麻花钻最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
麻花钻
>
麻花钻最新资料
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
欧士机
麻花钻最新资料 第2页
麻花钻S刃钻尖的特点及其应用
麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2Ø)决定了前角g的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。
麻花钻
孔加工
刀具
机械
阅读全文
麻花钻钻孔常见问题有哪些?原因及解决办法汇总
我们在使用麻花钻钻孔时,常会发现钻出的孔不符合要求。这是什么原因呢?又该怎样解决呢?接下来,小编为您详解麻花钻钻孔常见问题有哪些?原因及解决办法汇总,希望能对大家有所帮助。
麻花钻
孔加工
刀具
模具
阅读全文
麻花钻维护及保养方法介绍
麻花钻在使用时先将横把部件螺栓接头插入钻头部条活动连接螺母定向槽内,逆时针方向旋紧连接螺母,即可插入预定钻孔地区用手加压以顺时针向旋入土壤中,每旋约200~250毫米即向上提拨钻孔(若过深提拨时会很费力而不方便)、剔下钻头螺旋中土、此土即为离该地段距离的土样..
麻花钻
孔加工
轨道
阅读全文
简析麻花钻的几何角度与刃磨精度的关系
麻花钻主切削刃上选定点的主偏角,是在该点基面上主切削刃投影与钻削进给方向之间的夹角。由于麻花钻主切削刃上各点基面不同,各点的主偏角也随之改变。麻花钻磨出顶角2Φ后,各点的主偏角也就确定了,它们之间的关系为tan=tanΦcos式(2-2)----选定点的端面刃倾角,它是主..
麻花钻
孔加工
刀具
机械
阅读全文
用麻花钻锪沉头孔的方法
用麻花钻锪孔首先要保证刀具在被锪孔内的定心和切削工作过程中的平稳性。将麻花钻的切削部分修磨成适当的几何形状就可以改作锪钻。锪孔的质量好坏与刀具切削部分的几何形状正确与否有密切关系。如果刀具切削部分的几何形状不正确,锪孔时刀具不定心,工件上所锪出的孔会..
外圆磨床
麻花钻
磨床
孔加工
刀具
机械
阅读全文
通过转动试验测定麻花钻的过程力
孔是最重要的切削加工工艺之一。在典型的转动部件上,钻孔加工的时间约占30%。无论是在钻孔时还是车削时,钻刃或刀刃在一般情况下总是处在连续的切割中,而且使用的也是同样的刃具材料,因而就这一点而言,钻与车的过程是相似的。
麻花钻
孔加工
润滑
模具
阅读全文
轴向定载荷麻花钻的切削试验方法
我国机械行业标准JB/T50189-1999是国通行的麻花钻切削寿命试验规范。该标准对试验用的麻花钻、试坯、切削液及其它保证试验条件一致性的各项因素和试验数据的处理方法都做了严格的规定。大家都很熟悉就不一一赘述,只是为了和下面介绍的试验方法相比不得不啰嗦以下两句:..
麻花钻
孔加工
机械
阅读全文
麻花钻正确操作方法及技巧
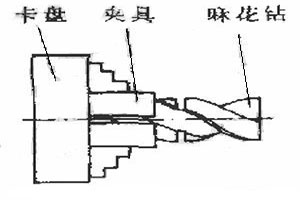
麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钻头材料一般为高速工具钢或硬质..
麻花钻
孔加工
机械
阅读全文
直柄麻花钻的轧沟磨背工艺
直柄麻花钻的成形国内普遍采用轧制工艺。该工艺的最大优点是生产效率高,能充分利用原材料;加工出的钻头坯体内部组织具有纤维连续性,且晶粒细化,碳化物分布均匀,红硬性高。但轧制工艺也有着明显的缺陷,即钻头坯体极易轧裂。以我厂生产为例,在通常情况下,直柄麻花..
麻花钻
孔加工
机械
阅读全文
瓦尔特研发适应航空复合材料孔加工的PCD高性能麻花钻
在航空航天领域及其他行业,复合材料的使用在不断增加。瓦尔特刀具(Walter Tools)针对这些材料开发出了专用的特殊刀具产品:PCD高性能麻花钻。
复合材料
麻花钻
孔加工
刀具
航空
阅读全文
麻花钻加工精孔有妙招
在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,表..
麻花钻
孔加工
机械
阅读全文
EMUGE公司浅谈麻花钻磨损
硬质合金麻花钻在切削过程中将逐渐产生磨损,当麻花钻磨损达到一定程度时,可以明显地发现切削力加大,切削温度上升,切屑颜色改变,甚至产生振动。同时,工件尺寸也可能超出公差范围,已加工表面质量也明显恶化。因此麻花钻的磨损和耐用度关系到钻削加工的效率、质量和..
