钻头最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻头
>
钻头最新资料
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
欧士机
|
山高
钻头最新资料 第13页
台湾正河源:钻孔加工
最初的钻孔加工步骤如下:先要定位点孔,在需要钻孔的位置中心錾打一定位点或用合金针划上“十”字线,以确保钻孔位置的精度。注意,用中心錾打定位点时,请确保中心錾垂直于加工工件表面,以免影响切削料芯的顺利排出。然后开始钻孔,钻孔结束。这种钻头在使用崩刃了以..
正河源
钻头
孔加工
刀具
阅读全文
正河源:TSD四角刀片快速钻头
中国钻头产业经过多年的发展,已经成为中国其他工业的支柱产业,钻头的应用范围非常广泛,需求量也很大,快速进行技术研发、创新,适应市场的变化,快速解决客户的加工需求,台湾正河源TSD四角刀片快速钻头适应市场机加工产业的发展趋势,大幅提高切削进给率,在机加工..
正河源
钻头
孔加工
刀具
阅读全文
切削不锈钢时怎样选择刀具材料?
切削不锈钢时怎样选择刀具材料? 合理选择刀具材料是保证高效率切削加工不锈钢的重要条件。根据不锈钢的切削特点,要求刀具材料应具有耐热性好、耐磨性高、与不锈钢的亲和作用小等特点。目前常用的刀具材料有高速钢和硬质合金。 高速钢的选择:高速钢主要用来制造铣刀、..
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
钻头刃口修磨和强化对钻削加工的改善
钻头在进行孔加工过程中会有不同程度的磨损,对钻头的材质和磨损情况进行分析,在改善钻削加工时,对钻头刃口进行修磨和强化,可有效改善钻头在加工过程中的磨损情况,提高钻头的性能和使用寿命。 孔加工在金属切削加工中占有重要地位,一般约占机械加工量的1/3。其中钻..
钻头
钻床
孔加工
刀具
阅读全文
正确使用硬质合金钻头
因为硬质合金相当宝贵,正确使用钻头,做到物尽其用,是每一个机械加工从业者的责任。正确使用硬质合金钻头,主要包括如下几个方面: 1.选择正确的机床 硬质合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应保证刀尖跳动TIR<0.02。而摇臂钻,万能铣..
钻头
孔加工
刀具
阅读全文
自动减低进给量装置提高钻头寿命
机械加工钻孔过程中,经常发生钻头折断的情况,尤其在钻的孔较深、直径较小、材质较硬的铸件。经我们分析,主要原因是在钻削过程中钻头进给量自始至终不变的原因,特别是当孔快钻完时,钻头距工件底面越近,这时孔的出口处金属开始出现凸起很容易将钻头绊住,而且这时钻..
钻头
孔加工
机械
阅读全文
微细钻头折断原因探讨
采用高速钢直柄麻花钻钻削微小孔(φ1mm以下)时,折断是钻头破坏的主要形式。由于钻头折断是突然发生的,事先难以预测,而折断了的钻头头部往往卡在未完成的孔中,很难取出,给生产造成了许多麻烦,也使自动化钻削微小孔难以实现。在钻削过程中,钻头受到扭转、弯曲和压缩..
钻头
孔加工
阅读全文
抛物线钻头在深孔加工中的应用
在加工深孔零件时过去大多采用普通麻花钻,在加工过程中时常发生加工质量不合格或钻头折断现象,造成零件报废,有时废品率可达3%以上。究其原因,主要是因为用普通麻花钻进行深孔钻削时存在以下不利因素:①钻头细长,刚性差,加工时容易弯曲和振动,难以保证孔的直线度..
麻花钻
钻头
孔加工
汽车
阅读全文
钻削不同材料时高速钢钻头的刃磨
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
阅读全文
提高电镀金刚石钻头质量的试验研究
电镀金刚石钻头的胎体是镍基合金,它具有比较理想的硬度与耐磨性,因而电镀钻头对多数岩层具有好的适应性,得到了广泛的应用。特别在工程勘察中,由于钻进时效较高而被广泛采用。但是,电镀金刚石钻头由于在成型过程中,受到析氢的影响,镀层中不可避免地出现针孔和渗氢现象,特..
