夹头最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
夹头
>
夹头最新资料
夹头最新资料 第6页
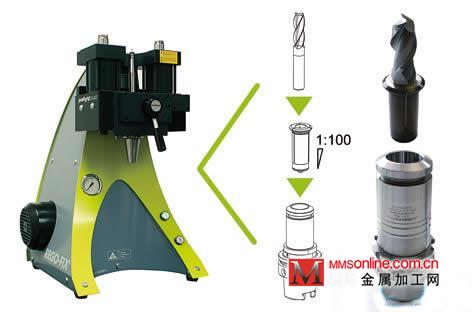
使用powRgrip刀柄夹持系统,产能迅速上升
无振动切削加工要求苛刻的高科技材料 飞机行业的制造商正在面对一些高科技的材料的挑战, 如钛合金、镁合金和加强型’玻璃纤维-铝’的复合材料等。 即使采用高性能的刀具,这些材料也难以以低成本-高效率的方式加工它们。这个挑战显而易见地需要我们审视整个刀具系统,..
夹持
刀柄
刀具
阅读全文
机床淡季 网络营销如何为中小企业“破冰”
2012年,是机床行业冷淡的一年。上半年,我国数控机床行业完成销售产值2673亿元,同比增长41.7%。并且从部分企业利税调查不难看出净利润大多呈现出明显下滑趋势。行业龙头企业沈阳数控机床2012年上半年实现营业收入51.72亿元,同比增长18.61%;实现归属于母公司净利润为..
夹头
机床
阅读全文
刀具夹头与刀具径跳的控制
在钻削和铣削加工中,控制径向跳动对于延长刀具寿命和降低每孔加工成本至关重要。 许多加工车间在做出购买刀具夹头的决策时,都缺少客观的评价标准。它们表示,每一家刀具制造商都宣称自己的产品具有很高的精度、完美的平衡和强大的夹持力。由于可供选择的刀具夹头如此..
夹头
铣床
刀具
阅读全文
现代模具制造中的高速铣削方法
作为现代产品生产的关键工装——模具的设计与生产周期、产品精度和使用寿命,也日益成为企业的新产品开发周期是否具有优势的决定因素。所以中国的模具制造业迎来的是良好的发展机遇,同时也面临着巨大的挑战。 现代模具制造水平的高低、周期的长短取决于多方面技术的支..
高进给铣刀
夹头
铣床
铣刀
刀具
模具
阅读全文
针对模具高速精加工能力的工艺方案
模具的高速精加工依靠如今的机床主轴转速能力是部分可行的。不管使用的设备是小型立式加工中心还是最新的大型卧式加工中心,现在的主轴能很容易地达到10000r/min的转速。这种速度很容易被今天的刀具安全夹持方式所承受,这些夹持方式包括精密弹簧夹头或热胀刀柄、机械或..
夹头
模具
阅读全文
台钻钻夹头使用
钻3.5的孔,钻夹头用不了几天就出现:一、夹不住钻头,三爪完全闭合但夹不紧钻头。二、能夹紧钻头,但是三爪口部磨损太重,夹头被磨成上紧下松,所以孔位不易钻正,而且钻头容易折断;出现这些情况除了换新夹头还有什么办法?这样的夹头怎样修理? 钻3.5MM的孔,要了解..
夹头
钻床
阅读全文
刀具的悬伸效应
对于高速加工,可能需要对加工过程进行与直觉相对立的调整。在发生振颤时,人们自然的反应是降低主轴转速,但事实上增加转速却是一种生产率更高的解决方法。对振颤问题另一种经常想到的方法是换用一种长径比较低的刀具,因为人们认为较短的刀具韧性较高。但是,在某些情..
夹头
刀具
阅读全文
大功率切削刀具夹头的特点与应用
在理想情况下,切削刀具及其刀具夹头在加工中应该表现得像一个整体的、完美平衡的组件一样可靠——但显而易见,这是很难实现的。刀具和刀具夹头是两个单独的部件,仅靠作用于其接口界面的夹持压力而组合在一起,而切削加工时作用于界面处的不同切削力却趋向于将其分离。..
