磨床最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
磨床
>
磨床最新资料
磨床最新资料 第27页
力矩电机在五轴刀具磨床上的应用说明
随着对机床产能、精度和动态性能要求的增加,直接驱动技术已经越来越多地被采用以满足以上多种需求。特别是直接驱动力矩电机,能够为机床的性能提高带来重大的改变。直驱力矩电机的应用,还具有降低客户的综合使用成本,简化机器的设计及减少维修维护等优点。 力矩电机..
磨床
机床
刀具
阅读全文
数控强力成形磨床的加工实例
本文对数控强力成形磨床的加工实例进行了介绍,通过在这类行业的应用,充分说明该机床可以实现可观的经济效益。 强力成形磨削也称为缓进给成形磨削,是一种先进的磨削工艺。这种先进工艺自上世纪60年代以来的半个多世纪中,风靡全球,长盛不衰,并且技术不断进步。这项..
磨床
阅读全文
外圆磨床安全操作规程简介
1、安装新砂轮动作要轻,同时垫上比砂轮直径约小三分之一的软垫,并用木锤轻轻打,无杂音后方可开动。操作者侧立机旁,空转试车十分钟,无偏摆和振动后方能应用。 2、机床要清洁,开车前要检查手柄和行程限位挡块的地位是否正确。 3、当砂轮快速接近工件时,要改用手摇..
外圆磨床
磨床
机床
阅读全文
平面磨床为什么磨的很慢
问:一台激光切割机,用它来切割凸轮,又为它配套了立轴圆台平面磨床{大力磨},型号是上海产7475b。问题是怎么会磨的很慢很慢,工件的材质是65mn,厚:5-6mm,现在用的砂轮是白钢玉,刚开始是好磨的,半天后就不行了。这是为什么?? 答: 应该是砂轮被铁屑粘满了,导致..
平面磨床
磨床
机床
阅读全文
金刚石磨床操作规程
适用机型: T740(2A716),T740K(2A710),T716,2G697,F26A。 一、 认真执行《金属切削机床通用操作规定》有关规定。 二、 认真执行下述补充规定: 本机只作精加工用,工件加工余量不得大于0.30毫米。 转载 磨床 金刚石磨床 机床行业 操作规程
磨床
机床
阅读全文
操作规程之MS09泥芯自动磨床
1、遵守铸造设备操作规程。 2、检查三角皮带的松紧度及磨损情况,如过紧、过松,或磨损严重,应予调整或更换。 3、检查砂轮有无裂纹,如有裂纹,应予更换。 4、检查夹具是否紧固,滚子排的转动是否灵活如不紧固工或不灵活,应先通知维修人 员修理。 5、先点动试车,然后..
磨床
阅读全文
操作规程之磨床
适用机型: 1、 无心磨床:M1040,MM1040,WX-036,M1042,MGT1050,M1075(3180),M1075K(3Б180),M1080•M1080G,M10100,M1083,M1084T,MZ10160,BB6,GR-150,M1081(3182),M1083A,RFC-1-200。 2、 外圆磨床:MM1312,MB1312,MMB1312,M113(3153M),M115..
平面磨床
磨床
机床
阅读全文
操作规程之精密机床
一、 基本要求: 精密机床系指座标镗床、螺纹磨床、蜗杆磨床、齿轮磨床、光学磨床、高精度外园磨床、高精度滚刀磨床、高精度螺纹车床以及其他高精度机床而言。 1、 精密机床必须严格定人定机并保持较长时间的相对稳定。 2、 操作者必须经过考试合格,持有本机床的《设备..
磨床
镗床
机床
阅读全文
磨床市场形势分析
日本的加工机床由于其高品质和卓越的可靠性,在国际上获得了很高评价,因此才能超越欧洲老牌工业强国,在24年中产值一直保持世界第一。特别是立式和卧式加工中心等切削加工机床的生产,无论在数量上还是质量上都在全球独占鳌头。不过,德国、意大利等欧洲国家在磨床生产..
