丝锥新闻
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
丝锥
>
丝锥新闻
丝锥新闻 第4页
山特维克可乐满推出专门用于ISO S难加工材料的丝锥
为了应对航天航空业对可靠加工解决方案的强劲需求,山特维克可乐满针对ISO S材料 (钛合金和镍基合金) 推出了新的攻丝和螺纹铣削刀具。 这些产品旨在 01 为高价值零件(如发动机外壳)的加工提供卓越的安全性 降低报废率 减少停机时间 针对新型钛攻丝而优化的槽型旨在提..
山特维克可乐满
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
山特维克可乐满入驻阿里巴巴工业品采销平台
8月21日,阿里巴巴宣布推出1688工业品品牌站,打造专业的工业品市场,提升工业品采销的电子化程度。1688工业品品牌站目前汇集了逾百家顶级品牌,已经成为国内专业的工业品第一采销平台,并将通过数据赋能持续帮助工业品企业实现商品数字化,助力品牌营销。当天,山特维..
山特维克可乐满
立铣刀
镗刀
钻头
车床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
深孔、浅孔、攻丝—山特维克可乐满圆柄刀具在汽车加工中的应用
如何在不影响加工安全性的情况下优化钻削周期?哪种加工策略将使切削周期缩短至关重要的一两秒?这些都是汽车行业所面临的主要挑战。如何去应对这些挑战,还要从汽车行业钻削和螺纹加工工序的特点谈起。总的来说,汽车行业采用的材料都是常规的,主要是铸铁、铝合金、铸..
山特维克可乐满
铣刀
螺纹加工
刀具
汽车
阅读全文
高耐大因产品速递-DST高速丝锥刀柄
DST作为DINE公司主推的一款丝锥刀柄,被广泛应用于高速加工中。特殊的刀柄设计可以完美的吸收主轴负载,更能防止丝锥破损,大大提高了工具的寿命。
高耐大因
螺纹加工
刀柄
刀具
阅读全文
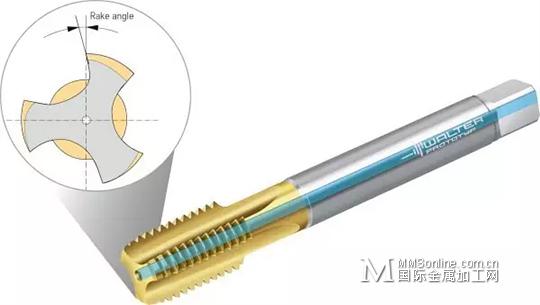
瓦尔特可靠地加工螺纹 – 在 UNC 范围内也可实现
瓦尔特扩展了其成熟的 Paradur HT 丝锥系列 图宾根,2017 年 4 月 25 日 – 精密刀具专家瓦尔特的 Paradur®HT 丝锥系列长期以来在市场上广受好评。现在,除了 Paradur® HT 丝锥目前所提供的尺寸 M4–M36 和 M10×1–M33×2,瓦尔特将其尺寸范围扩大到 UNC 1/4–UNC 1。..
螺纹加工
刀具
阅读全文
三协同、三定型实现三大提升
伴随着工业4.0浪潮滚滚而来,提升效率、保障质量、降低成本,已经成为企业在激烈的市场竞争中取胜的关键。那么,究竟该如何苦练内功、实现自身转型升级呢?首钢集团某下属企业给出了鲜活的案例——通过选择优秀的合作伙伴、优化加工工艺、搭建系统平台,成功实现了完美..
山高刀具
螺纹加工
刀具
阅读全文
攻丝刀柄产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
攻丝刀柄(tapping-tool-holder)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。攻丝刀柄技术门户涵盖了攻丝刀柄的品牌选型、产品选择、应用案例、解决方案、技术应用和厂商针对攻丝刀柄的市场及技术活动。
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
三生三世,十里CFRP材料加工首选
每一个航空飞行器,例如飞机引擎、机身、机翼、尾翼、起落架等,都是由许许多多的零件组装而成。这些零部件的材料大部分为钛合金、新型的铝材以及复合材料。近年来,为了达到更好的燃料效率并减少经营成本的目的,许多飞机制造商在设计航空飞行器之时,越来越多的考虑应..
欧士机
钻头
螺纹加工
孔加工
刀具
航空
阅读全文
如何解决摇臂钻床使用中丝锥断裂问题?
摇臂钻床在使用过程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振动法。振动时用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的..