夹头
刀具
机械
阅读全文
德国巨浪MPS型材加工中心在航空领域的应用
以飞机为例,铝型材可用来制造机身结构的机框、长桁、横梁等;在机翼制造时同样会使用到长桁类型材零件;而飞机内部的诸多部件都是靠型材制造的地轨或连接件安装固定在飞机上的;此外,还有很多形状各异的铰链,虽然尺寸不大,但也是由型材类的毛坯加工制造出来的。总之..
夹头
立式车床
车铣加工中心
加工中心
车床
铣床
航空
阅读全文
高速同步攻丝的加工应用
导语 因为切削刀具在加工过程中会产生很高温度,降低了刀具的使用寿命,因此实际的切削速度较低,各种刀具材料需要将高切削性能和高寿命综合起来,高速钢和硬质合金是最常见的。 高速钢具有非常好的强度和韧性,但是其耐高温性能一般。钨基硬质合金通常比高速钢受欢迎,..
夹头
车床
铣床
车刀
螺纹加工
刀柄
刀具
阅读全文
弹簧夹头的使用
在现代复杂的制造环境中,想在最佳状态下保持连续切削加工,大多数工厂都必须经过机床制造商的严格培训,认真学习新设备的加工运动原理、结构特征和使用技巧,方能进行操作使用。尤其对于顶端的技术系统,更是如此。例如,先进的机床控制系统,复杂形状零件的5轴加工程..
夹头
车床
刀柄
机床
刀具
阅读全文
滚子车床的夹头的改进设计
使用专用液压滚子车床车削轴承滚子,往复装夹费时,且加大操作人员的劳动强度。另外,机床运转噪声和耗油量极大,严重影响工作和环境卫生。为此将车床的夹头进行全部改进。 改进后夹头的内螺套装入车床主轴,夹具靠拉杆调节后,使外螺套和轴承旋转不停车进行装夹。去掉..
夹头
车床
阅读全文
工具夹头的认识
工具夹头在各种不同的切削刀具与加工中心主轴之间提供标准连接。它的工作方式与一个可调整的钻夹头类似,就像家庭维修工可以更换手提钻的钻头一样。加工中心的主轴孔和工具夹头的柄部及法兰均按标准制造,这些标准过去25年间在世界范围内得到了发展。总的来说,这些标准..
夹头
刀具
阅读全文
雄克精密夹持系统的光荣与梦想
雄克以其高质的产品博得了在中国同行领域内的赞誉,其刀具夹持产品和卡盘产品早已被客户广泛认知,但雄克的特殊夹持技术和自动化领域的一些新产品还未被国内客户所了解。在2011年CIMT展会,雄克推出NCM自定心电永磁吸盘、真空吸盘、静压膨胀芯轴及多达24点夹持的浮动卡..
雄克
夹持
刀柄
刀具
机械
阅读全文
使用传感器提高刀具主轴夹持效果
刀具夹持装置的功能取决于整个夹持过程的效果。与以往的技术方案相反,一种新型的传感器可以实现无接触作业,并不受与旋转主轴距离的影响。所集成在内部的电子系统还可以实现依照事件控制的状态检查。 主轴是机床的核心部件。它决定着加工工件的尺寸精度和表面质量。主..
刀具
阅读全文
车床加工时怎样选用弹簧夹头和卡爪卡盘?
车床加工选用弹簧夹头和卡爪卡盘的方法: 弹簧夹头是一种备用工件夹持装置,与卡爪卡盘相似,也用机械力固定需要车削的零件。虽然弹簧夹头所提供的工件尺寸范围没有卡爪卡盘的宽,对于某些加工任务来说,它所提供的与速度、准确度和生产力有关的优势也许是极其重要的。..
夹头
车床
刀柄
阅读全文
四要素决定工具夹头的质量
CNC加工中心在过去的30年间得到了持续改进和发展。 如今这些机床的设计充分体现了柔性化,通过很小的结构变化,就能够应用于从短期工具制造到长期产品生产的各种加工场合。过去曾采用焊接或铆接装配的飞机零部件,现在则可以在高速大功率加工中心上将整块铝坯掏空加工而..
