钻头最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻头
>
钻头最新资料
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
欧士机
|
山高
钻头最新资料 第19页
山东威达(002026):价值低估的世界钻头生产基地
山东威达(002026)是国内机床及电动工具配件行业上市企业,还是全球最大的钻夹头专业生产厂家。公司目前主要生产和销售“孔雀”、“PEACOCK”牌系列钻夹头产品,是中国机床附件行业第一家通过ISO9001国际质量体系认证的企业,近年来经营稳健,业务规模不断壮大。 公..
钻头
孔加工
机床
阅读全文
M.A.Ford美福钻头新消息
美福将在原有 “226#,206#,224#,204#”系列通用硬质合金钻头基础上推出TiN涂层规格。新规格将使这一广受欢迎的钻头沿用于普通钢件及铸铁件的高效钻削,并仍保持对竞争对手的优势价格。 相对无涂层规格,TiN涂层规格的价格高15%
钻头
孔加工
阅读全文
美福通用硬质合金钻头
402系列 中心钻 *专为连续加工高精度中心孔或高精度孔而设计 *当定心磨平或难以加工的硬质材料时,硬质合金结构能帮助减少刀具变化 *60°顶尖角 226系列 通用型整体硬质合金实心钻 *专为加工铸铁、铝、青铜、镁合金以及其它易加工材料而设计 *短刃 ,3倍直径刃长 ..
钻头
孔加工
阅读全文
M.A.Ford(美福) 硬质合金钻头
200系列 专为硬度达42-65HRC的超硬钢而设计 *整体硬质合金直刃钻头 *加工排屑时,只会产生微热 *在没有任何辅助设备或加工软质材料时,都能保证孔的精度 *非常便于铰削精加工 205系列 适合于不锈钢、工具钢、钛镍合金等所有材料的高性能钻头 * 专用于加工不锈钢、..
钻头
孔加工
阅读全文
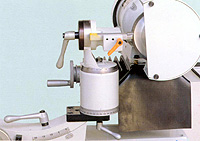
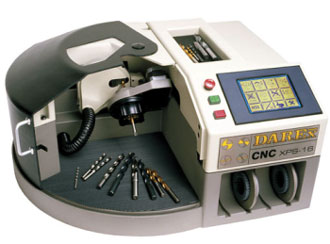
XPS-16数控钻头刃磨机
XPS-16数控钻头刃磨机 视频( 清晰效果 一般效果 ) 技术说明 1、 产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2 、 刃磨性:可以刃磨 2 槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石..
钻头
孔加工
阅读全文
V390钻头刃磨机
V390钻头刃磨机 视频( 清晰效果 一般效果 ) 技术说明 1 、 产品特点:经济、方便、简单。 2 、 刃磨性:可以刃磨 2 槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。钻柄长度不限。可以调节刃磨量。 3 、 刃磨直径范围: 3 - 1..
钻头
孔加工
阅读全文
美国darexXT3000多功能精密钻头刃磨机
美国darexXT3000多功能精密钻头刃磨机 视频( 清晰效果 一般效果 ) 技术说明 1 、 产品特点:用途广泛、操作简单、保高精度、集多功能 2 、 刃磨性:可以刃磨 2 槽麻花钻、钻头材质为高速钢、镀锡钻、钴钻、硬质合金钻 (需选用金刚石砂轮)可以根据需要调节刃磨量..
钻头
孔加工
阅读全文
SU′S台湾苏氏精密钻头、铣刀全系列
★ SU′S台湾苏氏精密钻头、铣刀全系列 主要包括: 直柄麻花钻头 规格从φ0.2~φ13.0及英制规格可供选择 直柄长钻头 规格从φ1.0~φ13.0可供选择 诺式钻头 特性:诺氏钻头对于一般被切削的工作性质均可适用,在钻孔加工作业上既简单有经济; 柄部的V槽沟是用来配合夹头的爪..
钻头
铣刀
孔加工
刀具
阅读全文
高效整体钻头
高效整体钻头 独创的刃设计 设计合理 , 切削刃强度大 钻头位置精确及钻孔的密度精 切削负荷最小化 , 刀具寿命增加 圆柱型刀柄 最加的排屑设计 a 使用 TT9030 寿命增加 - 超细微粒材质 + TiAIN 涂层 b. 钻深 : 3xD & 5xD - 订购规格 例 : SHO 5125 TT9030 ( 钻径 Ø12.5 ..