卧式加工中心
加工中心
磨床
机床
阅读全文
滚动轴承的安装及注意事项(1)
滚动轴承的安装及注意事项 轴与壳体孔的检修 滚动轴承在安装之前,应先对与之配合的轴、壳体孔、端盖等零件进行严格检验;对使用过的轴、壳体孔,更应作全面精度检验,不合要求的零件应予以修复或更换。否则,不允许装配。 轴的检修 检验轴颈的偏心,弯曲与直径变动量(..
车床
磨床
阅读全文
怎样使蠕变磨削加工更有效
一家磨床供货商介绍推荐了如何采用带有立式主轴的加工中心平台进行更有效的蠕变磨削加工。 蠕动进给磨削是一种磨削加工工艺,但更重要的是,它并不像其他形式的磨削加工。Hardinge公司的磨削产品部经理Nelson Beaulieu先生说,从某种意义上来看,蠕变磨削更具有铣削加工..
立式加工中心
加工中心
磨床
机床
刀具
阅读全文
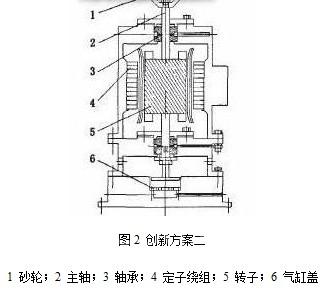
机床浮动主轴--基于TRIZ理论的方案设
产品创新的主要任务是不断解决过时产品和市场需求之间的矛盾。产品之所以不能满足市场需求,就是因为其内部存在阻碍更新换代的矛盾。在TRIZ理论中,称这类矛盾为技术矛盾。所谓技术矛盾是指用已知的原理和方法去改进系统某部分或参数时,不可避免的会出现系统的其它部分..
磨床
机床
刀具
阅读全文
山木3台数控阀门球体磨床出口大利Gasket公司
近日,全球闻名的高精度阀门制造商意大利Gasket国际股份有限公司,向瑞安市山木精密数控机械有限公司(简称“山木”)订购了3台数控阀门球体磨床。 据了解,意大利Gasket公司对磨床的精准度要求非常高,要求球体表面误差在0.02mm以内,即相当于一根头发丝的1/10,而山木..
磨床
机床
阅读全文
无心磨床的生产潜力
在无心磨床上,改进工件加工周期的潜力往往不仅体现在磨削工艺上,同时也反映在工件的输送上。带有高速无心上料装置(HSCL)的Kronos speed新型无心切入式磨床可用于加工直径在8mm以内、长度在80mm以下的细长型工件,其工件的更换时间 <1s。由此,Studer Mikrosa公司传..
无心磨床
磨床
刀具
阅读全文
高端CNC保证零件的高表面质量
复杂的金属切削加工机床,对控制系统的生产厂家提出了多方面的要求。CNC控制必须可靠且功能强大。另外,它还必须能够提供一系列的帮助功能,为数控机床的操作者解决复杂的加工任务提供支持。这其中就包括防止刀具和工件的碰撞保护功能。 数控机床的许多新功能,如3D碰撞..
加工中心
磨床
机床
刀具
阅读全文
贝加莱综合CNC解决方案在汽车行业加工中的应用
Arthur Klink公司在制造金属加工机械领域已拥有超过40年的历史,主要生产诸如磨床、铣床和拉床等机械,同时也为汽车工业生产各种金属工具。在拉床市场,尤其是筒形拉刀机床,Klink公司堪称市场的领头羊,一些知名企业诸如:Volkswagen,Mercedes-Benz,Fiat,Bosch都已..
加工中心
铣床
磨床
汽车
机械
阅读全文
技术趋势
高速、精密、复合、智能和绿色是数控机床技术发展的总趋势,近几年来,在实用化和产业化等方面取得可喜成绩。主要表现在: 1. 机床复合技术进一步扩展随着数控机床技术进步,复合加工技术日趋成熟,包括铣-车复合、车铣复 五轴联动加工中心 合、车-镗-钻-齿轮加工等复..
加工中心
车床
铣床
磨床
机床
阅读全文
数控车床加工的分类特点和加工特点(2)
2、按数控机床的运动轨迹分类 按照能够控制的刀具与工件间相对运动的轨迹,可将数控机床分为点位控制数控机床、点位直线控制数控机床、轮廓控制数控机床等。现分述如下: (1)点位控制数控机床。 这类机床的数控装置只能控制机床移动部件从一个位置 ( 点 ) 精确地移动..