夹头
机床
阅读全文
数控车床夹头夹紧面的自镗加工
在加工某些特殊零件时,必须要用“软爪”夹持。这些“软爪”在使用前需要适当加工,才能使工件达到较高的精度要求。例如,车削薄壁零件时要用到的卡爪或卡簧。因为卡爪越接近零件被夹持部位的形状,则零件被夹持的表面积越大,零件夹碎或夹变形的可能性越小。 下面提到..
夹头
车床
阅读全文
正河源ER包固得系列
ER刀柄,数控刀具中的基础刀具,看似技术含量最低的数控刀柄现在无论是欧美的公司日本的公司还是国产的刀具厂家都在进入这个行业。由于大量厂家的涌入导致ER刀柄的价格在不断降低,唯有在技术上创新才能拉开与普通刀具的区别,才能做到利润的最大化。正河源公司顺应市场..
正河源
刀柄
刀具
阅读全文
何时选用弹簧夹头
三爪电动卡盘是大多数车床用户的标准工件夹持装置,这种卡盘具有足够的通用性,可应用于多种车削加工。然而,它不是所有加工任务的最佳夹具。弹簧夹头是一种备用工件夹持装置,与卡爪卡盘相似,也用机械力固定需要车削的零件。虽然弹簧夹头所提供的工件尺寸范围没有卡爪..
夹头
刀柄
机械
阅读全文
高速加工中心对刀具夹持系统的要求
1、 HSK刀柄在高速加工中被广泛应用。 在高转速、高离心率的情况下,HSK刀柄与主轴的结合将更加紧密、更具刚性,3万rpm以上应为首选。 2、 刀具与夹刀头的同心度,直接影响加工精度。 热胀式刀柄是专为高速机设计的,具有高刚性、高同心度的性能特点,同心度达0.003mm以..
夹持
加工中心
刀具
阅读全文
热装夹头在模具加工中的优势
许多加工车间的老板和经理都表示,热装夹头是他们在过去5年中所作的一项最佳投资。刀具热装技术在模具加工行业被广泛接受和应用,对于加强北美的制造能力和实现持续增长发挥了至关重要的作用。在过去十年中,热装夹头已在北美模具行业被普遍接受,其应用日益广泛,从而..
夹头
模具
阅读全文
离心式弹性夹头的结构和工作原理介绍
对于盘套类零件,由于其粗加工和半精加工时的切削速度一般都很低,所以夹具的转速不是影响切削的主要矛盾,使用常规的液压卡盘就可满足加工的要求。但是,对此类零件进行精加工时,切削速度很高,常规的液压卡盘的动态夹紧力会随主轴转速的提高而锐减,并且,主轴转速的..
夹头
阅读全文
用整体硬质合金丝锥高速同步攻丝
硬质合金丝锥的成功应用取决于刀具的夹持刚度和进给的控制精度。对于大多数加工方式来说,这些加工条件是理所当然的。但是对于攻丝来说,这些条件才刚刚变为现实。
夹头
硬质合金丝锥
螺纹加工
刀具
模具
阅读全文
如何通过刀具与夹头提高模具加工质量
随着我国汽车工业和模具工业近年来的快速发展,汽车覆盖件模具在我国也得到了快速发展,因此国内部份高端模具的水平与国外的差距正在缩小,中高档轿车模具全部依赖进口的现象也正在逐渐得到改变,新车型的开发周期也从过去的10年,缩短为2~3年,这一切都得益于装备水平..
夹头
刀具
模具
阅读全文
Macro刀具装夹基准系统的成功案例
通过Macro刀具装夹基准系统的使用,ProModel Usinagens LTDA公司模具生产车间的机床同步生产能力提高了4倍,可进行整夜运转,大大减少了重新设置工作的用时,提高了生产效率和模具加工精度。 JOACIR dos Santos先生于1988年在巴西圣保罗创立了 ProModel Usinagens LTDA..
