针阀偶件配磨系统方案
【编者按】针阀偶件配磨系统与现有的MES、CAPP系统进行了集成,对MES系统的功能进行了进一步扩展,对配磨过程中各个相对独立的环节进行整合,使配磨过程自动化,并充分利用测量数据进行加工过程质量控制。不仅节约了成本,而且提升了产能,对企业实施信息化和自动化具有一定的参考意义。
针阀偶件是柴油机喷油器三对精密偶件之一,其加工能力和产品质量直接影响喷油器的生产能力和性能,从而影响到整机的产能和性能。目前为满足针阀偶件的大批量生产需求,主要采用偶件配磨工艺,配磨工艺具有高效、高精度的特点,但配磨过程中加工、检测等环节相互独立,未能进行资源的有效整合,自动化、信息化程度不高。为进一步提高加工效率和加工质量,实现配磨自动化,减少人为因素,本文对针阀偶件配磨系统进行了研究。
针阀偶件配磨策略
针阀偶件配磨策略是实现配磨系统的基础,研究配磨系统需要对配磨过程进行梳理,合理有序地组织加工过程。
具体配磨策略为:针阀体和针阀完成偶件面精加工前道工序,操作者接到生产任务单,首先领料。采用中孔座面磨床加工针阀体中孔及座面,设备具备单机自动上下料功能,加工完成后对中孔进行线后检测,并将检测结果反馈给操作者,用于加工质量的判定,合格则加工偶件配磨工序,不合格则存放至不合格品区。根据检测结果对中孔磨削过程进行控制,针阀偶件配磨时采用外圆磨床,具备单机自动上下料功能,依据中孔尺寸配磨针阀外圆,同时进行在线检测,保证配副质量,实现针阀偶件一一配对。
针阀偶件配磨系统设计
1.配磨系统需求分析
目前针阀偶件配磨的自动化、信息化程度不高,配磨过程各环节相对独立,未能实现过程的高度自动化,也未能与MES(制造执行系统)、CAPP(计算机辅助工艺过程设计)系统进行信息共享,缺少对加工过程质量的控制,制约了产能和质量的提升,增加了企业的生产成本。
基于企业提升产能和质量的迫切需求,本文提出了一种针阀偶件配磨系统,对针阀偶件配磨过程进行优化,实现偶件自动化配磨,与现有的MES、CAPP系统进行集成,并对加工过程质量进行控制反馈,减少人工参与环节。
2.配磨系统总体方案设计
研究针阀偶件配磨系统的目标是实现高度自动化配磨加工,以现行配磨策略为基础,最大限度地整合资源,提升信息化、自动化水平,系统方案如图1所示。

图1 针阀偶件配磨系统方案
针阀偶件配磨系统开发采用三层架构,分为表示层、业务逻辑层和数据访问层。表示层为最上层,主要为用户请求的接受和数据的返回;业务逻辑层位于表示层与数据访问层中间,负责对数据层的操作;数据访问层是对原始数据的操作层,实现数据的增删改查。层与层之间依赖关系是向下的,上层设计的改变对底层不产生任何影响,增强了系统的安全性,便于系统进行扩展和移植。针阀偶件配磨系统总体架构如图2所示。
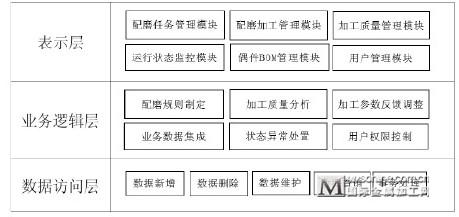
图2 针阀偶件配磨系统总体架构
3.配磨系统功能模块设计
针阀偶件配磨系统依据需求可划分为六个主要功能模块:配磨任务管理模块、配磨加工管理模块、加工质量管理模块、运行状态监控模块、偶件BOM管理模块和用户管理模块,如图3所示。
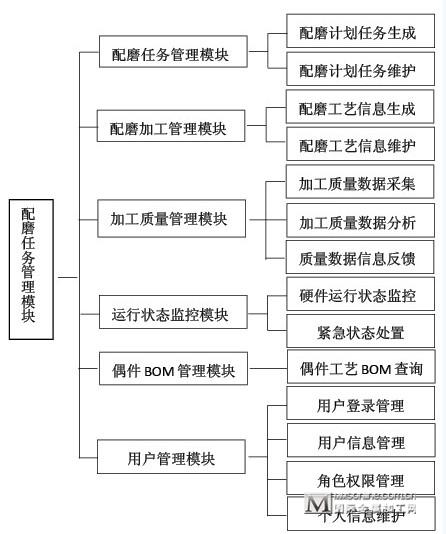
图3 针阀偶件配磨系统功能结构设计