钻头
孔加工
阅读全文
可舍式钻头系列——新产品
★ 可舍式钻头系列
钻头
孔加工
阅读全文
VA INOX – HSS-E麻花钻
奥氏体不锈钢具有较高的强度,韧性,较差的切屑形状以及易产生加工硬化,因此是极难加工的。 现推出全新的HSS-E麻花钻,是一种解决以上难题的可靠方法-"VA INOX"。与传统的HSS-E刀具相比,VA INOX可提高至四倍的生产效率,因此可大幅降低生产成本。
麻花钻
钻头
孔加工
阅读全文
Seco-Carboloy公新型Crownloc扁平柄钻头
Seco-Carboloy公司的新型Crownloc钻头采用了ISO 9766扁平柄和钻肩结构,这种优化设计非常适合高速切削,并能增强钻头抗弯强度,起到提高加工效率、延长刀具寿命的作用。Crownloc钻头的凸缘设计使钻头易于安装,并可确保即使更换了钻杆,钻头长度也不会发生变化。Crownlo..
钻头
孔加工
阅读全文
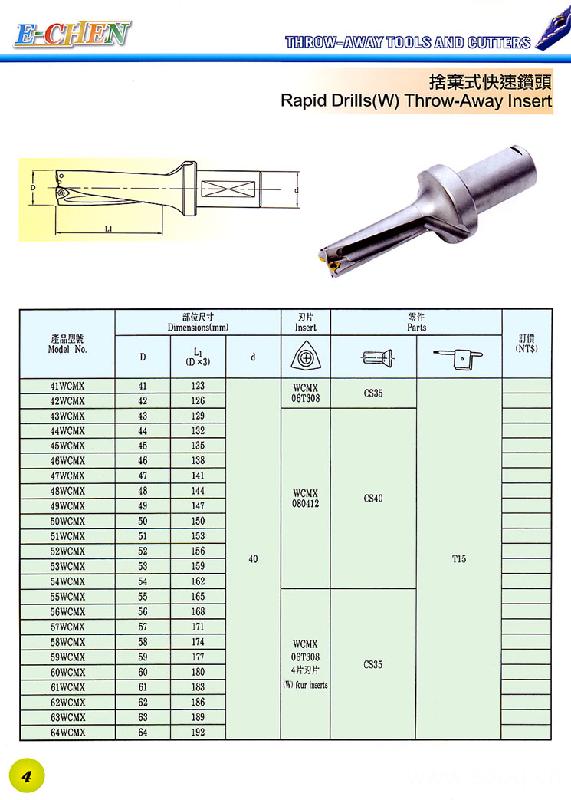
舍弃式快速钻头
舍弃式快速钻头
钻头
孔加工
阅读全文
黛杰钻头系列
俗曰“没有金刚钻,就别揽瓷器活”。黛杰“比梦钻”是当今世界上绝无仅有的产品,高新技术的象征,为地地道道的“金刚钻”。“比梦钻”的出现表明了世界钻头的制造水平又上了新台阶,也正应验了黛杰钻头始终引领着世界钻削加工发展的潮流。 有极佳的切削性能,而且特别..
钻头
孔加工
阅读全文
加工长切屑材料的硬质合金钻头
加工长切屑材料的硬质合金钻头 Big Kaiser精密工具公司推出用于钻削加工长切屑材料(如钢、铸铁、有色金属等)的硬质合金钻头Quadro 15 Plus。该钻头的几何形状是基于该公司的Quadro Plus Sphinx钻头,采用15°螺旋角。由于钻头具有高刚性,使其能够以低切削力、高进给率..
钻头
孔加工
阅读全文
无毛刺加工钻头
E-Z Burr公司的无毛刺加工钻头以前仅限于客户的特殊订货。现在,该钻头已形成直径为φ9.5mm(φ0.374")以及更大直径的标准系列,广泛应用于汽车和金属加工业,特别适合对钻孔有无毛刺要求的加工。由于该钻头可在一个单行程中就能进行钻孔、去毛刺加工,因此不仅节省..