钻床
螺纹加工
阅读全文
Tapmatic高效攻丝夹头
美国TAPMATIC公司的先进攻丝刀柄夹头及其附件。他们在自动可反转攻丝夹头领域居世界领先地位。产品可用于各种机床和精密CNC加工中心。适多种攻丝进给方法,又能针对每种方法不足,在机构上采取相应结构予以补正。
攻丝刀柄
夹头
螺纹加工
刀柄
刀具
阅读全文
锑玛工具2017:新突破 新征程
2017年,是锑玛工具第一个十年的收官之年,公司将迎来10周年庆典,总结成绩和不足,为第二个十年做好战略规划和布局,为锑玛人制定新的更高的奋斗目标。2017年,锑玛站在新的平台上,充分利用融资优势,在人才引进、产能扩充、产品研发、新的分公司设立及刀具试切中心扩..
螺纹铣刀
铣刀
螺纹加工
刀具
阅读全文
意大利SCM 刀柄系统——攻丝刀柄解决螺纹加工难题
在传统螺纹加工过程中经常遇到丝锥在攻丝过程中折断;螺纹加工质量无法满足要求;攻丝效率达不到节拍要求;更换调整操作不方便等各类问题。这不仅会降低工作的效率而且浪费了大量的人力物力和财力所以选用一款高品质丝锥刀柄对螺纹加工就有了非凡的意义,SCM 从节能增效等..
攻丝刀柄
夹头
螺纹加工
刀柄
刀具
机械
阅读全文
硬质合金丝锥产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
硬质合金丝锥(Hard alloy tap)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。硬质合金丝锥技术门户涵盖了硬质合金丝锥的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题和厂商针对硬质合金丝锥的市场及技术活动。
硬质合金丝锥
螺纹加工
阅读全文
欧士机:完美解决丝难加工的解决方案
在工件上一次钻出底孔,然后攻丝。开始,他采用标准高速钢TiN涂层丝锥,但材料硬度过高,致使丝锥崩裂。Welter试验了六种不同的高速钢丝锥以后,终于放弃了采用标准丝锥解决问题的打算,并开始寻求新的解决方案。发展现挤压丝锥能解决这个问题,尽管迄今都认为挤压丝锥..
欧士机
硬质合金丝锥
螺纹加工
机械
阅读全文
整体硬质合金挤压丝锥Protodyn®S HSC
这款带径向内冷的整体硬质合金成形刀具采用了瓦尔特最新的内冷设计,是一款用于所有可挤压成形材料的整体硬质合金挤压丝锥。可应用于盲孔和通孔螺纹的加工。
螺纹加工
刀具
机械
阅读全文
无切屑高速螺纹加工
整体硬质合金挤压丝锥是一流的高端产品。这种刀具受惠于新硬质合金材料的发展。瓦尔特公司的最新一代产品Protodyn® HSC 也不例外。由于刀具性能得到提高,Tübingen 的这家刀具制造商在挤压丝锥型号后面加上了“HSC” (高速切削) 这个后缀,并将这种刀具纳入 HSC 大家庭..
硬质合金丝锥
螺纹加工
刀具
汽车
阅读全文
瓦尔特硬质合金丝锥视频
一种加工内螺纹的刀具,沿轴向开有沟槽。也叫螺丝攻。丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。直槽丝锥加工容易,精度略低,产量较大。一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。
硬质合金丝锥
螺纹加工
刀具
阅读全文
山特维克可乐满CoroTap丝锥简化了多种材料的攻丝工序
对于那些需要加工多种材料,并且需要经常在中小批次尺寸间转换的客户而言,新型CoroTap™ –XM将是一个易于选择的丝锥系列。这些创新型的丝锥之所以具有灵活性,是因为为了满足机械加工车间不断变化的工作环境,山特维克可乐满将刀具材质进行了优化,并创建了独特的槽型..
山特维克可乐满
螺纹加工
刀具
阅读全文
丝锥在螺纹加工中应用技术专题
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥。针对不同材料的加工,我们需要不同的丝锥对应。丝锥是制造业操作者加工螺纹的最主要工具。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产..
钻头
螺纹加工
孔加工
阅读全文
瓦尔特的螺纹挤压丝锥在巴特迪本的Profiroll改善加工稳定性
从冷成型车削到螺纹挤压丝锥再到无屑技术,这是行业趋势,不足为奇。Profiroll Technologies GmbH位于巴特迪本的Saxony镇,是世界领先的机床和刀具制造厂,也在不断探索,寻求加工旋转对称工件的最佳方案。在生产机器零件螺纹时,生产部日益迫切需要使用螺纹挤压丝锥。..
