周期
当4轴数控卡盘车床正确应用时,可以提供零件装卡所需的零延时功能。这是因为当两根机床主轴处于切削加工的状态时,其余两根主轴可以安装需要加工的零件。 让我们来想象一下带有托盘交换功能的HMC(卧式加工中心)机床的加工情况吧。当该机床在一个托盘上加工工件时,HMC外..
车床
机床
阅读全文
刀具平衡系统的研发成功
随着高速切削加工的不断普及,刀具的平衡越来越成为一个关键的问题,它关系到加工的效率、运行的安全性和机床主轴的寿命。 现在常用的刀具平衡方法有:从结构设计上避免不平衡;用钻(铣)的方法在刀柄上去重;附加一个配重;设置径向可调的平衡螺钉;还有通过转动一对可..
刀柄
机床
刀具
阅读全文
高速同步攻丝的加工应用
导语 因为切削刀具在加工过程中会产生很高温度,降低了刀具的使用寿命,因此实际的切削速度较低,各种刀具材料需要将高切削性能和高寿命综合起来,高速钢和硬质合金是最常见的。 高速钢具有非常好的强度和韧性,但是其耐高温性能一般。钨基硬质合金通常比高速钢受欢迎,..
夹头
车床
铣床
车刀
螺纹加工
刀柄
刀具
阅读全文
各种刀柄优缺点分析
如同采用精密刀具对工件进行个性化加工一样,对合适的刀柄的选择也是各有各的独特性。采用8mm整体硬质合金的立铣刀所进行的大量实验可以显示出最流行刀柄的优缺点。 Fritz Weg公司与Dillenburg职业学校及Giessenfriedberg专科大学合作,对六件刀柄进行详细的监测和审核..
刀柄
刀具
阅读全文
刀柄和刀具的平衡操作
机床用户经常听说,必须对自己使用的刀柄进行平衡,但他们不清楚这种说法是否正确。如果不对刀柄进行平衡,会损坏机床或工件吗?正确的问题不是“应该对刀具和刀柄进行平衡吗?”而是“何时应对刀具和刀柄进行平衡?” 让我们首先解释一下不平衡性。在机床主轴中,存在许多..
刀柄
刀具
阅读全文
可调镗刀杆
在加工体积较大的基座、箱体、阀体等零件的锥孔时,应用常规方法较为复杂,需具备专用工装设备。现介绍一种能在普通镗床上(或其它机床、如铣削)使用的简易实用可调锥孔镗刀杆。 该刀杆的工作原理是:星轮旋转,镗杆一起旋转,同时挡销固定在机架上,使星轮绕自己的轴线旋..
镗刀
孔加工
刀柄
刀具
阅读全文
先进CAM技术使制造产品的过程更顺畅
像Work NC这样的软件,不仅可以用来快速地编制应用于3轴和5轴联动加工的不会发生碰撞的数控程序,而且还可以解决6轴龙门铣床的加工任务。软件还可以用于分层铣削——Layer Milling Process,简称LMP;而对于模型的全自动分层和其他的特殊任务,需要安装附加模块Work-NC-..
刀柄
刀具
模具
阅读全文
电火花线切割加工之中心架的调整方法
电火花线切割机床在加工长度、直径比较大的工件的内孔、端面时,需使用中心架。如果中心架调整得不好,工件的轴心线和线切割机床的主轴心线不重合时,加工中就会产生端面洼心和鼓肚及孔的锥度误差。严重时,工件从卡盘中脱出,造成事故。 安装这类工件时.工件一端采用..
机床
阅读全文
帕莱克邀您共聚CCMT2012(展位号:B-C106)
帕莱克全系列刀具预调仪(2012年新产品)-- 最新科技,焕然登场! 帕莱克刀具预调仪(对刀仪)采用优质延展性铸铁材料,对称式的结构设计,通过有限元分析以保证可靠的稳定性,适合在相对恶劣的车间环境使用,拥有最新的ParleVision® G3刀具测量与检测系统及强大的刀具..
CCMT
镗刀
加工中心
孔加工
刀柄
刀具
阅读全文
刀柄和刀具的平衡
机床用户经常听说,必须对自己使用的刀柄进行平衡,但他们不清楚这种说法是否正确。如果不对刀柄进行平衡,会损坏机床或工件吗?正确的问题不是“应该对刀具和刀柄进行平衡吗?”而是“何时应对刀具和刀柄进行平衡?” 让我们首先解释一下不平衡性。在机床主轴中,存在..
刀柄
刀具
阅读全文
平衡刀柄物有所值
Haimer美国公司每天要生产1800多个刀柄。使用在刀柄平衡机上进行过精确平衡的刀柄能够降低多少加工成本?为了回答这一问题,该公司进行了一系列试验研究。 该公司用装配完后未经精确平衡,并搁置了一周的刀柄进行切削加工,并与使用标准的、经过完全平衡的刀柄的加工结..
刀柄
刀具
阅读全文
首页
上页
10
11
12
13
14
15
16
17
18
19
20
21
22
23
下页
未页
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
产业观察:应给予半导体IP产业更多关注
CIMT ANCA展品抢先看(3)
CIMT ANCA展品抢先看(2)
CIMT ANCA展品抢先看(1)
CIMT ANCA展品抢先看(4)
通快扩建激光工厂
充气柜激光焊接致胜之选 | 通快TruLaser Weld 5000案例
API Galaxy五坐标RTCP高效测量应用
怎么才能让注塑机工艺稳定生产?(分析大全)
模具设计分型的10大原则
航空发动机 | 商用航空发动机数字化装配工艺
【迪恩机床】CIMT邀请函
融入大压铸时代|力劲集团出席2023年全国压铸行业年会——第十八届中国国际压铸会议
2023墨西哥塑料工业展览会|力劲高效率全电机、节能型两板机即将揭晓
力劲集团实验中心顺利通过CNAS认可
邀约函|山高中国2023创新领航媒体见面会
山高刀具技术速报 | 3D打印技术为刀具研发和生产创造新的可能性
VIP俱乐部 | 达诺巴特集团&埃克博格大连技术研讨会
3D打印如何改变特种车辆的制造市场?
达诺巴特集团CIMT展出预览(上) | 四大机床品牌及定制化解决方案集中亮相
NASA整合金属3D打印技术,推进航天领域中应用
马扎克中国 | 与您相约ITES2023
牧野中国CIMT2023邀请函 | 领驭多轴时代,携手智行未来
CIMT | DMG MORI展台亮点抢先看
力劲塑机即将亮相中国国际塑料博览会
携手并肩谋发展,强强联合铸辉煌|中呈新能源科技签约批量采购16台套500T-7000T力劲智能压铸单元
创新制造 你我同行
机器人+1!列车智能巡检机器人“上岗”啦
全球首家破2亿马力!现代重工开启船舶绿色动力新时代
手慢无 | 雷尼绍拉曼光谱用户培训班(广州站)火热报名中
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 镗刀
孔加工
刀柄
刀具
镗刀
孔加工
刀柄
刀具