钻头
孔加工
阅读全文
钢齿钻头-铣齿滚动密封轴承钻头
M系列铣齿滚动密封轴承钻头特征: 齿和牙爪裙部用特殊耐磨材料进行表面硬化处理,以增强耐磨性; 为了避免泥沙进入轴承,装置了特殊的密封系统; 钻井液采用非喷射循环方式循环; 齿形加工成不同形状,以适应在不同地层中钻进的需要。 转载 刀具
钻头
孔加工
刀具
阅读全文
金刚石钻头、金刚石扩孔器制造技术
应用于地质岩心钻探的金刚石钻头采用金刚石单晶为磨料,以Cu-Ni基预合金为胎体,中频热压烧结工艺制造,根据岩层特性与钻头磨损规律,优选适宜耐磨性的胎体配方工艺及不同的钻头唇面形状设计,具有寿命长、钻速高、适应面广的特点;配套设计的金刚石扩孔器采用电沉积Ni-..
钻头
孔加工
刀具
阅读全文
钻头与钻削技术研究
人类认识和使用钻头的历史可以上溯到史前时代。燧人氏“钻木取火”所使用的石钻,可以看作最原始的钻头。现代工业加工中广泛使用的麻花钻(俗称钻头),是一种形状复杂的实工件孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽..
钻头
钻床
孔加工
刀具
阅读全文
钻头与钻削研究的历史、现状与发展趋势
人类认识和使用钻头的历史可以上溯到史前时代。燧人氏“钻木取火”所使用的石钻,可以看作最原始的钻头。现代工业加工中广泛使用的麻花钻(俗称钻头),是一种形状复杂的实工件孔加工刀具,诞生于一百多年前。现在,全世界每年消耗的各类钻头数以亿计。据统计,在美国的汽..
钻头
钻床
孔加工
阅读全文
钻削与钻头的基本概念
用各种钻头进行钻孔、扩孔或锪孔的切削加工。钻孔是用麻花钻、扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。扩孔是用扩孔钻扩大工件上预制孔的孔径。锪孔是用锪孔钻在预制孔的一端加工沉孔、锥孔、局部平面或球面等,以便安装紧固件。钻削方式主要有两种:①工件不动,..
钻头
钻床
孔加工
刀具
阅读全文
高效钻头成孔加工和螺纹加工主流刀具
航空、医学、石油等行业的需求推动了大多数加工技术的进步,其中主要是对高精度、高效率、小尺寸以及(在许多情况下)对“清洁加工”的需求。 在加工直径50mm或更小的孔时,钻头仍然是占有绝对优势的工具,尽管激光、“水刀”和放电加工在孔加工领域的应用也在不断增长 目..
钻头
孔加工
刀具
阅读全文
瓦尔特—蒂泰克斯整体解决方案 为客户提高生产效率
位于德国法兰克福的瓦尔特-蒂泰克斯(Walter Titex)是业界知名的高速钢和整体硬质合金钻头及铰刀生产商。在此次德国之行中,瓦尔特中国媒体团在瓦尔特工作人员的带领下来到蒂泰克斯的工厂考察、学习。瓦尔特—蒂泰克斯凭借其高速钢和整体硬质合金钻头及铰刀帮助客户提..
钻头
孔加工
刀具
阅读全文
水钻头的应用范围
(1)空调安装钻孔(2)家庭装修钻孔(3)燃气钻孔(4)水暖安装钻孔(5)太阳能安装钻孔(6)建筑安装、电工穿线钻孔(7)有线电视、通迅线路钻孔(8)桥梁加固、房屋加固钻孔(9)工程检测、取样钻孔(10)大型设备安装钻孔 三种水钻头的特点: [暂不可见] (1)坚野..
钻头
孔加工
机床
刀具
汽车
模具
阅读全文
双材料硬质合金钻头的使用介绍
美国ATI Stellram公司新开发的HardCore钻头就兼具了以上的两种属性。这种钻头采用两种不同的硬质合金牌号制造,钻头的芯部材料是一种微细晶粒硬质合金,可以提高钻头的韧性和在低转速加工时的抗冲击能力,防止钻尖崩刃。围绕钻芯的周边部分则采用高硬度的硬质合金牌号,..
