孔加工在工业加工中是一种常用的加工方式,一般分为钻孔,铰孔,扩孔,镗孔,拉孔;文中介绍孔加工的几种方法以及各自等特点,希望能帮助企业找到合适的加工方式。[阅读全文]
PVD 涂层与CVD 涂层也有着各自不同的特点及应用领域。CVD 涂层沉积温度较高,达1000 摄氏度。高的沉积温度对刀具基体材料会造成一定影响。目前只能应用于部分切削刀片的涂层。此外CVD 涂层过程中会产生化学废液,因此不环保。CVD 涂层的优点是可沉积很厚的涂层(厚度可达20μm以上),附着力好,并且可沉积Al2O3 涂层材料。[阅读全文]
通过化学或物理的方法在刀具表面形成某种薄膜,使切削刀具获得优良的综合切削性能,从而满足高速切削加工的要求;自20世纪70年代初硬质涂层刀具问世以来,化学气相沉积(CVD)技术和物理气相沉积(PVD)技术相继得到发展,为刀具性能的提高开创了历史的新篇章。涂层刀具与未涂层刀具相比,具有显著的优越性:它可大幅度提高切削刀具寿命;有效地提高...[阅读全文]
车床上铰削螺纹,一般将板牙装在专用工具上,放在车床尾座锥孔内铰出工件上的小螺纹。每次铰扣时,必须拉动车床尾座,非常费力。当铰制长螺栓时,就不能用车床尾座。为此,设计制造了图所示夹具,将圆板牙用紧固螺钉1固定在板牙套2的内孔中。将刀杆3安装在车床方刀台上,并找好中心,记下横拖板千分箍的刻度。然后把板牙靠近要铰扣的工件头部,...[阅读全文]
所选用的刀具夹头是否合适,可能会决定加工出的是合格零件还是废品。经验法则是:对于特定的加工,应尽可能缩短由刀具夹头和刀具组成的工具系统的长度。[阅读全文]
金刚石工具绝大多数采用粉末冶金工艺制造。国外优质金刚石工具大多采用超细钴粉作为金刚石颗粒的粘结剂(胎体)。在上世纪90年代中期,国外首次提出了金刚石工具中使用超细预合金粉末的新概念,并于1998年预合金粉末作为钴基胎体的替代品真正应用在金刚石工具中。预合金粉末是由多于一种金属元素,经过湿法冶金工艺制成的成分均匀的合金粉。粉末...[阅读全文]
TiN(氮化钛)涂层不仅具有耐高温性(约600℃),而且还具有高度耐磨损性和耐腐蚀性。适用于切削工具、模具和钢丝钳等,具有用途广泛的优点。[阅读全文]
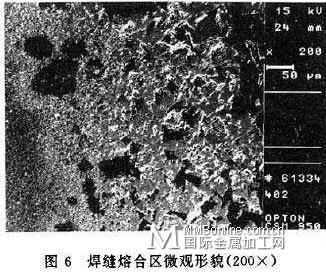
讨论高含钻量的YG18硬质合金的激光焊接性能。以Cu作为填充材料,通过激光热导焊可以获得良好的钎焊接头。在激光深熔焊模式下,焊缝上部两侧WC的部分熔化不会导致明显的缺陷,焊缝下部则形成与热导焊模式下相似的钎焊缝。[阅读全文]
螺纹加工是生产流程的终端工序之一,螺纹加工中的质量问题有可能使之前已经过昂贵加工过程的工件毁于一旦。在竞争激烈的市场环境下,要求实现快速、有效和可靠的螺纹加工。高效螺纹加工(High Performance Threading, HPT)是指在攻丝和螺纹成形加工时采用高效切削(HPC)技术,它需要考虑所有相关要素,而不仅仅只是刀具。[阅读全文]
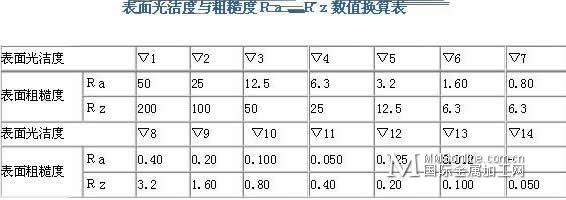
经机械加工后的零件表面,不可能是绝对平整和光滑的,实际上存在着一定程度宏观和微观几何形状误差,一般用粗糙度值来表示,所以表面粗糙度是反映微观几何形状误差的一个指标,表面粗糙度值即微小的峰谷高低程度及其间距状况。以前,加工表面粗糙度被称为表面光洁度[阅读全文]