台湾正河源:烧结式平面铣刀具
————创新与速度的切削利器
铣削要素
1、形状
铣削已逐步发展成一种可以加工大理不同工序的方法,除了所有的传统应用外,对于过去用车削、钻削或攻丝的方法加工的孔、螺纹、型腔和表面,现在完全可以通过铣削来完成。

2、零件
工件表面可能比较难加工,带有铸件硬皮或锻造氧化皮。在薄壁或夹紧薄弱导致刚性不足时,必须使用专用刀具和策略。

3、机床
机床对于铣削方法的选择极为重要。面铣方肩铣槽铣可以在三轴机床上进行,而铣削3D轮廓则需要四轴或五轴机床
切削的发展趋势
机床和加工方法
使用五轴加工中心和多任务机订增加灵活性。
较少的欠稳定机床,轻快切削,较低的切削深度。
加工完一个零件所需要的机床,同时调整较少,使用刀具长度长
工件和材料
更强,更轻及更耐腐蚀的材料
薄壁零件
接近最终形状的铸件和锻件
针对铣削的要素及未来的发展趋势,公司致力于发展创新铣削刀具,推出烧结式刀盘,满足客户在不同加工环境,局定的因素发挥切削刀具的最优效率。
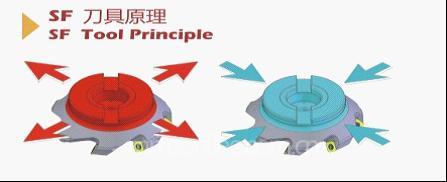
烧结刀盘的特性
●刀盘为特殊合金钢材质,表面涂层处理
●匹配的排屑槽,合理顺畅地排屑
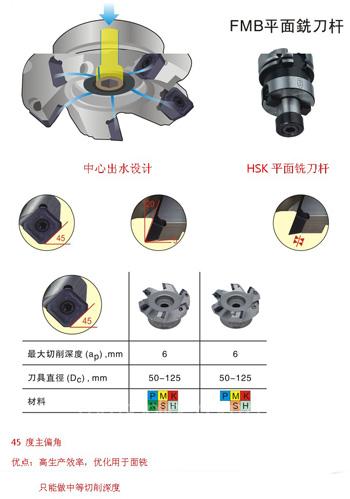
●中心出水设计
●用于高进给 高切深
烧结刀盘的优势
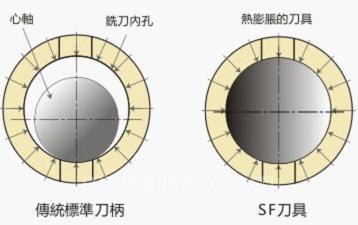
刀杆心轴与刀具内孔搭配缝隙下降为0,刀具近似于钢体结构
1、平面铣刀杆与烧结刀盘的夹持相对于心轴保持同心,刀杆与刀盘装配后的动平衡等级得到了提升。

2、面与面的贴合,通过热涨冷缩原理,清除了间隙,并得到最小化的跳动量。
3、刚性的大幅上升,减少在铣削的过程产生的震动。

4、中心出水孔的设计,易于排屑及散热。
5、降低刀具的采购成本,刀具的寿命提高。
6、整体制程改善,使生效率、表面粗糙度更好
加工实例

销售实例
客户的机台为BROTHER BT30 ,加工的材料为304不锈钢,主要的加工部位是铣上下平面,长为120宽为85。客户原本用直径二十五的直柄铣刀加工,效率过慢,单加工一面,耗费时间长,为提高加工的速率,客户要求我们提供的刀具试刀,开始送去试样的是普通的铣刀盘KM规格。由于加工的材质为不锈钢,且机床的传动方式为齿轮传动,带去的刀盘的试样结果,米速度为200左右,吃深为1MM,加工效率完全不如直径二十五的直柄铣刀,钢性不足,出现震动现象,刀片有崩刃,而且刀片的磨耗快。针对出现在这问题,首先得出的结论是刀片在选型上搭配错误,给客户更换刀片R角及刀片材质。经再次试样,结果还问题还是出现在刀片的磨耗度,客户成本分析,完成无法解决客户的需求。经具体的分析,且公司推出了烧结式平面铣刀具,结合此位客户的加工材质及加工设备,切削难度高,机床刚性不足等局限条件,将新式的烧结刀盘带去给客户试样,装了OM4010材质的刀片,米速度放到250左右,在切削中,声音柔和,断屑均匀,经批量的测试,刀片的耐磨度提升,提高的加工效率是直径铣刀的一倍。


产品配套

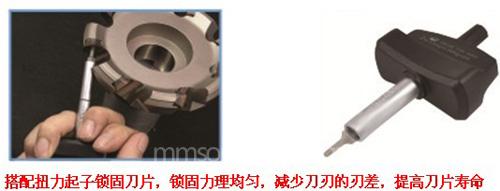
制胜法宝 !!!_搭配双面拘束刀杆,开创切削新纪元!!

1.有效的延长刀杆使用长度。 2.可稳定重切削加工时所产生的震动力 。 3.使用此刀杆加工工件可得到较佳的表面粗糙度。 4.在每次换刀后精度依旧。5.刀杆使用高速加工时、Z轴方向尺寸稳定。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


