模具高手开模的设计思路!
一般来说,确定一个产品能不能开模,应遵循这样的思路:
产品外观及要求→结构→胶口→脱模
为什么是这样?
接下来,我拿一个产品举例说明,整个设计过程中,各种不同因素引起的思路的变化,导致模具设计结果变化过大。
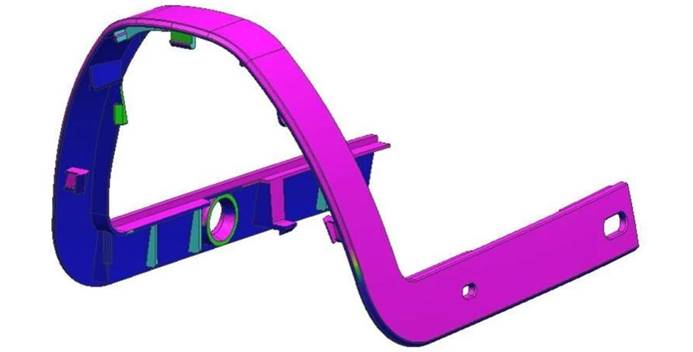

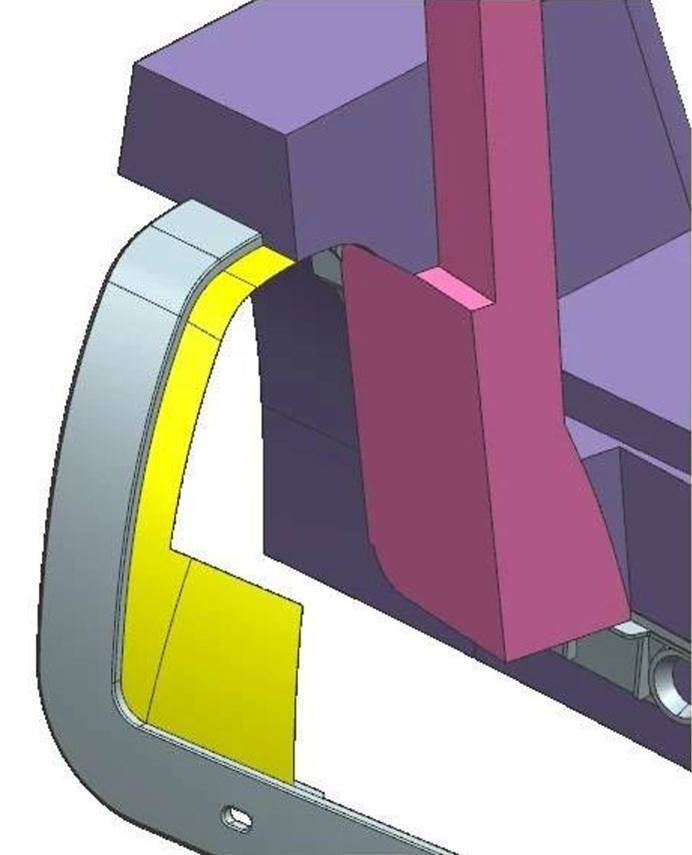
这个产品,拿到手里后,我们先看一下它的主要信息。图中,红色圈处都是倒扣。产品是个装饰条,外观件。除模具结构必须之外,是不允许破坏外观的。
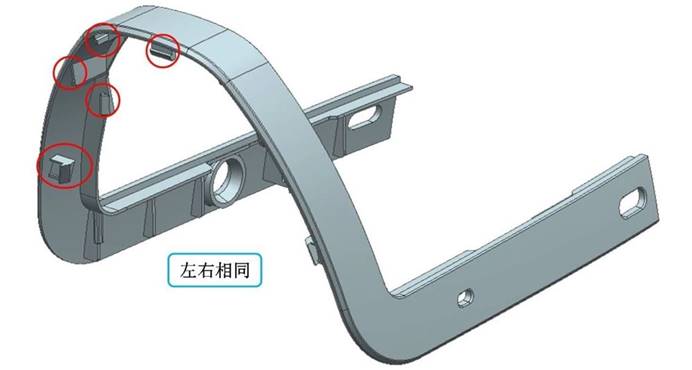
上图中,产品这部份的许多小倒扣,脱模方向一致,因此,考虑做到一个滑块上。

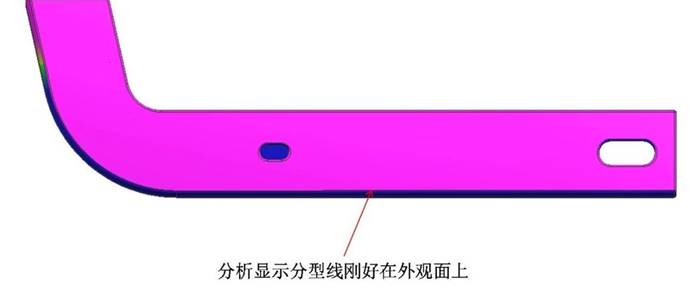
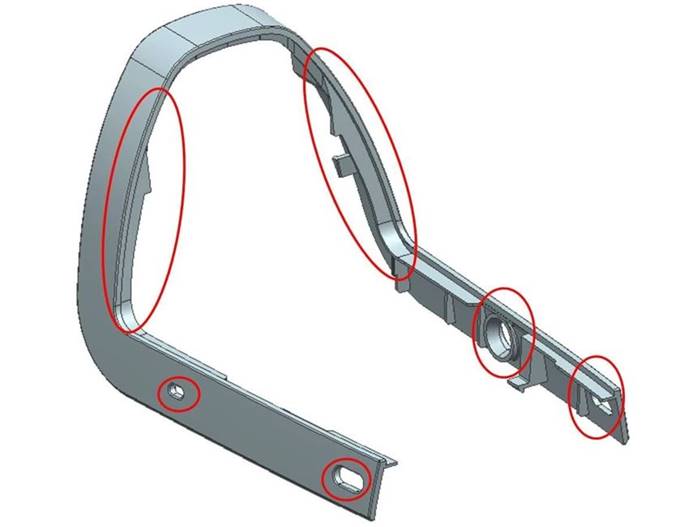
