一把切削刀具的精度取决于生产它的砂轮的精度。因此,制造切削刀具的车间,必须精确地校正和修整砂轮的形状,以便生产出一致的高精度刀具,满足客户越来越精密的零件要求。车间工具磨床的砂轮校正和修整可以采用联机或离线系统,每种系统都各有其优点和缺点。离线修整的专用校正和修整机床是独立的,因此离线修整不妨碍磨削操作。这些机床适应整...[阅读全文]
激光光源对于激光切割系统的生产率具有决定性的影响。然而,并非仅靠激光功率就能理所当然地获得高利润。整个系统的完美配合同样至关重要。并不是所有的激光切割都千篇一律。即便在今天,当这种技术经历了层出不穷的创新之后,相应的机器之间还是存在着显著的差别。客户的立场无庸置疑:他们需要能够以最低的成本生产出高质量切割件的系统,并且...[阅读全文]
激光辅助切屑控制装置能减少加工时间高达70%根据密执安州普利茅斯的AmeriChipInternational,Inc.([暂不可见])总裁MarkWalther介绍,激光辅助切屑控制技术可以降低加工成本高达60%。这种新技术完全消除了长的、带状切屑的形成,而长的、带状切屑,在加工过程中会产生许多问题。通常人们都说,如果你能出切屑,你就能赚钱。但是,产生切屑与产生切...[阅读全文]
内圆磨削与外圆和表面磨削是完全不同的。由于孔内加工的砂轮的外形,加工车间必须特别注意砂轮和工件的接触面积,更要注意砂轮与工件之间的关系——砂轮速度,工件速度,砂轮轴的刚性和其他操作因素。大多数的车间都以为对一个特定的工件来说,选择正确的内圆磨削砂轮只与要磨削的材料有关。然而在很多情况下,这是错误的,Saint-GobainAbrasive...[阅读全文]
总裁BerndJagerAlfredJager在创新的高频移动系统中给予削片机必须的功率,这使得去毛刺更加高效。使用新的主轴可以有更高的旋转速度和进给:来自Ober-Morlen的AlfredJagerGmbH的“高性能主轴”是世界范围内机械工程师所期望的——高生产率,加工品质和可靠性。高效的全面解决方案,Hesse专家支持范围广泛的高频率主轴以及必要的高性能设备,以满...[阅读全文]
托莱多大学机械,行业和制造工程部门(在锻造工业研究基金会和美国钢铁协会(AISI)的管理下进行研究)AliFatemi教授和研究助理MehrdadZoroufi承认:在研发汽车零部件时,不仅要考虑到制造工艺的竞争性,同时还要考虑这样的工艺会否影响该零件的机械性能。当研发的目标零件(打个比方,一个悬架零件)处于安全临界点时,该零件的机械性能必须被...[阅读全文]
过程优化是如今不断发展和不断适变的机加工厂要完成的基本“训练”。提高国际竞争力、缩短零件加工时间以及“恨不能今天订货昨天就生产好”的交货时间要求他们必须这样做。遗憾的是,优化凸轮轴凸角磨削过程从来没有起作用和达到预期目标。其成功率在很大程度上依赖于操作员的经验及直觉。充分考虑已知机床动态约束及凸角轮廓以建议“大概”加工...[阅读全文]
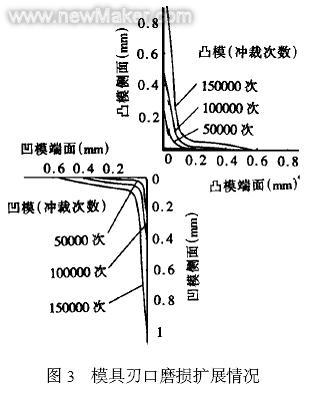
1引言目前电火花线切割机已被广泛应用于模具加工。由于线切割机床加工一般都是在热处理后进行,从而避免了热处理变形、表面脱碳等弊病。有很多模具制造单位,往往是线切割后,稍加研磨就装配使用。还有的不经研磨就直接装配使用,结果经常出现崩刃、折断、碎裂现象,即使不出现上述现象,冲模的刃磨寿命也不长。本文就线切割后模块表面的应力状...[阅读全文]
运动的大功率谐振器、创新的3D刀头以及同步控制旋转卡盘,如今的激光从事多种加工工作,从在微型零件上微切削加工出精细的几何图形,到在单次装夹切削复杂的外形、焊接坡口倒角和孔。正是因为这些性能和其它优点,更多的车间重新审视激光切削。激光加工迅速,具有高材料利用率,并减少了在制品的库存量。无需磨削、保养、购买刀具或者破损后更换...[阅读全文]
摘要介绍了激光快速成型技术的起源和发展,通过精密铸件生产过程质量问题分析和解决方案论述,系统阐述了快速成型蜡模尺寸控制、蜡模变形控制、表面质量控制的要点,对激光快速成型与精铸结合技术在复杂、薄壁、大型精密型号产品领域的应用做出了探索性的研究。关键词:快速成型蜡模熔模精密铸造1引言快速自动成型(RapidPrototyping)技术是近...[阅读全文]