钻头
孔加工
阅读全文
微型刀具需要小心呵护
一把能够切削金属的刀具会是脆弱的,稍不留神往工作台上一放竟然折断了。但是,这个说法适合于在小零件(如医疗元件)上加工孔、槽等特征所使用的非常小的钻头和端铣刀。为了有效地加以使用,这些刀具在使用过程各自需要考虑周到,而“小心呵护”是首要的考虑。 Niagara C..
钻头
铣刀
孔加工
刀具
阅读全文
水钻头的应用范围
水钻头的应用范围: (1)空调安装钻孔(2)家庭装修钻孔(3)燃气钻孔(4)水暖安装钻孔(5)太阳能安装钻孔(6)建筑安装、电工穿线钻孔(7)有线电视、通迅线路钻孔(8)桥梁加固、房屋加固钻孔(9)工程检测、取样钻孔(10)大型设备安装钻孔 三种水钻头的特点: (..
钻头
孔加工
刀具
润滑
汽车
模具
机械
能源
电子
阅读全文
小直径钻头的设计和使用
在机械制造中,小孔的钻削加工比较普遍,特别是钟表零件、柴油机零件、电子零件等产品的小孔加工更为突出。由于小直径钻头的直径小、强度低、刚性差,容易折断,再加上操作者使用不尽合理,导致小孔的加工精度难以保证,因此小孔的钻削加工难度大。本文结合实际生产经验..
钻头
孔加工
刀具
阅读全文
2011年山高刀具秋季新产品发布会即将拉开序幕!诚邀您的参与!
2011年Seco News Launch山高刀具秋季新品重装上阵!敬请期待! 我们即将发布的新产品包括: Seco News Launch 简介 - 充满机遇的组合包 Secomax™ CBN500 - 专为白口铸铁加工而发明 CROWNLOC® PLUS 皇冠钻 - 可换刀尖式钻头 FF2 断屑槽 - 该槽型优先考虑用于严苛切屑控..
山高刀具
钻头
铣刀
孔加工
刀具
阅读全文
淬硬钢孔加工用钻头
随着立方氮化硼材料和优质现代陶瓷刀片的开发应用,淬硬材料的加工能实现以车代磨、以铣代磨。铣削是断续切削,以铣代磨除用CBN和陶瓷刀片外,强韧性好的超微粒硬质合金再加表面涂覆高红硬性优质涂层的刀具也能胜任加工淬硬钢材。本文介绍了三菱公司开发的MHS型淬硬模具..
麻花钻
钻头
孔加工
模具
阅读全文
刃磨不同材料时高速钢钻头的钻削
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
刀具
阅读全文
刃磨不同材料时高速钢钻头的钻削
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。 钻头刃磨前必须了解钻头的结构和..
钻头
钻床
孔加工
刀具
阅读全文
柯亚仕:国外高性能钻头研究现状与我国国产化进程
柯亚仕:国外高性能钻头研究现状与我国国产化进程
钻头
孔加工
阅读全文
分析:可换齿冠钻头的优势特点
设计思路 整体硬质合金钻头性脆且价格昂贵;与其相比,高速钢钻头韧性较好,价格也较便宜,但钻头太长时无法保证加工效果;可转位钻头具有较好的性价比,但钻削加工后还必须进行后续铰削或镗削加工;焊接式硬质合金钻头磨损后需要重焊。因此,为什么不能在钢制刀体上制..
钻头
孔加工
阅读全文
山特维克可乐满:迎接大工件加工的挑战
深孔加工(DHM) 许多不同的行业都涉及到深孔加工。在大工件加工中,复杂的深孔加工变得越来越富有挑战性,高效精确地进行大工件深孔加工,不仅需要具备丰富的经验和研发资源,而且需要工程能力、应用设施以及实质性的客户参与。 能源行业大工件深孔加工应用 山特维克可..