钻头
孔加工
阅读全文
金刚石薄壁钻头
人造金刚石钻头广泛应用于地质勘探、岩心取样、墙壁钻孔、管道安装、玻璃、电熔锆刚玉砖、钢筋混凝土样件及道路钻孔施工作业及其他非金属材料的钻孔加工。具有加工成本低、钻孔质量好等优点,在经济建设中发挥着不可替代的作用。 我所人造金刚石钻头从研制到规模化生产..
钻头
孔加工
阅读全文
整体硬质合金钻头
整体硬质合金钻头 优质的棒料先进的制造工艺确保了产品优异的钻削加工性能;完善的、系列化的标准产品:麻花钻、内冷麻花钻、定心钻、中心钻、三刃钻、锥柄麻花钻、阶梯钻、直槽钻,可为您实现高效的钻孔加工提供最优的选择;同时,您还可依靠株洲钻石在钻削加工解决方..
钻头
孔加工
阅读全文
RT 100 U型整体硬质合金RT钻头
德国钴领公司推出的RT 100 U型整体硬质合金RT系列钻头有3倍、5倍、7倍长径比的钻头可供选择,适合加工长、短屑材料,如结构钢、淬硬钢、铸钢、热处理钢、强度≤1200N/mm2的合金钢以及碳钢、青铜、铸铁和硅铝合金等。 (2)性能优势 采用钴领公司特别研制的超细晶粒硬质..
钻头
孔加工
阅读全文
maford(美福)高性能硬质合金钻头
200系列 简介:专为硬度达42-65HRC的超硬钢而设计 205系列 简介:适合于所有材料的高性能钻头 229系列 简介:专为铝、铸铁等材料而设计的高性能3刃硬质合金钻 280系列 简介:铸铁类材料高效加工用实心硬质合金钻 267系列 简介:不锈钢、高温合金加工用实心硬质合金钻
钻头
孔加工
阅读全文
精密钻头刀具磨床MODEL: FC-32A
MODEL: FC-32A(双凸轮式) 研磨例:自动定心钻头 (用于切削中心机及钻孔专用机) 特点: 不用预钻小孔、前端的钻腹成一点,切削阻力小、钻头不偏摆,孔径真圆度良好。 操作简单,无需技巧 设定到研磨完成只要1分钟 角度精准,坚固耐用 研磨例 直槽及螺旋槽的螺丝攻( 3、4..
钻头
磨床
孔加工
刀具
阅读全文
精密钻头刀具磨床FC-50N、FC-80N
FC-50N (全自动) FC-80N (全自动) 研磨2、3、4、6槽螺丝攻、取心钻、铰刀…等的前端斜度。 研磨端铣刀的切边及普通钻头改成 阶级钻头的切边 研磨1,3,5槽的螺纹攻 、倒角刀、铰刀 研磨阶级钻头 研磨平衡校平器 在FC-50N的机器上、研磨端铣刀 (2、3、4、6、12槽)的前端只..
钻头
磨床
孔加工
刀具
阅读全文
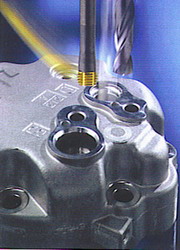
用于汽车制造的高速和干切削钻头
由于汽车制造业的快速发展及环保法规的日益严格,迫切需要高速加工和干式切削加工。 随着制造方式的转变,在新生产设备的规划阶段,越来越多地出现了“干加工”的问题。干加工或在加工时使用很少雾状冷却剂可以节省对中央冷却系统的投入,它占了总投入的大约10%。 现代..
钻头
孔加工
汽车
阅读全文
新型钻头降低高温合金加工费用
J.F. Frederick公司以往在Inconel 718高温合金零件上加工直径为4.76mm的孔时,需经过钻中心孔、钻孔和铰孔三道工序,而且钻孔时只能选择8.5m/min的切削速度,并在平均钻18个孔后就需对刀具进行重磨。 为了降低生产成本,J.F. Frederick公司决定使用Kennametal公司新开发..