左右两侧有小侧孔是倒扣,而拔模分析显示的两侧分型面,刚好在外观面上。为了最大化的保证外观面漂亮,左右两侧面应考虑整个侧面做整体滑块。分型不能按照拔模分析所示位置,应包到产品底部去,如下图红色线处。
包在这里的原因是因为,若模具生产久了,模具磨损,或者配模时没配好。在分型面的位置容易产生毛边,而产品分型被我们移到里面,这里产生毛边的话,对整个产品质量无影响,这里属于看不见的位置。
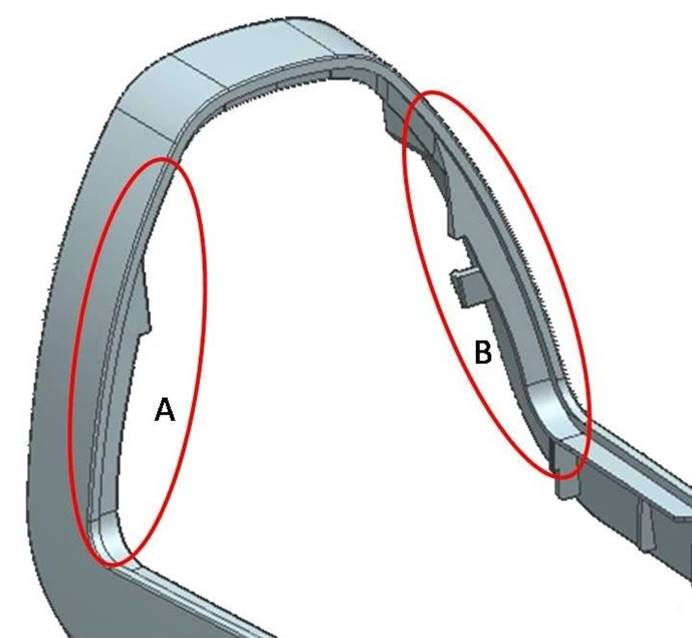
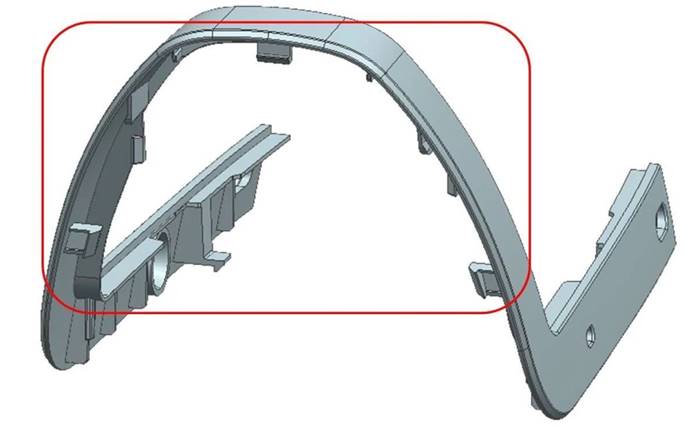
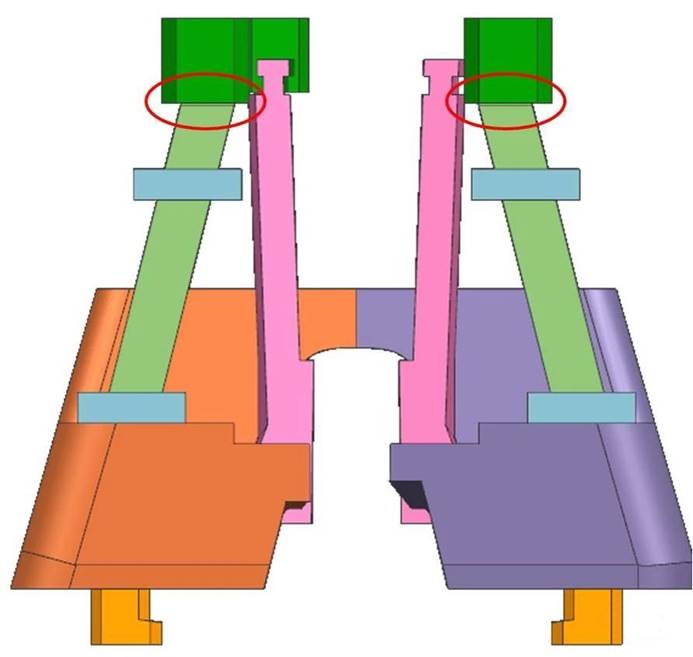
接下来,再看图片上两侧倒扣的地方,这里是这个模具最麻烦的位置。AB两处倒扣,无非是做内滑块或斜顶。
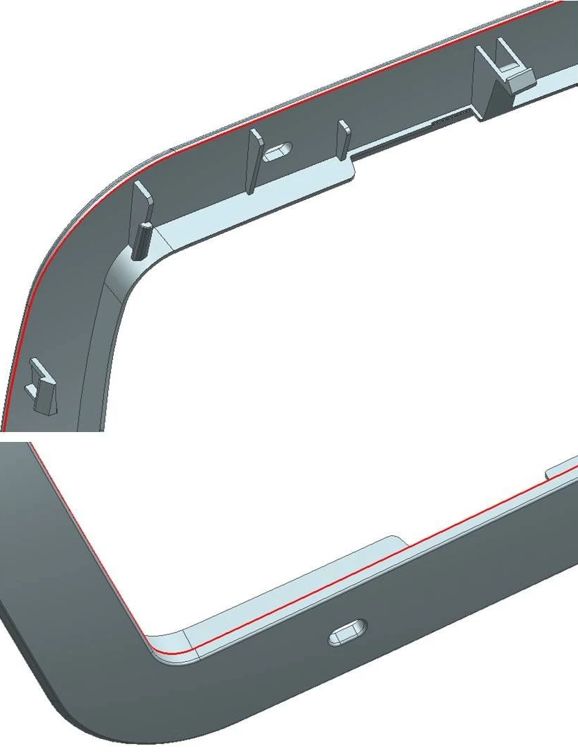
要讲这位置的做法,要和浇口一起讲,因为两者之间有影响。这产品浇口的选择有两个地方比较好,如下图箭头处。