麻花钻
孔加工
刀具
航空
阅读全文
麻花钻问答精粹
麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。麻花钻是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。麻花钻可被夹持在手动、电动的手麻花钻持式钻..
麻花钻
孔加工
阅读全文
欧士机WDO-SUS钻头加工案例
WDO-SUS钻头是一款在加工不锈钢•钛合金时,能在高效率的条件下,实现长寿命化稳定加工的钻头。在位难加工材料所困扰的客户,请务必尝试一下此款产品。
欧士机
麻花钻
钻头
孔加工
刀具
阅读全文
株洲钻石携新品闪亮亮相CIMT2015 展位号:E3-502
株洲钻石CIMT2015展位号:E3-502 新一代通用加工麻花钻:GD系列 GD系列 ●优化的钻尖结构,切削性能更佳 ● 直线型切削刃, 强度高 ● 切削仿真与试验结合,综合性能更优 ● 双刃带设计,提高了加工稳定性 应用范围: 通用性强,能实现对P 类( 钢)、M 类( 不锈钢)、K 类(..
株洲钻石
CIMT
CIMT2015
麻花钻
车床
车刀
铣刀
孔加工
刀具
阅读全文
株洲钻石新一代通用加工麻花钻GD系列
稳定持久的刀具寿命、优异的加工精度、良好的断屑性能。 ◆直线型切削刃,强度高,优化的钻尖结构,切削性能更佳。 ◆切削仿真与实验结合,优异的结构设计,综合性能更佳。 ◆双刃带设计,提高了加工稳定性。 ◆专业的涂层后处理技术,保证低阻高效加工。 株洲钻石切削..
株洲钻石
麻花钻
孔加工
阅读全文
麻花钻S刃钻尖的分类及特点
麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2θ)决定了前角的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。
株洲钻石
麻花钻
孔加工
刀具
机械
阅读全文
新一代通用加工麻花钻GD系列
稳定持久的刀具寿命、优异的加工精度、良好的断屑性能。 ◆直线型切削刃,强度高,优化的钻尖结构,切削性能更佳。 ◆切削仿真与实验结合,优异的结构设计,综合性能更佳。 ◆双刃带设计,提高了加工稳定性。 ◆专业的涂层后处理技术,保证低阻高效加工。 欢迎致电公司..
株洲钻石
麻花钻
孔加工
阅读全文
株洲钻石新品1588SL深孔麻花钻
株洲钻石切削刀具股份有限公司(以下简称公司)。我公司能为客户提供各种标准和非标准的新的物理、化学涂层、金属陶瓷和超硬材料等牌号的高精度车削、铣削、镗削、钻削、切断、切槽和螺纹加工的可转位数控刀片及配套的高精度刀具,同时提供各种高质量焊接刀片、机夹刀片..
株洲钻石
麻花钻
孔加工
刀具
汽车
航空
模具
阅读全文
天工成功之道—演绎“变”与“不变”的辩证哲学
天工的成功之道成功演绎了“变”与“不变”的哲学,在取舍有道中创造了一个民营企业发展壮大的传奇故事。“责任”、“诚信”和“信念”使得天工在风云诡谲的市场中得以立足和发展,“技术”、“战略”和“管理”给天工带来了市场份额的扩大和产业结构的升级。如今的天工..
麻花钻
钻头
螺纹加工
孔加工
阅读全文
MQL麻花钻对曲轴油孔的高效绿色加工
MQL麻花钻加工曲轴油孔具有效率高、节拍快、污染少、加工表面质量好、无需复杂的冷却循环配套设备及钻磨支撑部件等优点。这些优势在我厂多年的实际生产中得到了充分的体现,值得推广。
麻花钻
孔加工
机械
阅读全文
怎样利用麻花钻来进行精孔加工
进行精密零件精加工时, 可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。本文介绍了怎样利用麻花钻来进行精孔加工。
麻花钻
孔加工
润滑
机械
阅读全文
锥柄麻花钻的介绍与应用
锥柄麻花钻 是应用最广的孔加工刀具。通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。 锥柄麻花钻不同于直柄麻花钻,锥柄麻花钻柄部是有锥度的。不同规格的麻花钻,拥有不同的莫氏锥度。 莫氏锥度是一个锥..