夹头
刀具
阅读全文
值得注意的刀具夹头夹紧
刀架在加工中心中的作用是支撑刀具,但是刀架本身也是一个需要支撑的元件。目前有许多固定刀具的方法,如螺钉、套筒、液压和热套配合,都可以使刀具与刀架紧密结合。然而,稳定性也与主轴夹头有关,而夹具机构常常不会引起人们足够的重视。 Jerome Sailing先生已经看到..
夹头
刀具
阅读全文
工具夹头的四个质量要素
CNC加工中心在过去的30年间得到了持续改进和发展。如今这些机床的设计充分体现了柔性化,通过很小的结构变化,就能够应用于从短期工具制造到长期产品生产的各种加工场合。过去曾采用焊接或铆接装配的飞机零部件,现在则可以在高速大功率加工中心上将整块铝坯掏空加工而..
夹头
加工中心
阅读全文
通过刀具和夹头保证并提高模具加工质量
随着我国汽车工业和模具工业近年来的快速发展,汽车覆盖件模具在我国也得到了快速发展,因此国内部份高端模具的水平与国外的差距正在缩小,中高档轿车模具全部依赖进口的现象也正在逐渐得到改变,新车型的开发周期也从过去的10年,缩短为2~3年,这一切都得益于装备水平..
夹头
刀具
模具
阅读全文
刀具夹头手动方式渐被油压夹头取代
高效率切削风潮带动质量良劣攸关产品稳定与安全度传统手动方式渐被油压夹头取代。 刀具夹头近年来在强调高速及重切削的加工过程中,地位愈来愈重要,各业者在投入研发时,也随着各式工具机脚步的发展,带动夹头技术的世代更新,因此工具机在发展高速、高精度、重切削及..
夹头
刀具
阅读全文
高速加工对刀具夹头的新要求
对于高速加工而言,刀具夹头对于生产的可靠性、加工精度和总成本效应的影响尤其重要。刀具夹头必须是平稳或者易于平稳的,必须具有足够的夹紧力,必须足以应对车间的生产以及各式各样的切削刀具。 当要以15000r/min以上的主轴转速进行高速加工时,人们可能就会发现,需..
夹头
刀具
阅读全文
如何通过刀具和夹头提高模具加工质量
随着我国汽车工业和模具工业近年来的快速发展,汽车覆盖件模具在我国也得到了快速发展,因此国内部份高端模具的水平与国外的差距正在缩小,中高档轿车模具全部依赖进口的现象也正在逐渐得到改变,新车型的开发周期也从过去的10年,缩短为2~3年,这一切都得益于装备水平..
夹头
刀具
模具
阅读全文
刀具夹头技术日新月异
高效率切削风潮带动质量良窳攸关产品稳定与安全度传统手动方式渐被油压夹头取代。 刀具夹头近年来在强调高速及重切削的加工过程中,地位愈来愈重要,各业者在投入研发时,也随着各式工具机脚步的发展,带动夹头技术的世代更新,因此工具机在发展高速、高精度、重切削及..
夹头
立铣刀
铣刀
机床
刀具
测量
模具
阅读全文
雄克所有切削任务的刀柄夹具系统
世界上没有满足各种切削加工要求的万能刀具夹头。每个刀具夹头系统都有其独到的优点,对刀具夹头有个性化用途和需求的用户必须进行测定。
雄克
夹头
刀柄
刀具
模具
阅读全文
电热夹紧:提高刀具夹持力的性能
电热夹紧式刀具采用大直径、加长的配合面可提高刀具夹持力的性能。 虽然有关于电热式夹紧刀具的标准,但是这些标准只涉及到电热式夹紧刀具的外部形式。对于电热夹紧刀具的内部结构,即直接与铣刀柄接触的部位,到目前为止也没有出台相应的规定。有人很早就建议,希望统..