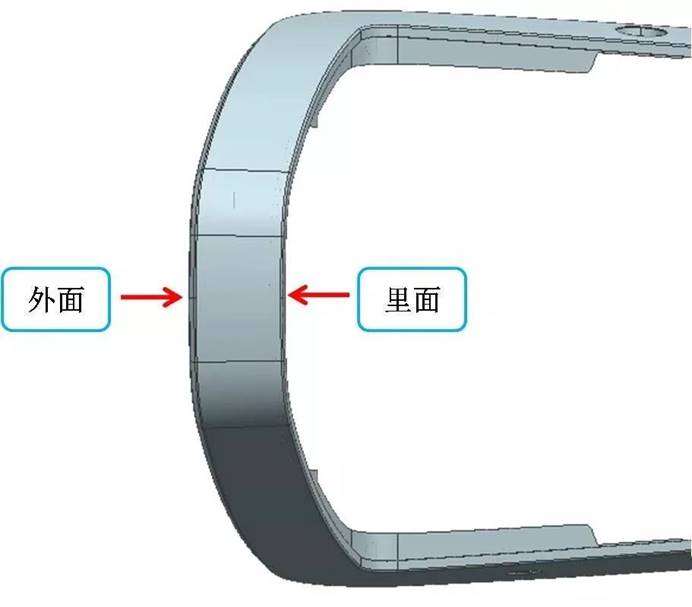
做里面的话,由于中间位置无倒扣,可以做潜伏浇口或牛角浇口,不增加模具难度。而且,做里面,可以大大减小模具偏心量。因此,浇口应选择在里面比较合适。
因浇口在里面,此处做斜顶可以留出更大的空间。在前模增加一组顶针板即可,是比较合理的选择。
看上图分型,前模斜顶有部份在外面两大滑块的下方,若左右两侧大滑块做后模滑块,那么前模斜顶与后模滑块在开模方向会产生位移。模具完全打开后,斜顶停留在前模,与后模脱离。合模时,前模斜顶必须配合分型面同步回位,否则会撞模。
因此,产品两侧面的整体大滑块,必须做成前模斜弹或斜顶,方能保证同步。
到这里,基本上理清思路了,左右两侧做弹簧,中间位置做前模斜顶。
由于斜顶是靠顶针板带动,斜弹是靠自身的拉钩和弹簧带动。由于两者驱动力不同,很难保证完全同步,假如开模时,斜弹先动,势必会拉斜顶与斜弹的封胶面。
如何能保证完全同步呢?
只有两者靠同一驱动力,方能保证完全同步进退。