麻花钻
孔加工
阅读全文
高速钢麻花钻的改进及选用
用钻头钻孔、尤其是钻深孔时,存在着刀具刚度和导向性差以及切屑难以从孔中排出等问题。作者根据在工厂中长期积累的经验,详细分析了针对不同情况改进高速钢麻花钻头的途径及其合理使用的方法。
麻花钻
孔加工
机床
刀具
润滑
阅读全文
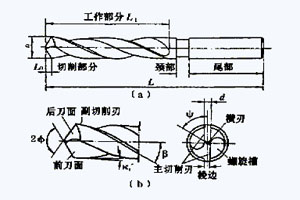
花钻切削部分的组成和主要几何角度
用摇臂钻床进行钻孔工作时,会频繁用到麻铧钻头。麻花钻的切削部分可以看成是由正、反两把车刀组成,钻头的前面、主后面、副后面、主切削刃和副切削刃都各有两个,并有一个横刃。 麻花钻的主要几何角度包括螺旋角、锋角、前角、后角、横刃斜角等。 (1)螺旋角β 钻头上..
麻花钻
钻头
孔加工
阅读全文
山特维克可乐满---引领钻削加工新潮流
山特维克可乐满 经历了从高速钢、传统麻花钻到高科技钻削加工的年代。1977年问世的可转位钻头开启了高性能刀具的探索之路。迄今为止,山特维克可乐满已经在这类钻削产品中取得了三大里程碑式的发展。今天,山特维克可乐满的创新是开发另一类完全不同的高科技钻削解决方..
山特维克可乐满
麻花钻
加工中心
车床
钻床
车刀
孔加工
刀具
阅读全文
五金刀具产品选择挑战高端先进技术
现在我国刀具生产供销情况是,高端先进刀具产品主要依靠从国外进口,而低档刀具产品恶性膨胀大部出口,这种情况必须尽快改变。我国机械制造业生产中大量使用标准刀具,而发达国家则大量使用高效先进刀具,致使我国加工效率远低于国外。 我国机械加工类中的高效刀具品类..
麻花钻
孔加工
机床
刀具
阅读全文
多马:百年企业,质量与创新至上
2012的脚步渐行渐远,2013如期而至,多马公司也迎来百年庆典。一百年前多马公司在英国成立,刚开始时称之为谢菲尔德麻花钻公司,此后,多马公司迅速在质量、创新和品牌领导力等方面树立了声望。直至今天,这些价值观仍然是公司理念的真正核心。从一个只存在于单一市场上..
麻花钻
铣刀
孔加工
刀具
阅读全文
美国“螺旋多级刀具(高性能铣刀)”专利 5000万起拍卖
据了解,由山东泰安的中国公民李仕清持有的美国“螺旋多级刀具(高性能铣刀)”专利将走上拍卖会,起拍价5000万元人民币。在世界范围内,美国专利证书最难取得,李仕清的这个专利,经过美国三次严格复审,才得以通过,这项专利构思巧妙,通过复合刃的设计极大提高铣刀的..
麻花钻
铣刀
孔加工
刀具
阅读全文
高速钢麻花钻头与普通钢焊接
高速钢麻花钻头与普通素钢柄 相接,是异种材料的焊接,其主要困难是两种材料的化学成分,力学性能不同,在焊缝区容易产生裂纹,经试验,采取一些必要的措施,可成功进行焊接。
麻花钻
钻头
孔加工
模具
阅读全文
改制小经验:麻花钻改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
孔加工
刀具
阅读全文
株洲钻石:1588SL系列深孔麻花钻
深孔钻削的难题??? 排屑困难,容易堵塞; 切削力和扭矩不平稳,振动倾向大,刀具容易折断,寿命不稳定; 加工孔精度不易保证; 钻头需拥有优良的冷却、润滑性能。 1588SL系列钻削刀具的开发让深孔钻削不再”难“!!! 一、产品特点 优化的槽型结构 优化的槽型结构以..
株洲钻石
麻花钻
钻床
孔加工
刀具
阅读全文
麻花钻可以改磨成锥孔铰刀
在生产中,往往会遇到各种锥度不同的锥孔,没有合适的锥孔铰刀,尤其在单件或小批量生产时,为了减少加工锥孔所用的专用铰刀,以及减少所用的工艺流程和时间,可用普通麻花钻来改磨成锥孔铰刀,经多次使用,效果很好。 改制的方法:将标准的麻花钻,在磨床上磨成所需铰..
麻花钻
磨床
孔加工
刀具
阅读全文
2012年我国机床刀具发展形势研究分析
近年来,我国机械加工中使用的高效先进刀具,大部分是从国外进口的含外国资企业在中国生产的刀具。我们现在也出口不少刀具,但主要是廉价低档的标准刀具。2004年我国生产刀具约25亿件,其中20亿件是廉价低档刀具大部分出口,这以后几年出口的仍基本是中低档刀具。 在美..
麻花钻
孔加工
机床
刀具
汽车
机械
阅读全文
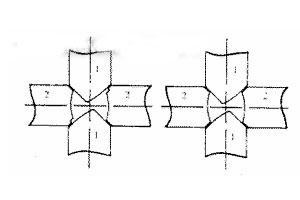
群钻的概念
将标准麻花钻的切削部分修磨成特殊形状的钻头。群钻是中国人倪志福于1953年创造的,原名倪志福钻头,后经本人倡议改名为“群钻”,寓群众参与改进和完善之意。标准麻花钻的切削部分由两条主切削刃和一条横刃构成,最主要的缺点是横刃和钻心处的负前角大,切削条件不利。..
