由于不锈钢的切削加工性较差,对切削液的冷却、润滑、渗透及清洗性能有更高的要求,常用的切削液有以下几类: 一、硫化油:是以硫为极压添加剂的切削油。切削过程中能在金属表面形成高熔点硫化物,而且在高温下不易破坏,具有良好的润滑作用,并有一定的冷却效果,适用于一般车削、钻孔、铰孔及攻丝。硫化豆油适用于钻、扩、铰孔等工序。 直接硫化油的配...[阅读全文]
由G71、G72、G73完成粗加工后,可以用G70进行精加工。精加工时,G71、G72、G73程序段中的F、S、T指令无效,只有在ns----nf程序段中的F、S、T才有效。 编程格式G70P(ns)Q(nf) 式中:ns-精加工轮廓程序段中开始程序段的段号; nf-精加工轮廓程序段中结束程序段的段号。 例:在G71、G72、G73程序应用例中的nf程序段后再加上“G70PnsQnf”程序段,并在ns--...[阅读全文]
直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神。 Guhring(美国)公司的市场部经理MarkMegal说:“在很多场合,使用微钻你得边琢磨边干。” 尽管目前工具制造商...[阅读全文]
1 用面向对象技术表达特征 特征表达有利于数据抽象和代码抽象 在几何造型中,最常用的表示形式是CSG和B-rep法。CSG和B-rep表示法能很好地表达形体的形状,但是,它们不能够表达零件的工艺信息和制造信息。特征表示从应用层来定义形体,可以较好地表达设计者的意图,为编制工艺、制造和检验产品提供依据。基于特征的设计面向制造全过程,是CAD/CA...[阅读全文]
1 引言 作为基础产业的制造业正在发生着革命性的变化,制造技术也已产生了质的变化。尤其是近几年高速切削加工技术的应用,在大幅度提高生产效率的同时也极大地提高了产品的质量,可以认为高速切削加工技术已成为切削制造业的主流。 高速切削加工技术的发展与应用同时带动了相关技术的迅速发展。高速切削顾名思义,是高的速度、大的进给量、机床...[阅读全文]
1 引言 慢走丝线切割机床应用广泛而又重要,在塑料模、精密多工位级进模的生产加工过程中,能保证得到良好的尺寸精度,直接影响模具的装配精度、零件的精度以及模具的使用寿命等。由于加工工件精度要求高,因此在加工过程中若有一点疏忽,就会造成工件报废,同时也会给模具的制造成本和加工周期带来负面影响。 在从事慢走丝切割机床编程...[阅读全文]
1 振动 车削加工过程中,工件和刀具之间常常发生强烈的振动,破坏和干扰了正常的切削加工,是一种极其有害的现象。当车床发生震动时,工件表面质量恶化,产生明显的表面振纹,工件的粗糙度增大,这时必须降低切削用量,使车床的工作效率大大降低。强烈振动时,会时车床产生崩刃现象,使切削加工过程无法进行下去。由于振动,将使车床和刀具磨损...[阅读全文]
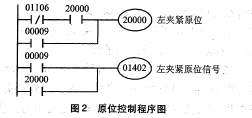
组合机床是能多机多刀同时工作,且具有工作自动循环,进行特定加工的一种高效率自动化专用加工设备。组合机床通常由标准通用部件和加工专用部件组合构成,动力部件采用电动机驱动或液压系统驱动,由电气系统进行自动循环的控制,是典型的机电或机电液一体化的自动化加工设备。三面多轴钻床是用于加工全顺卡车后桥壳总成及11B型后桥壳总成三...[阅读全文]
仅仅20年前,切削液是便宜的,且多数占加工成本的比重少于3%。所以很少有机械加工厂对它们过多关注。在那时以后,随着时间的推移,发生了戏剧性的变化:如今的切削液费用估计达每年几十亿美圆,且占生产成本比重高达15%。现在,机加工行业无时不刻都在为他们的切削液担忧。 切削液,尤其是那些含油的切削液,已成为巨大的负担。不管某种...[阅读全文]
G04指令可使刀具作暂短的无进给光整加工,以获得圆整而光滑的表面。,用暂停指令使刀具作非进给光整切削,然后退刀,保证孔底平整。镗孔完毕后要退刀时,为避免留下螺旋划痕而影响表面粗糙度,应使主轴停止转动,并暂停几秒钟,待主轴完全停止后再退刀。如果刀具夹头带有正反转机构,可用暂停指令以暂停时间代替指定的距离。 G04指令可使刀具作暂短的无进...[阅读全文]