因此,左右两侧的斜弹应该做到前模顶针板上,这样就能保证两者完全同步。那么,这样做斜弹又变成了斜顶。于是,模具变成了这样子。
左右两侧的斜弹变成了斜顶,但又不完全是斜顶,顶部靠拉钩拉一下。斜弹顶部依装上弹簧。
但新问题出现了,顶针板靠什么驱动?
考虑弹簧驱动,斜弹上面又有拉钩,那么,斜弹顶部的弹簧可以取消,直接在前模回针上装上弹簧即可。如下图。
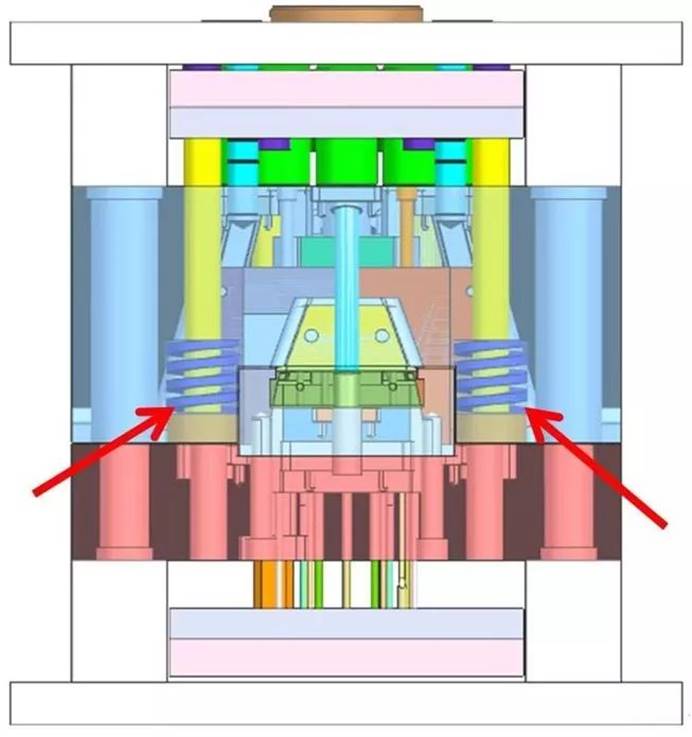
为保证开模时能被完全启动,使受力点不作用在斜弹工字上,我们在前模顶针板底部再加上弹力胶,这样,既不担心弹簧失效,也不担心拉钩间隙。最大限度减少了风险,达到了我们需要的模具要求。
每拿到一个新产品时,均应按这个思路进行下去,这才应该是一名合格的模具设计师应有的思路,或者说思维导图,最大化的掐准重点。
(素彦 前沿数控技术)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