车床
铣床
磨床
机床
阅读全文
数控车床加工的分类特点和加工特点(1)
数控机床品种已经基本齐全,规格繁多,据不完全统计已有400多个品种规格。可以按照多种原则来进行分类。但归纳起来,常见的是以下面4种方法来分类的。 1、按工艺用途分类 (1)一般数控机床。这类机床和传统的通用机床种类一样,有数控的车、铣、 镗、钻、磨床等等, 而..
加工中心
车床
磨床
机床
刀具
阅读全文
浅谈如何提高磨床法兰的加工效率
一、选用进口的精密磨床法兰有助于我们提高磨床的加工效率。 1、我们在使用精密平面磨床加工作业时,是否能真正了解精密磨床的正确使用方法?为什么时候要强调这一点呢,因为正确的使用方法有助于我们提高磨床的加工效率,从而提高我们的产能。简单举例说明一下:以使用..
磨床
阅读全文
磨床震动如何处理
在做精密模具研磨加工时,最头疼的可能就是磨床的振动。因为机床的振动直接影响到模具加工的效果,象有波纹啊,表面光洁度啊,如果是精密成型研磨,做插件连接器类模具,切沟槽等,那机器振动根本就无法修整好砂轮,因为有时砂轮要求修整到0.1-0.13mm厚度,砂轮几尽透明..
磨床
机床
模具
阅读全文
机床类常用日汉对照
名词解释: 卧式镗床:横中ぐり 坐标镗床:ジグボーラー 穿孔机:ドリル 钻床中心:ドリリングセンター 切片机:スライシングマシン 齿轮磨床:歯車研削 坐标磨床:ジググラインダ 普通车床:普通旋盤 卧式镗床:横中ぐり 坐标镗床:ジグボーラー 穿孔机:ドリル 钻床中..
车床
磨床
钻床
镗床
机床
阅读全文
数控磨床发展历程
数控磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。数控磨床又有数控平面磨床、数控无心磨床、数控内外圆磨..
万能磨床
平面磨床
无心磨床
外圆磨床
磨床
阅读全文
精密磨床日常应该如何维护简析
1.每天作业完毕应用毛刷对磨床做全身清理。严禁用空气枪对工作台面或导轨直吹,以防止铁屑进入导轨,影响磨床精度。 2.作业时严禁使用风扇对着工作台吹,以防灰尘铁屑倒卷进导轨,影响导轨精度和手感。 3.磨床导轨油应及时更换和添加,一般看油镜的油如果混浊或发黑就要..
磨床
机床
阅读全文
具有高柔性和高刚性的万能外圆磨床
按照通常的划分,外圆磨床可分为圆柱体工件在外径和表面上的外圆磨削和钻孔或柱形部件在内径表面上的内圆磨削。能够同时满足两种磨削工艺的设备,由于加工的产品范围很广,因此需要很好的柔性化和很多的技术诀窍。应用于外圆磨削的典型工件便是电机的轴、泵齿轮、各类注..
外圆磨床
磨床
机床
阅读全文
秦川机床发掘市场区位优势
在市场一片低迷之中,秦川发展西安销售分公司自二季度以来,却与用户密集签约,捷报频传:4月与新疆用户签订SCJ1500L塑料中空吹塑成型机1台套;5月分别在西安、宝鸡、兰州等市场连续签订磨齿机、滚齿机、外圆磨床、专机等主机和功能部件产品订单;6月初,与航空航天、军..
外圆磨床
磨床
机床
阅读全文
采用JUCRANK 6XL磨削长达3米的大型曲轴
新型的JUCRANK 6XL磨床可以在一次装夹中磨削长达3米、重量300 kg、直径350 mm的曲轴。通过在一次装夹中磨削和对振动具有超强缓冲性能和刚性的聚合混凝土立柱而达到最高精度。通过在线测量确保了最佳的尺寸精确和稳定性。可在JUCRANK 6XL上磨削的大型曲轴,将用在轮船和..