麻花钻
孔加工
阅读全文
刀具的材料以及它应具备的性能
刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。使用碳工具钢作为刀具材料时,切削速度只有10m/min左右;20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟一..
麻花钻
螺纹加工
孔加工
刀具
阅读全文
五金学堂:麻花钻加工精孔操作技巧
在加工机械零件上的一些较高精度的孔时,可以用麻花钻钻扩孔来替代扩铰孔,尤其在加工非标准精孔时,就显得操作更方便,能适应各种不同的金属材料的加工。麻花钻钻扩孔是经改磨过的钻头在已有孔的基础上,再经扩钻加工的一种精加工孔的操作,简称钻精孔。其精度达H7,表..
麻花钻
孔加工
机械
阅读全文
高速钢麻花钻头与普通碳素钢的焊接
1 结构分析 高速钢麻花钻头与普通素钢柄 相接,是异种材料的焊接,其主要困难是两种材料的化学成分,力学性能不同,在焊缝区容易产生裂纹,经试验,采取一些必要的措施,可成功进行焊接。 2 加工坡口 ⑴仔细清除施焊处以及周围的油污,铁锈,氧化物等,直到露出纯净的母..
麻花钻
钻头
孔加工
阅读全文
cnc机床麻花钻的组成标准
cnc机床麻花钻由工作部分、柄部及颈部三部分组成。 (1)工作部分钻头的主要部分,由切削部分和导向部分组成。cnc机床切削部分担负着切削工作;导向部分的作用是当切削部分进入工件孔后起引导作用,也是切削部分的后备部分。cnc机床为了保证钻头的刚性和强度,工作部分的..
麻花钻
加工中心
孔加工
机床
阅读全文
麻花钻加工中心工作部分的几何形状
(1)螺旋槽钻头的工作部分有两条螺旋槽,其作用是构成切削刃、排出切屑和通入切削液。 (2)螺旋角螺旋槽上最外缘螺旋线的切线与轴线之间的夹角。加工中心由于同一个钻头的螺旋槽导程是一定的,所以不同直径处的螺旋角是不同的,越近中心处螺旋角越小。螺旋角实际上就是钻..
麻花钻
加工中心
孔加工
机床
阅读全文
首页
上页
1
2
3
下页
未页
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
GPOWER2022第21届中国(上海)国际动力设备及发电机组展览会
灵活应用数字化技术的新一代马扎克车铣复合加工机INTEGREX系列
2021年中国轴承行业市场供需现状及竞争格局分析 行业整体呈现供大于求局面
智耀江城 | 海克斯康于国际智能制造论坛中发表全新主张
好礼相送 | 2021年海克斯康客户满意度调查活动盛大开启
尖货集结 | 光博会开展首日,那些抢眼的高精装备都在这
海克斯康制造智能2022校园招聘全面启动
我国制造业增加值连续11年世界第一 数字经济势头正劲
2021年中国骨科手术机器人市场现状与发展前景分析
工业机器人来焊接,优势在哪里?
飞机的油箱究竟有多大?居然能飞那么远?
东芝月底将关闭大连马达工厂,已运营30年。。。
国家统计局:8月制造业采购经理指数为50.1%
合作共赢 | 瓦尔特助力 DMG MORI 杭州研讨会
销量达到3.8万台,焊接机器人国产替代加速
2021“力劲杯”高尔夫锦标赛|力劲集团、韩国压铸协会年度行业交流活动圆满结束
触控显示黑科技轮番上阵, 2021深圳国际全触与显示展打造 看(DISPLAY)、触(TOUCH)、听(LISTING)盛会
突破时空,随时随地的在线课堂:形创 E-learning 在线学习平台向用户开放!
工业4.0时代,企业在供应链上应该做出什么改变?
史陶比尔战略合作伙伴Quantum Surgical医疗手术机器人 Epione® 获CE批准
igus轻型iglidur工程塑料直线轴承提高生产效率
易格斯直播 | 高效能的LCA低成本自动化
igus独家 | 室内起重机移动供能全新方案
2021下半年工业机器人市场分析!
API XD LASER激光干涉仪在激光切割机螺距误差补偿领域的高效应用
2021年1~8月船舶工业经济运行情况
工信部正牵头制定“十四五”机器人产业发展规划
模具高手开模的设计思路!
投资上亿!又一机床企业诞生!
如何拯救空压机油“短命”?
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 麻花钻
孔加工
麻花钻
孔加工