铰削最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
铰削
>
铰削最新资料
铰削最新资料 第7页
高速切削中的冷却与润滑技术
在高速切削过程中,刀/工摩擦接触区的高温、高压、高频冲击等对刀具性能提出了严峻考验。尤其在高速切削具有高硬、高强、耐高温特性的难加工材料时,由于高切削温度和摩擦导致刀具急剧磨损往往是制约高速切削应用的约定性因素。因此,加工中良好的冷却和润滑是难加工材..
孔加工
机床
刀具
润滑
模具
阅读全文
优质切削液提升切削效率
高速切削对切削液提出了高要求,选择优质的切削液可以更好地保证加工的顺利进行;而合理的化学品管理可以延长切削液的使用寿命,减少消耗,从而降低切削液使用的综合成本。 高速切削意味着大的进给量和更高的机床主轴转速。提高单位进给量意味着加工负荷的增加,要求加..
孔加工
机床
刀具
润滑
模具
阅读全文
高速干式切削加工技术
随着“21世纪绿色制造工程”的提出和实施,高速干式切削加工技术日益成为人们关注的焦点和热点。迄今,大多数金属切削加工仍是以使用切削液的湿式加工方式来进行。切削液具有冷却、润滑、排屑、清洗、防锈等功能,并对延长刀具使用寿命、保证加工表面质量起着重要作用。..
孔加工
机床
刀具
模具
阅读全文
干切削的技术
尽管自从推出后它们的物理性能提高以及应用领域的发展,由金属陶瓷、陶瓷、CBN、PCD做成的刀具仍然比硬质合金更脆并且不能承受同样大的应力。因此,由它们做成的刀具需设计成能增强支撑和释放应力。 一个设计这种刀具的重要部分是切削刃的磨削,它使得切削力偏离刀片刃..
孔加工
机床
刀具
润滑
模具
阅读全文
国产高效刀具高端市场占有率将提高到40%
国产高效刀具高端市场占有率将从目前的15%左右提高到30%~40%;同时要在航空航天、能源交通、国防军工等现代制造业选择若干典型零部件的生产线,在加工技术和切削刀具方面提供全方位的服务,提升为制造业企业提供全面解决方案的能力,从而在整体上提升我国刀具企业的竞..
孔加工
机床
刀具
润滑
模具
阅读全文
铣镗床应该具备的结构及特点
一.以箱体零件同轴孔系为代表的长孔镗削,是金属切削加工中最重要的内容之一。虽然如今仍有采用镗模、导套、台式铣镗床后立柱支承长镗杆或人工找正工件回转180°等办法施行长孔镗削的实例,但近些年来,一方面由于数控铣镗床和加工中央大量运用,使各类卧式铣镗床的坐标..
镗床
孔加工
机床
刀具
模具
阅读全文
行业精英共商国产刀具未来发展之路
2011先进制造与工具创新应用研讨会暨“精密工具创新平台”科技重大专项交流会在湖南省株洲市举行。会议由株洲钻石切削刀具股份有限公司和机械工业信息研究院金属加工杂志社联合主办,来自中国机械工业联合会、中国机床总公司、中国刀协、中国机床工具工业协会工具分会、..
孔加工
机床
刀具
模具
阅读全文
市场动态:威迪亚刀具进驻大连形成完整工业刀具市场
东北是我国老工业基地,大连是重要的装备制造业基地,企业买刀具处于东拼西凑的尴尬境地。2010年8月3日,具有85年历史的威迪亚刀具与大连远东集团合作的展示厅落户大连。俯仰之间已经一年有余,自此,大连市拥有了高速钢和硬质合金全规格、全档次的刀具市场。大连乃至东..
孔加工
机床
刀具
润滑
模具
阅读全文
切削难切削材料时切削液的选用
合理选用切削液,可以有效地减小切削过程中的摩擦,改善散热条件,降低切削力、切削温度和刀具磨损,提高刀具耐用度和切削效率,保证已加工表面质量和降低产品的加工成本。随着科学技术和机械加工工业不断进展,一些新型、高性能的工程材料得到广泛应用。这些材料大都属..
孔加工
机床
刀具
润滑
模具
阅读全文
采用特殊乳化液提高车削表面质量
在车削加工中采取最小量润滑并加入添加剂,可以在很广的切削速度范围内改善表面质量。这是因为在添加剂中含有化合物,它可以降低工件与刀刃接触面之间的摩擦。 乳化液因其冷却特性和油脂润滑特性,最适合被用于最小量润滑的切削作业。烟雾状的介质通过压缩空气被吸入到..
车床
车刀
孔加工
机床
刀具
润滑
模具
阅读全文
数控机床的螺纹铣削加工
螺纹铣削作为一种采用数控机床加工螺纹的方法,螺纹铣削是借助数控加工中心机床的三轴联动功能及G02或G03螺旋插补指令,完成螺纹铣削工作。 螺纹铣削加工方法具有的优势 1、加工线速度高 由于目前螺纹铣刀的制造材料为硬质合金,加工线速度可达80~200m/min,而高速钢丝..
铣床
孔加工
机床
刀具
模具
阅读全文
滚齿机的调试
装机首先装夹具然后装刀,把径跳和端跳控制在半丝之内(0.0075mm)夹具底盘可以控制在2丝之内,挂轮a/b*c/d=12*k/z(k为刀头,z为齿数)记得不太清,机子有公式换算,假如产品不一样,根据图纸修改相关参数(如模数、窜刀量等)特殊注重窜刀量=模数*3.14159,修改好后对..