山特维克可乐满
钻头
孔加工
刀具
船舶
能源
阅读全文
高迈特CIMT 2011向中国客户推出全系列的新产品
高迈特集团是钻、镗、铰和螺纹加工等高精度金属切削领域的专家。在全球拥有25家子公司和生产基地,服务及销售中心遍布全世界各地。1977年高迈特公司成为推出带可转位刀片式钻头的首家企业。这是高迈特众多革命性发明中的一项。高迈特品牌代表着孔加工领域的持续创新。旗..
CIMT
钻头
螺纹加工
孔加工
刀具
阅读全文
瓦尔特整体硬质合金钻头为提高钻削加工效率提供了可靠的解决方案
瓦尔特-蒂泰克斯(Walter Titex)X-treme系列整体硬质合金钻头为提高钻削加工效率提供了可靠的解决方案。 瓦尔特-蒂泰克斯(Walter Titex)X∙treme整体硬质合金钻头带内冷却系统,几乎适用于所有ISO工件材料组加工。该刀具产品可在斜向出口和横向钻孔时使用,在加工斜..
钻头
钻床
孔加工
阅读全文
选购数控钻床的钻头的方法
选用数控钻床的钻头的方法: 1、了解钻头的种类和特点: 印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形(undercut)钻头。直柄麻花钻头大都用于单头钻床,钻较简单的印制板或单面板,现在在大型的线路板生产厂中已很少见到,其钻孔深度可达钻头直径的10倍。在..
钻头
钻床
孔加工
机床
机械
阅读全文
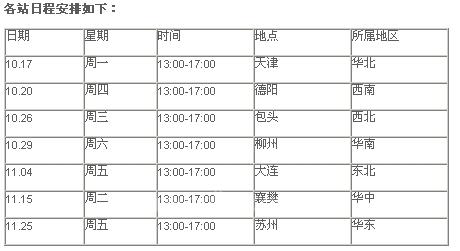
肯纳金属在全国组织新产品巡展
肯纳金属公司 近期在全中国范围内组织举办了一系列新产品巡回展。本次巡展的目的在于进一步有效地推广新产品,更有效地投入市场,同时也让客户更加直接地了解肯纳的新产品。 肯纳金属公司在全国范围内组织一系列新产品巡回展 肯纳本次巡展由南及北。巡展分别在东莞、成..
肯纳金属
立铣刀
钻头
铣刀
孔加工
刀具
阅读全文
空心钻头:低碳经济时代的切削工具
空心钻头,顾名思义就是没有钻芯的钻头,根据切削刀具的结构叫的名字。 作为切削工具人们使用麻花钻头已经有一百多年的历史了。由于麻花钻头的钻芯部分完全是负的切削角度,切削阻力很大,所以麻花钻头的切削力50%-60%是由于钻头的钻芯造成的。再加上钢材的因素,所以麻..
钻头
孔加工
刀具
阅读全文
山特维克可乐满CoroDrill 880为风电行业制造商提供高生产率
山特维克可乐满的CoroDrill 880 代表了U钻演变过程中的一个突破,它极大地提高了孔成形的生产效率。 在风电设备的零件如连接环、轮毂和叶片等上,有大量的浅孔需要进行钻削。因此,CoroDrill 880 在风电设备制造中,有巨大的节约成本的潜力。 CoroDrill 880 应用了台阶..
山特维克可乐满
钻头
孔加工
刀具
能源
阅读全文
抛物线连杆钻头的加工案例分析
连杆的孔加工 连杆在一个很复杂的应力状态下工作,对材料的要求很高,目前常用材料可分为三类:一是传统材料:优质碳素结构钢、合金结构钢等;二是非调质钢、非调质易切钢及铁基粉末冶金钢等;三是新材料:包括铝—纤维增强金属、氧化铝纤维基陶瓷连杆及增强塑料连杆等..
钻头
孔加工
刀具
阅读全文
伊斯卡推出DCN-R束魔圆杆钻
伊斯卡新推出的圆杆DCN钻头也是束魔钻的一种,钻头带螺旋内冷却通孔,可夹持不同结构的可换刀头,以加工不同被加工材料。 钻头 SUMOCHAM 束魔变色龙钻,提供4种不同标准几何形体的可换刀头,应用于不同被加工材料,以求更佳表现,更高的可靠性。 刀头切削刃锋利,排屑槽..