刀具
阅读全文
新型铣削方法有助提高模具加工效率
作为现代产品生产的关键工装——模具的设计与生产周期、产品精度和使用寿命,也日益成为企业的新产品开发周期是否具有优势的决定因素。所以中国的模具制造业迎来的是良好的发展机遇,同时也面临着巨大的挑战。
高进给铣刀
夹头
铣床
铣刀
刀具
汽车
模具
阅读全文
热装夹头在模具加工中的应用
模具行业对加工精度的要求远远高于普通加工。因此,如何根据其特点和优势选用合适的刀具夹头,是模具加工中必须引起高度关注的重要课题。
夹头
机床
汽车
航空
模具
阅读全文
如何通过刀具与夹头提高模具加工质量
随着我国汽车工业和模具工业近年来的快速发展,汽车覆盖件模具在我国也得到了快速发展,因此国内部份高端模具的水平与国外的差距正在缩小,中高档轿车模具全部依赖进口的现象也正在逐渐得到改变,新车型的开发周期也从过去的10年,缩短为2~3年,这一切都得益于装备水平..
夹头
刀具
模具
阅读全文
对磨削刀具的高精度夹持
一种带有三重棱体导向和相互齿合卡爪的新型卡盘可以确保刀具磨削和磨锐时的高同圆度和重复精度。此外,还可以阻止摆动冲击现象。 在对整体硬质合金刀具磨削时,很多情况都取决于夹具。一方面,它应该尽量多样化,以涵盖尽量多种直径的刀柄;另一方面,刀具应该尽量被夹..
刀具
阅读全文
刀具结构设计的计算方法
刀具结构的系统学分析 按照系统学的观点,我们可以把具有某种功能的产品如刀具看成一个系统,通过对系统的分析,把系统的总功能分解成若干个子功能,而用以完成这些子功能的要素就是该系统的子系统。如果其中某些子系统可与其他系统中的另一些子系统在功能上通用、互换..
槽铣刀
夹头
铣刀
刀具
阅读全文
首页
上页
1
2
3
4
5
6
7
8
下页
未页
高耐大因 官方网站
高耐大因 产品一览
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
2021年1~7月船舶工业经济运行情况
蔡司工业测量:如何快速扫描小型高度细节化零件
蔡司客户满意度调查全新上线
蔡司方案:客户成就 | 他们曾为阿波罗11号制造部件
2021年中国智能汽车行业市场竞争格局及发展前景分析 未来多因素驱动行业快速发展
相约MWCS2021 | 萨瓦尼尼带您揭秘钣金柔性加工黑科技
勇克SATURN系列大型工件双砂轮端面磨削
中国真的是全世界唯一拥有全工业体系的国家吗?
该如何理解智能制造?真的只是人工智能吗?
国内智能制造装备及系统可靠性首项国际标准发布
为5G插上翅膀,让翼龙带你翱翔
马扎克助力客户建立一条龙生产体制
欧士机【新品】没人比它更懂螺纹加工
仅1%!韩国造船业接单量连续3个月“霸榜”
中国船舶入选世界500强!荣登全球造船企业首位!
深化成渝合作,共建世界级汽车产业集群—2021未来汽车技术展暨成渝汽车供应链博览会11月在渝举办
伊斯卡:当模具制造与工业4.0相碰撞
2点直播 | 高质量发展背景下,企业如何做好信息化
海克斯康方案|e-tron登场,品一品奥迪对电动汽车的高质量定义
上半年中国造船业接单量位居全球之首
海克斯康宣布收购武汉中观公司进一步提高智能数据采集能力
2021年中国工业无人机行业市场现状及发展前景分析 2026年市场规模或将突破千亿元
日本造船业持续复苏7月接单量同比翻番
CIMT2021部分平面磨床展品评述
2021年上半年船舶工业运行显示行业利润增幅偏低
天远三维案例分享:汽车弯管检测 | 高度协同的汽车工业中,如何实现高效高质产品检测、交付?
齿轮油颜色深,气味重,是质量有问题吗?
2021年中国海洋工程装备行业市场现状、竞争格局及发展趋势
三大亮点七大优势!第八届中国矿业展将于明年5月在京重磅举办
CIME2022中国矿业展邀请函
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 夹头
钻床
夹头
钻床