钻头
孔加工
阅读全文
三菱新型深孔钻头
三菱综合材料株式会社日前推出其最新型的Miracle WSTAR钻头,其钻孔深度可达钻头直径的8倍。 该超硬整体钻头采用半径较大和较小的两部分的沟槽设计,成功减去以往因分步加工而带来的多重工序,钻头一次推送即可完成到终点的切削,同时稳定性较高。该产品在微粒..
钻头
孔加工
阅读全文
带内冷液供应整体硬质合金高性能钻头
带内冷液供应整体硬质合金高性能钻头 ALPHA 4 TFT 8倍径 或 12倍径是适合钻深达8或12倍径而无须退刀的理想刀具。切削短和杰出的排屑性能确保了工艺的高可靠性以及优秀的孔质量。 新的8倍径和深孔钻在加工钢,铸铁和有色金属材料时无须退刀 应用场合: 钢和铸铁材料 有色..
钻头
孔加工
阅读全文
Σ-DRILL-CAST铸铁加工专用钻头
西格马钻头・铸铁型性能(寿命比较) 工件材料 FC250 钻头 FC-DDSM085(φ8.5mm) 设备 立式MC 切削速度 100mm/min 每转进给 0.25mm/r 进给速度 940mm/min 孔深 25mm(通孔) 切削液 水溶性 特点 钻头刚性好 钻芯厚度为直径的50%左右、采用铸铁加工专用材种,刚性和寿命得以极..
钻头
孔加工
阅读全文
性能优良的高效钻头—“魔钻”
引言 目前,可用于高速加工的刀具产品越来越多。高速加工意味着高切削速度和高切削效率。在铸铁的车削加工中,切削速度已可达到1000m/min。在钻削加工领域,虽然硬质含金钻头的使用已相当普遍,但高速钢钻头仍占有较大份额。就切削速度而言,钻削加工仍明显落后于车削和..
钻头
孔加工
阅读全文
ISCAR变色龙钻头
提高生产效率同时降低生产成本是金属切削追求的目标。ISCAR公司新近推出了变色龙刀具系列,其别具一格的刀体设计,扩展了在刀具整体中造价较高的刀体的通用性,一种刀体能使用多种不同形状的刀片,从而实现了较少的刀体满足多种不同加工的要求。下面对该刀具系列中的变..
钻头
孔加工
阅读全文
住友电工开发销售兼具高效化和长寿命的新型硬质合金钻头
住友电工超硬合金株式会社开发了可实现高效化和长寿命的钻孔加工用硬质合金整体钻头“超级多功能钻头(Super Multidrill)T型、HT型、XHT型”,并已开始销售。 超级多功能钻头(Super Multidrill)T型、HT型、XHT型 在汽车产业为主的制造业中,为降低总成本,需要不断追求加..
钻头
孔加工
阅读全文
HPF挤压丝锥和HPF底孔钻头
HPF挤压丝锥由两个部分组成,一部分是具有高扭转刚性的“弹性”钢质柄,另一部分是采用超细颗粒材 质耐磨性能好的挤压刀头,挤压刀头采用TiCN-PLUS涂层技术,与钢制刀柄连接性能好。由于挤压螺纹所产生的高扭矩将由刀头传递至刀杆,所以加工时可以使用更高的切削速..
钻头
螺纹加工
孔加工
阅读全文
三菱新型深孔钻头
三菱综合材料株式会社日前推出其最新型的Miracle WSTAR钻头,其钻孔深度可达钻头直径的8倍。 该超硬整体钻头采用半径较大和较小的两部分的沟槽设计,成功减去以往因分步加工而带来的多重工序,钻头一次推送即可完成到终点的切削,同时稳定性较高。该产品在微粒..
钻头
孔加工
阅读全文
HARTNER公司-生产精密钻头
HARTNER 是一家专门生产精密钻头的德国企业. 自1879成立以来,一直继承发扬着生产高精度产品这一传 统。不断完善产品的功能、用最节省的方法为您解决孔加工问题是我们一贯所追求的目标。 我们精于制造各种钻头类工具, 并已成为该领域内为数不多的领先者之一。在样本中,..
钻头
孔加工
阅读全文
XPS-16 数控钻头刃磨机
技术说明 1、产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。 3、钻尖类型:标准型、圆锥型、X形横刃、R形..