钻头
孔加工
刀具
阅读全文
有利于节约库存费用的可调式钻头
图1 当这种钻头旋转的时候,钻头上安装的镶刀片夹套会进行重叠的切削加工,但每次只切除一部分材料, 以使其达到最终的精加工直径。 这种配置使切削力均匀地分布在两个夹套之间,从而降低了对主轴的整体负荷,提高了对金属的切削率 在难加工材料的加工应用领域中,安装..
钻头
孔加工
刀具
机械
阅读全文
世界首只仿生石油钻头试验成功
8月6日,世界首只拥有自主知识产权的仿生石油钻头在中国石化中原油田元坝103井试验成功。从土壤动物中寻找灵感,将仿生非光滑理论和自再生理念应用于石油钻头设计中,这在全世界尚属首例。 蜣螂具有非光滑体表形态,有高效破土、耐磨和防黏性能;达乌尔鼠的前爪具有高速..
钻头
孔加工
机械
能源
阅读全文
Y-Tech钻头克服了“跑偏”现象
众所周知,所有的钻头在加工时都会出现“跑偏”现象,这种有害现象在高速钢钻头上表现得尤为典型,在使用整体硬质合金钻头时,同样会因为“跑偏”而影响孔的圆度、直线度和圆柱度(虽然程度较轻)。引起钻头“跑偏”的同样的力还会缩短刀具寿命,尤其是在钻削加工用于制..
钻头
孔加工
阅读全文
首页
上页
8
9
10
11
12
13
14
15
16
17
18
19
下页
未页
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
第十六届中国国际机床工具展览会(CIMES 2024)今日盛大开幕:以“新”应变打造新质生产力 开启高端装备制造新征程
蓄力向“新”求“质”,共谋机床产业潜力
马扎克直播预告 | 新能源汽车行业零部件加工制造
自主研发,实力出海!海克斯康智教机为赛峰提供数字模拟仿真训练
海克斯康复合式影像测量仪入围仪器仪表创新产品
海克斯康参加AEE2024上海国际汽车底盘技术年会
直播预告 | 王牌“焕新颜” ,PC-DMIS软件专家在线解读全新功能
首届机械工业教育产教科融合国际交流大会在海克斯康盛大举行
山高刀具技术讲堂 | 关于丝锥选型使用的问答分享(内含有奖互动)
以旧换新正当时 | 达诺巴特集团 618大促福利加码
线下培训 | 电子散热和风机类气动噪声CAE免费培训来了~
生产制造 | 数控加工-ESPRIT EDGE 新版本功能解析之路径策略之五轴再加工
质量管理 | 海克斯康工业软件SMART Quality数字化检测系统助力轴承检测质量提升
设计仿真 | MSC Nastran 新增功能:一步法传递路径分析及后处理
设计仿真 | 使用 Cradle CFD 对车载储供氢系统进行氢气泄漏与扩散研究
【CIMES2024展商推荐】以“智”赋能 向“新”而行——大族激光智能装备集团
4大磨料磨具企业-磨削、研磨、抛光等工艺中的创新解决方案
美的能源“天团”亮相2024 SNEC 以全链路硬实力赋能绿色可持续发展
资深专业玩家,最强接线端子推荐!
【CIMES2024 展商推荐】注重效率 更重精度——三丰精密量仪(上海)有限公司
CIMES2024丨刀具、工具及测量类“黑科技”展品前瞻
CIMES2024主旨论坛丨智能制造未来&高质量发展论坛
2024年5月份工业生产者出厂价格同比降幅明显收窄 环比上涨
广州地铁运营里程超1000公里
每年新增3500艘!中国船厂成全球船东“救星”
模芯导向柱在精密模具制造中的应用与技术解析
模具基础知识六要点,不做设计也要看一看
1至4月我国软件业务收入达3.8万亿元
【CIMES2024同期活动预告】第十六届中国国际机床工具展览会智能制造未来&高质量发展论坛
Autodesk PowerMill 大师汇作品征集正式开启!
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工