勇克
磨床
机床
阅读全文
新一代开放式、网络化数控系统的研究现状
图中虚线以下的部分称为底层软件,它是HNC-21/22 CNC装置的软件平台,其中RTM模块为自行开发的实时多任务管理模块,负责CNC装置的任务管理和调度。NCBIOS模块为CNC装置的基本输入/输出系统,管理CNC装置所有的外部控制对象,包括设备驱动程序的管理、位置控制、PLC控制..
数控系统
加工中心
磨床
机床
阅读全文
四种高档机床的关键零部件进口免税
2012年3月7日记者获悉,财政部、工信部、海关总署及国家税务总局发出通知,对高档数控机床关键零部件进口税收政策再次予以调整。自2012年4月1日起,对符合规定条件的国内企业为生产本通知所附高档数控机床需要进口的关键零部件免征关税和进口环节增值税。 新公布的目录..
磨床
机床
阅读全文
数控工具机床行业磨床发展把握三个方向
机床制造商不断地推进新产品,来帮助工具制造商和修磨工厂提高工作效率和降低成本。为了提高机床的利用率和降低劳动成本,自动化日益受到重视。同时通过开发软件使机床拓宽操作的功能,并能在生产批量小和交货周期短的情况下,经济地安排生产进度。此外,加大机床功率,..
加工中心
磨床
机床
刀具
阅读全文
机床行业:未来5年年增15%
2002年,中国首次超过德国和美国,成为世界最大的机床消费国。 我国固定资产每投入100亿元,将带动0.8亿-1.1亿元的机床市场消费额。轿车产量每提高1%,数控机床市场消费量就将扩大0.54%。 固定资产投资快速增长和汽车、航空航天、模具等工业的迅猛发展是刺激机床行业起..
车床
铣床
磨床
机床
航空
船舶
阅读全文
工具磨床数控系统改造(三)
改造之前,该工具磨床主要存在以下缺陷和问题:①机床操作和控制完全通过面板上的按钮进行,相当繁琐、复杂;②不能实现三轴联动;③只能按照固有的三个程序进行自动加工,不能另外编程加工;④数控系统老化,不能稳定运行。所以,必须对该磨床进行改造。 按照前述机床..
数控系统
磨床
阅读全文
工具磨床数控系统改造(二)
工艺数据库 编程软件收集了所要编程加工刀具的有关工艺数据,采用合适的数据结构进行组织和管理,形成工艺数据库。这些工艺数据包括数控系统信息、机床结构信息、刀具几何参数、砂轮外形参数、加工工序信息以及加工工艺参数。工艺数据库是整个编程软件的支撑。数控系统..
数控系统
磨床
阅读全文
工具磨床数控系统改造(一)
1 前言 数控工具磨床,特别是多轴数控、多轴联动的数控工具磨床是高效、高质量磨削制造精密、复杂形状刀具的高、精、尖关键设备,也是各类数控机床中结构较复杂、自动化程度高、精度和可靠性要求高的机电一体化高技术产品,其研究开发具有相当的技术难度。 采用数控工具..
数控系统
磨床
阅读全文
非圆零件磨削
在加工非圆形状的零件时,外圆磨床正在提高生产力。从事非圆磨削的车间、过去采用凸轮驱动磨床或结合使用平面磨床与工其磨床,这些方法已被证明在生产中不灵活,而比安装麻烦。 另一方面,外圆磨床在其能够处理的磨削工件类型时具有灵话性,同时具有车间降低生产成本必..
磨床
机床
阅读全文
磨床替代夹紧方法
当您使用磨床的时候,用到它的全部工作能力了吗?机床的操作者通常不考虑后顶尖、心轴、夹具和磁力夹盘。许多车间,当他们能进行调整,用替代的夹紧方法,可以完成零件的全部加工工序的情况下,仍然作第二道工序。这里有几个建议,用于改进夹紧的解决方案。 莫氏标准锥..
磨床
阅读全文
切削加工:砂带磨削
砂带磨削是利用高速运转的环形砂带加工工件表面的磨削。一般在砂带磨床上进行。砂带围绕在具有一定弹性的压轮和张紧轮上﹐由压轮驱动回转作连续切削运动﹐工件放在传送带或工作台上作进给运动。当工件接触砂带或通过压轮下的磨削区时﹐即被砂带磨去表面的一层材料。砂带..