钻头
孔加工
阅读全文
V390 钻头刃磨机
技术说明 1、产品特点:经济、方便、简单。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。钻柄长度不限。可以调节刃磨量。 3、刃磨直径范围:3-19mm 4、刃磨角度:118°-140° 5、刃磨范围:横刃、切削刃..
钻头
孔加工
阅读全文
XT3000 多功能精密钻头刃磨机
技术说明 1、产品特点:用途广泛、操作简单、保高精度、集多功能 2、刃磨性:可以刃磨2槽麻花钻、钻头材质为高速钢、镀锡钻、钴钻、硬质合金钻 (需选用金刚石砂轮)可以根据需要调节刃磨量。 3、刃磨范围:横刃、切削刃。 4、刃磨直径:3-30mm。 5、刃磨角度:90-150度..
钻头
孔加工
阅读全文
XPS-16 数控钻头刃磨机
技术说明 1、产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。 3、钻尖类型:标准型、圆锥型、X形横刃、R形..
钻头
孔加工
阅读全文
新开发的超小直径钻头
住友电工公司开发出一种超细晶粒硬质合金“XF1”,粒径仅为ф0.05~0.2µm,该钻头专门用于印刷电路板极小孔的高效率加工。在通常情况下,硬质合金原料处于粉末状态时,可以保持很小的粒径,但在合金压制过程中,粒晶将不断增大。住友公司采用新开发的专利技术,可以抑制..
钻头
孔加工
阅读全文
机夹钻头设计新思路
孔加工刀具的设计是一个需对许多技术难题进行相互协调的复杂过程。 Seco Carboloy 公司 ( 位于美国密歇根州 Warren )钻削产品经理 Goran Melin 说, “ 往往是某一方面的技术难题得到解决,必然会在另一方面产生新问题。 ” 这些需要协调的诸多方面,通常包括刀具寿命..
钻头
孔加工
阅读全文
首页
上页
14
15
16
17
18
19
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
开启报名| 2024 ANCA年度刀具大赛
诚邀6月DMC参观 | 一汽模具制造——致力于提供白车身极致解决方案
轮毂单元钻孔—OSG有自己的提案
负载升级,应用更广 | 库卡KR CYBERTECH nano弧焊机器人铸造工业焊接未来
全球第一!中国造船业综合竞争力全面超越韩国
美国:半导体关税从25%提高到50%
2024年4月汽车工业产销情况简析
直播中|欧特克Autodesk工程建设行业高峰会云上起航!
Inventor 支招 | 打开螺丝刀部件,并检查模型
5 月 23 日 | 万“像”新生 在线启航,一起探索设计新视界!
CREAFORM 形创科普台 | 探索结果,揭露真相:就检测时间的节省情况对两种 3D 扫描计量解决方案进行基准测试
埃克森美孚与英特尔宣布战略合作,共同推进数据中心浸没式冷却解决方案
西门子医疗与西安大兴医院宣布建立为期八年的价值合作伙伴关系
数据简报 | 2024年4月商用车产销情况简析
促进“金砖国家”产业转型升级 | 力劲智能化、数字化、绿色化制造解决方案亮相巴西
展商风采 | 安博科-全球性金属解决方案专家
展会预告 | 5月20-22日,igus与您相约药机展
igus收购传感器公司Atronia,布局智能塑料的低成本量产
株洲钻石 车削应用 YB6315/YB6325
AI大模型赋能消费电子产业 提速行业迭代和创新
数字化赋能消费品工业提质增效
诚邀6月DMC参观 | GF加工方案——提供高精密制造专业解决方案
壳牌与星临签署框架合作协议
助力汽车制造绿色转型|力劲一体化压铸及后加工解决方案亮相2024立嘉国际智能装备展览会
千亿市场待挖掘!航空「发动机」表面精密加工,以先进技术竞逐蓝天梦
第十六届中国国际机床工具展览会-参展观众网上登记指南
API Radian激光跟踪仪机器人天轨直线度高效检测应用纪实
中车株机与匈牙利公司Acemil达成合作,将在匈设厂
2025第27届韩国国际模具及相关产业展 INTERMOLD KOREA 2025
利勃海尔-航空因其为国产大飞机C919提供起落架系统荣获商飞优秀供应商奖项
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工