螺纹加工
刀具
阅读全文
山特维克可乐满CoroTap丝锥简化了多种材料的攻丝工序
对于那些需要加工多种材料,并且需要经常在中小批次尺寸间转换的客户而言,新型CoroTap™ –XM将是一个易于选择的丝锥系列。这些创新型的丝锥之所以具有灵活性,为了满足机械加工车间不断变化的工作环境,山特维克可乐满将刀具材质进行了优化,并创建了独特的槽型。
山特维克可乐满
螺纹加工
阅读全文
OSG CCMT参展产品 精彩纷呈
OSG钻头家族的最新成员,能真正做到控制加工成本和达到最优的加工效益! 详细介绍传送门:重磅新品|ADF硬质合金平头钻
欧士机
CCMT
CCMT2016
钻头
螺纹加工
孔加工
刀具
阅读全文
尚亚国际贸易公司将携产品亮相2015CIMT
第十四届中国国际机床展览会(CIMT2015)由中国机床工具工业协会主办并与中国国际展览中心集团公司共同承办,2015CIMT定于2015年4月20日至25日在北京中国国际展览中心(新馆)举办,届时,尚亚国际贸易公司将携展品亮相其展台:E4-404。
CIMT
CIMT2015
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
欧士机:VP-DC-HT铸件用内冷油孔零前角直槽丝锥加工案例
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成..
欧士机
螺纹加工
阅读全文
瓦尔特:高科技丝锥 - 研发真谛 新材料的攻丝
瓦尔特“Eco”丝锥是行业的佼佼者,多年来一直保持最佳畅销势头。为了应对新材料的加工挑战,瓦尔特提供了新一代高科技丝锥“Eco Plus”。通过大量的研发工作,“ECO plus”产品的性能上了一个新的台阶。
螺纹加工
阅读全文
瓦尔特新款高性能盲孔丝锥 提高刀具寿命和工艺可靠性
瓦尔特公司主要有两大类产品,即: 一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。另一类是瓦尔特五轴联动数控工具磨床和四轴测量机器。
磨床
螺纹加工
刀具
测量
阅读全文
欧士机OSG2015下半年丝锥和底孔钻套餐促销
//www.mmsonline.com.cn/resupload/1437616602181_1.pdf
转载 欧士机 osg 刀具 丝锥 底孔钻 促销 ,_NOAD_
欧士机
螺纹加工
刀具
阅读全文
欧士机OSG A-BRAND产品尺寸全面升级
欧士机自1938年成立以来,一直以优秀的刀具设计能力,提案能力及开发能力,解决了无数客户在加工过程中遇到的各式各样加工难点难题。同时凭借75年丰富经验的技术支持以及高标准的生产能力为广大客户群体提供完美的解决方案。正是如此,我们才能在全球范围扩展业务,成为..
欧士机
钻头
螺纹加工
孔加工
阅读全文
锑玛工具:凸台避让功能螺纹刀具
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹铣刀
铣刀
螺纹加工
刀具
机械
阅读全文
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依..
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
阅读全文
森泰英格CIMT2015新品发布会—国产刀具的高水准与宽视野
2015年4月22日,第十四届中国国际机床展览会(CIMT2015)期间,森泰英格新品发布会在中国国际展览中心(新馆)举行,来自刀具终端用户、经销商、媒体和各个合作伙伴的90余位来宾出席了新品发布会。 发布会上,森泰英格副总经理赵庆军为来宾们介绍了公司在液压刀柄、热装..
CIMT
CIMT2015
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
AMB China展会蓝帜金工焦点展品回顾
2014年10月13-15日,AMB China中国(南京)国际金属加工展在南京国际博览中心举行,LMT也参加了此次盛会。中国(南京)国际金属加工展览会的母展——斯图加特国际金属加工展览会(AMB)是欧洲五大机床展之一,在德国有很大的影响力。
螺纹加工
刀具
机械
阅读全文
森泰英格新战略密码—做好企业基本面与运用现代营销方法做市场
数控加工的高速发展为全球迎来了工业大时代,它不仅促进了机床产业的技术创新,更对刀具行业提出了更高要求。国外品牌依靠先进的技术、多年积累的市场占有率及品牌效应,长期垄断国内高端数控刀具市场。国内数控刀具企业由于技术落后和创新不够,无奈只能在中低端市场依..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
瓦尔特 CIMT 2015亮点产品概览
瓦尔特刀具即将在CIMT 2015 展出超百种创新产品,展位:E4-610,以下节选了5款亮点产品供预览发布: DC170-硬质合金钻头的新标帜 Walter BLAXXTM黑锋侠 M4000铣刀-最高性能广泛应用 整体硬质合金挤压丝锥 Protodyn® S HSC 新型槽刀Walter Cut - SX DC170-硬质合金钻头的..