(1)配磨任务管理模块 与MES系统集成,获取生产任务单,并对任务单进行管理,实时更新加工完成情况。配磨计划是配磨系统数据的源头,是其他模块数据的基础。
(2)配磨加工管理模块 根据生产任务单与CAPP系统集成,获取偶件配副加工工艺。根据偶件加工要求设定针阀体、针阀加工参数,包括砂轮转速、修整频次、工件转速等,并能根据检测结果自动修正加工参数,确保偶件配副质量。
(3) 加工质量管理模块 对针阀体和针阀加工质量数据进行采集,并进行SPC统计过程控制,利用控制图进行过程监控,对加工过程进行分析评价,适时修正加工参数,使加工过程更加稳定,同时完成针阀偶件数据的配对工作,将成功配副数量和质量信息反馈至任务单。
(4)运行状态监控模块 实现对加工机床本体、检测装置、自动上下料装置、冷却装置等硬件工作状态的监控,并对异常状态进行紧急处置,同时将状态信息反馈至MES系统,实现信息共享。
(5)偶件BOM管理模块 可查询针阀偶件的工艺BOM,通过与CAPP系统集成获取针阀偶件工艺BOM,并随CAPP系统自动更新数据。
(6)用户管理模块 主要功能包括新用户添加、用户信息维护、用户删除和登录管理。系统管理员可进行用户的添加、修改、删除,用户的角色权限由管理员分配,并配置相应的菜单。用户通过登录进行身份验证,确认权限加载相应菜单,可修改个人密码和维护个人基本信息。
4.配磨系统数据库设计
数据库是逻辑上相关的数据的集合,它通常是为了实现某一目的、具有特定用户的、反映真实世界的数据聚集。配磨系统的数据库是实现数据管理、完成配磨自动化、提升加工效率的基础,设计一个好的数据库可极大的提高配磨系统的性能,同时也便于系统开发和后续系统升级维护。
针阀偶件配磨系统数据库设计主要围绕生产任务单展开,其基础信息来源于MES和CAPP系统,通过集成技术获取任务单及其相关的加工工艺信息,并由此获取加工机床、上下料机构、检测装置、砂轮等硬件的工作参数和状态。系统中每条生产任务单对应一条或多条加工参数,根据需要选择合适的加工参数进行加工,加工后会产生多条对应的质量数据,作为配磨的依据,通过对质量数据的分析反馈,进行加工过程控制。同时通过数据库的查询功能可获取所有与生产任务单相关联的数据信息,如参与配磨的所有硬件的状态,以便系统及时进行相应处置。
针阀偶件配磨系统的实现
针阀偶件配磨系统采用B/S分层体系架构,应用代码分离技术,将后台代码与页面代码分离,确保系统运行安全,服务器端操作系统采用Windows Server 2003,客户端采用Windows XP,数据库使用SQL Server 2005,开发工具选用Visual Studio 2005,编程语言使用C#,浏览器采用IE6.0以上版本。
采用Web Service访问技术实现MES、CAPP系统的集成,将需要集成的部分封装成Web Service,偶件配磨系统通过特定的API进行访问,以XML格式作为中间格式进行数据交换,实现跨平台信息共享。
为提升偶件配磨系统的开发效率,使用OR-Mapping组件以面向对象的方式操作数据,从而无需关心底层数据的存储方式和SQL语句,极大地简化了代码开发工作,同时也方便了后续的扩展维护工作。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