磨床
阅读全文
在无心磨床上磨削外围表面
无心外圆磨床是一种特殊的外圆磨床。在无心处圆磨床上磨削工件外圆时,工件不用顶尖来定心和支承,而是直接将工件放在砂轮子和导轮子之间,由托板支承,工件被磨削的外圆面作定位面。
无心磨床
外圆磨床
磨床
阅读全文
如何满足丝锥的精度要求
丝锥中径误差是丝锥生产中经常遇到的一个问题,它对质量有严重的影响。由于螺纹的接触面主要在螺纹的单侧齿面上及中径尺寸上,中径产生误差将造成螺纹齿厚的变化以及结合强度的减弱,会加快齿面磨损,影响丝锥的相邻和局部螺距累积误差,造成旋转力矩不均,影响传动和位..
磨床
螺纹加工
刀具
阅读全文
砂带磨削加工的原理和特点
砂带磨削是以砂带作为磨具并辅之以接触轮(或压磨板)、张紧轮、驱动轮等磨头主体以及张紧快换机构、调偏机构、防(吸)尘装置等功能部件共同完成对工件的加工过程。具体讲就是将砂带套在驱动轮、张紧轮的外表面上,并使砂带张紧和高速运行,根据工件形状和加工要求以相应接触..
磨床
机床
阅读全文
首页
上页
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
下页
未页
勇克 JUNKER 官方网站
勇克 JUNKER 产品一览
埃马克 EMAG 官方网站
埃马克 EMAG 产品一览
埃马克 EMAG 应用案例
达诺巴特集团 官方网站
达诺巴特集团 产品一览
达诺巴特集团 应用案例
柯尔柏斯来福临 官方网站
柯尔柏斯来福临 产品一览
柯尔柏斯来福临 应用案例
西安北村 XKNC 官方网站
西安北村 XKNC 产品一览
西安北村 XKNC 应用案例
百年精密 卓越未来 | OVERBECK 100周年----高精度磨削加工领域的百年传奇
定制化专家 |达诺巴特集团 LG磨床搭配高速CBN砂轮将柱塞泵斜盘磨削节拍缩短45%
5月动力电池产销月度分析
【数据统计】2024年1-5月我国锂离子电池出口额同比下降17.4%
5月新能源商用车市场月度分析
igus的“零润滑”战略:免润滑工程塑料带来工业领域的清洁革命
株洲钻石参加第20届越南国际精密机械、机床与金属加工制造装备及自动化展览会
山高刀具STEP培训课:从小师傅到老师傅的“必修课”
压铸展 x 不一样的嘉实多,开启绿色智造“next level” !
雄克「品」鉴 | ORG 专用于O型圈装配的机械手
应用视频 │ 电动机械手行业案例合集
质量管理 | eMMA Analyst 2024.1版本免费更新了!
生产制造 | 数字化设计与制造暑期研修班开班了!
设计仿真 | 海克斯康走进江淮汽车,合力打造智能仿真平台
设计仿真 | Cradle CFD 优化输毛管道设计提高行业生产效率
设计仿真 | Digimat应用于金属材料的仿真
金秋九月,航空机载大会将于9月5-6日与您相约申城!
载誉前行!海克斯康亮相2024数字化转型推进大会
解码锂电隔膜质量奥秘,海克斯康开启新能源产业加速键
测量从未如此简单!Leica绝对激光跟踪仪安装应用专场直播
锚定双碳目标!海克斯康荣获绿色供应链管理企业称号
勇克集团:“应用于电驱系统关键零部件的创领性磨削方案”
终于见到你,平台 3
还有高手?萨瓦尼尼辅助折弯刀助力优化产品设计!
马尔中国通用量仪产品CNAS校准报告服务正式上线啦!
美的威灵汽车部件亮相第十六届汽车动力系统技术年会
直播预告 | Mazak Go GREEN 环境行动
Equator™ Seal Inspector(矩形密封圈检测)解决方案——助力提高矩形密封圈生产质量
赋能智造新未来:库卡移动机器人众星闪耀
DMG MORI加工转型MX深度交流,助力刀具和精密加工
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有