CIMT
CIMT2015
铣刀
螺纹加工
刀具
阅读全文
刀具2015应用趋势及技术发展专题
刀具2015应用趋势及技术发展专题。工业作为国民经济的支柱,是经济结构调整和产业转型升级的主心骨,在新常态下呈现出新的特征,面临新的机遇和挑战。经济新常态下,“工业新常态”也将到来。对金属加工业来说,充满调整、充满期待的2014年终于落下帷幕,并在“一路一带..
攻丝刀柄
钻头
车床
车刀
铣刀
螺纹加工
孔加工
刀柄
刀具
阅读全文
我国刀具模具市场需求必然会获得提升
刀具的发展在人类进步的历史上占有重要的地位。中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现代的扁钻和锯已有些相似之处。
螺纹加工
刀具
模具
阅读全文
欧士机:完美解决丝难加工的解决方案
)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
欧士机
螺纹加工
刀具
阅读全文
新型 Seco EPB® 5867 提升孔攻丝产量和螺纹质量
山高最新发布的 EPB 5867 攻丝夹头完善了其高质量的刀具系统。该夹头采用全新的微补偿机构,能使同步机床实现安全攻丝。 微补偿机构具有 +/- 0.5 mm 范围内的变形能力,可补偿主轴旋转、进给量与丝锥螺距之间的细微偏差,从而消除丝锥应力和断裂情况。因此用户可以获得..
山高刀具
螺纹加工
阅读全文
山高刀具成功召开Seco News 2014成都会议
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。1993年,山高在中国创立了分支机构以拓展其在华业务。
山高刀具
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
山高新型孔加工产品为攻丝和钻削加工带来了多功能性及价值
山高最近在其全面的刀具产品组合中新添了 Threadmaster™ 丝锥和山高 Feedmax™ 通用钻头,进一步扩大了其孔加工产品的选择范围。山高在设计这些最新产品时以性 能、多功能性和价值为理念。
山高刀具
钻床
螺纹加工
孔加工
刀具
阅读全文
首页
上页
1
2
3
4
5
6
7
下页
未页
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
高耐大因 官方网站
高耐大因 产品一览
马扎克直播预告 | 新能源汽车行业零部件加工制造
自主研发,实力出海!海克斯康智教机为赛峰提供数字模拟仿真训练
海克斯康复合式影像测量仪入围仪器仪表创新产品
海克斯康参加AEE2024上海国际汽车底盘技术年会
直播预告 | 王牌“焕新颜” ,PC-DMIS软件专家在线解读全新功能
首届机械工业教育产教科融合国际交流大会在海克斯康盛大举行
山高刀具技术讲堂 | 关于丝锥选型使用的问答分享(内含有奖互动)
以旧换新正当时 | 达诺巴特集团 618大促福利加码
线下培训 | 电子散热和风机类气动噪声CAE免费培训来了~
生产制造 | 数控加工-ESPRIT EDGE 新版本功能解析之路径策略之五轴再加工
质量管理 | 海克斯康工业软件SMART Quality数字化检测系统助力轴承检测质量提升
设计仿真 | MSC Nastran 新增功能:一步法传递路径分析及后处理
设计仿真 | 使用 Cradle CFD 对车载储供氢系统进行氢气泄漏与扩散研究
【CIMES2024展商推荐】以“智”赋能 向“新”而行——大族激光智能装备集团
4大磨料磨具企业-磨削、研磨、抛光等工艺中的创新解决方案
美的能源“天团”亮相2024 SNEC 以全链路硬实力赋能绿色可持续发展
资深专业玩家,最强接线端子推荐!
【CIMES2024 展商推荐】注重效率 更重精度——三丰精密量仪(上海)有限公司
CIMES2024丨刀具、工具及测量类“黑科技”展品前瞻
CIMES2024主旨论坛丨智能制造未来&高质量发展论坛
2024年5月份工业生产者出厂价格同比降幅明显收窄 环比上涨
广州地铁运营里程超1000公里
每年新增3500艘!中国船厂成全球船东“救星”
模芯导向柱在精密模具制造中的应用与技术解析
模具基础知识六要点,不做设计也要看一看
1至4月我国软件业务收入达3.8万亿元
【CIMES2024同期活动预告】第十六届中国国际机床工具展览会智能制造未来&高质量发展论坛
Autodesk PowerMill 大师汇作品征集正式开启!
驶入快车道,欧特克智慧交通全系列资源带您率先前往“未来站”!
CIMES 2024开展在即,埃马克展台亮点先睹为快!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 CIMT
CIMT2015
CIMT
CIMT2015
 攻丝刀柄
螺纹加工
刀柄
刀具
攻丝刀柄
螺纹加工
刀柄
刀具