2 数控机床机械结构设计的特点 数控机床虽然也有普通机床所具有的床身和立柱、导轨、工作台、刀架等部件。但为了与控制系统的高精度、高速度控制相匹配,对机床主机部分的结构设计还提出了高精度、高刚度、低惯量、低摩擦、无间隙、高谐振频率、适当的阻尼比等要求。由于机械结构形式是体现其性能的具体手段,是实现性能的核心因素(当然结构也受...[阅读全文]
如果位置反馈和速度反馈由一只反馈元件完成,位置反馈信号经 转换电路变为速度控制信号,则要根据系统硬件具体特性和故障信息作出灵活判断。 例3 CK6150AZ轴时有突然快速移动失控的现象,此时H系列直流伺服板上有TGLS报警。故障现象不稳定,关机再上电可能又恢复正常。 TGLS报警的原因有:动力线未接或接反;无速度反馈或正反馈;机械锁死。 由...[阅读全文]
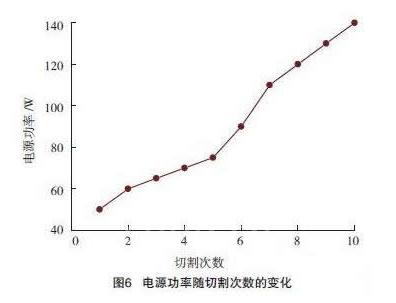
树脂基复合材料以其优异的性能,既可作为结构材料承载负荷,又可作为功能材料发挥作用,在航空航天及空间技术等领域的应用越来越广泛。树脂基复合材料构件在生产过程中,主要采用纤维铺层法制造,因此纤维织物的切割下料将直接影响产品的质量和生产效率。纤维织物的切割主要有机械刀具切割、激光切割、水喷射切割和超声波切割。其中,超声切割技...[阅读全文]
火焰切割机组的监控管理系统 该系统的功能:自动扫描钢板的装载位置和实际尺寸,自动绘制钢板的外形轮廓,自动进行套料,自动调整切割速度、燃料和氧气的配比等,能根据钢板的温度自动补偿切割路径,在切割出的产品上冲打产品标号、生产日期、公司徽标等图形及文字标识等等,对切割出的产品能进行数据管理。 系统接收上层 L3 系统根据用户订货要...[阅读全文]
MJ-50车床液压传动系统及换刀控制 液压传动系统(1) 如图所示是MJ-50数控车床液压系统原理图。液压系统采用单向变量液压泵,系统压力调整至4MPa,由压力表显示。泵出口的压力油经过单向阀进入控制油路。机床卡盘夹紧与松开、卡盘夹紧力的高低压转换、回转刀架的松开与夹紧、刀架刀盘的正转反转、尾座套筒的伸出与退回动作都是由液压系统驱动的...[阅读全文]
6.3 汽车起重机液压系统 6.3.1概述 汽车起重机是一种行走设备,经常会受到冲击、振动,要求其液压系统有较高的安全可靠性。液压起重机承载能力大,其执行元件要求完成的动作比较简单,位置精度较低。一般采用中、高压手动控制系统,图6-3所示为起重机外形简图。 Q2-8型汽车起重机的动作顺序为:放下后支腿→放下前支腿→调整吊臂伸缩幅→调整...[阅读全文]
一般各型PLC(以下以某公司生产的SR系列PLC,做为描述样板,其余各型PLC大同小异)均设计成长期不间断的工作制。但是,偶然有的地方也需要对动作进行修改,迅速找到这个场所并修改它们是很重要的。修改发生在PLC以外的 动作需要许多时间。 查找故障的设备 SR PLC的指示灯及机内设备,有益于对PLC整个控制系统查找故障。编程器是主要的诊断工具,...[阅读全文]
1、常见故障分析 根据数控系统的构成、故障部位及故障现象、工作原理和特点,结合我们在维修中的经验,将常见的故障部位及故障现象分析如下: (1) 位置环 这是数控系统发出控制指令,并与位置检测系统的反馈值相比较,进一步完成控制任务的关键环节,具有很高的工作频度,并与外设相联接,所以容易发生故障。常见的故障有: ·位控环报警,可能是...[阅读全文]
第四节 三菱FX2N系列 可编程序控制器 及其基本指令简介 一 内部辅助继电器 辅助 继电器 (M)分为一般用(M0~M499)、停电保持用(M500~M3071)和特殊用途(M8000~M8255)辅助继电器。 特殊辅助继电器(M8000~M8255)分为两类: 1)触点利用型:线圈由PLC自动驱动,用户只可使用这些触点。这类特殊辅助继电器常用作时基、状态标志或专用控制...[阅读全文]
梯形图LD简介 梯形图有如下特点: ① 梯形图按行从上至下,每一行从左到右顺序编写。 ② 梯形图左、右边垂直线为母线。以左母线为起点,可分行向右放置接点或其逻辑组合。梯形图接点主要有两种,常开接点和常闭接点。这些接点可以是PLC的输入接点或内部继电器接点,也可以是其它各种编程元件的接点。 ③ 梯形图的最右侧必须放置输出元素。PLC的...[阅读全文]