孔加工
机床
刀具
模具
阅读全文
齿轮加工的高效刀具应用
齿轮加工大多数采用滚齿、剃齿和热后研齿工艺,少数企业采用滚齿和热后磨齿工艺,而重载齿轮传动业普遍采用滚热磨工艺。滚齿在制齿加工方面占了70%以上份额,采用高速滚齿意义重大。为了实现高速滚齿,滚齿机必须提高刚性,提高滚刀头的驱动功率,提高数控、伺服功能,..
孔加工
机床
刀具
模具
阅读全文
2011东博展会快讯之——高迈特奏响刀具最强音
在第13届上海国际机床展上,高迈特精密刀具(太仓)有限公司盛装亮相(展位号:E2—A211),奏响刀具孔加工时代的最强音。 高迈特在东博的展位 在此次展会上高迈特推出促销优惠活动,凡购买KUB Pentron®钻头一把,即可免费赠送20片刀片。此活动得到的广大用户的热情关注..
镗刀
孔加工
刀具
阅读全文
选用切削液的相关问题
工件材料的性能对切削液的选择很重要。可把被加工材料按其可切削性的难易划分为不同级别,以此作为选择切削液的依据。将铜在固定条件下的可切削性指数定为100,将其他材料的相同的条件下进行切削,按得出的刀具相对耐用度进行排列。 普通可切削钢,包括非合金钢、低合金..
孔加工
机床
刀具
润滑
模具
阅读全文
淬硬钢高速加工的加工工艺
高速加工大幅度提高了生产率和加工精度,显著地降低了制造费用,简化了零件制造工艺流程,促进了生产模式的变革。在切削铝合金等轻金属材料时,高速加工已经取得了非常明显的效果,而对淬硬钢等难加工材料仍存在许多困难。加工铝合金的切削速度超过临界值时,切削力随切..
孔加工
机床
刀具
模具
阅读全文
几种量具刃具用途
9SiCr 性能:常用的低合金工具用钢,具有较高的淬透性、淬硬性和回火稳定性。适合于分级淬火和等温淬火,热处理变形较小。 用途:用于制造形状复杂、变形小、耐磨性高、低速切削的刀具,如钻头、螺纹工具、板牙、丝锥、铰刀、搓丝板、滚丝轮、齿轮铣刀、及机用冲模、打..
孔加工
机床
刀具
模具
阅读全文
复杂深孔的高效加工方法
深孔加工是一类由专为现有应用而设计的刀具所主导的加工领域。许多不同的行业都涉及到深孔加工,但应用最广泛的是能源和航空航天业。起初某些深孔零件特征往往看似无法形成,但由专家们设计的非标刀具解决方案除了解决工序问题,也能确保它们在某种程度上以高效率和无差..
加工中心
钻床
孔加工
刀具
航空
阅读全文
正确使用铰刀的注意事项
切削液的选用 铰钢件孔通常用10﹪~15﹪浓度的乳化液或硫化油;铰铸件孔通常用湿润性较好、粘性较小的煤油。用硬质合金铰刀铰孔时,也应使用切削液,但此时切削液必须连续充分地供给,不然容易引起刃口的崩裂。 应注意的是,若用充足的乳化液冷却时,加工出工件的孔径尺..
孔加工
刀具
润滑
阅读全文
铰刀的研磨和重磨
标准铰刀按精度分为三级,分别适用于铰削H9、H8和H7级精度的孔。工具厂还常供应备有留研磨量(一般为0.01 mm)的铰刀,经研磨后可满足用户不同铰孔精度的要求 ;此外,磨损后的铰刀通过研磨也可改制成加工其它配合精度的孔。铰刀的研磨可在车床上用铸铁研磨圈沿校准部分..
孔加工
刀具
阅读全文
铰刀正确使用的方法
在机械加工中,孔加工约占加工总量的1/3。而铰孔是普遍应用的一种精加工和半精加工孔的方法,加工孔径通常在Φ1~Φ100mm之间,尺寸精度一般可达H9~H7级(甚至H6级),加工表面粗糙度为Ra1.6~0.2μm。铰孔用的刀具,目前生产上仍以标准的多齿铰刀为主。 我们知道,标准铰刀..
孔加工
刀具
阅读全文
高迈特CIMT 2011向中国客户推出全系列的新产品
高迈特集团是钻、镗、铰和螺纹加工等高精度金属切削领域的专家。在全球拥有25家子公司和生产基地,服务及销售中心遍布全世界各地。1977年高迈特公司成为推出带可转位刀片式钻头的首家企业。这是高迈特众多革命性发明中的一项。高迈特品牌代表着孔加工领域的持续创新。旗..
CIMT
钻头
螺纹加工
孔加工
刀具
阅读全文
如何合理使用切削液保障铰孔质量?
如何合理使用切削液来保障铰孔质量?我们知道,在铰孔加工过程中,除了通常关注的设备和加工参数之外,在切削液的使用方面,选择不同的切削液种类、采用不同的切削液浓度、切削液的清洁与否以及温度的变化等,都会对铰孔质量产生一定的影响。 铰孔是精加工孔的方法之一..
铰销
孔加工
润滑
阅读全文
关于铰刀加工质量产生原因和改进方法
在实际的加工过程中,常见的铰孔质量问题有表面粗糙度和尺寸精度差,孔口呈喇叭状等,现分析其产生原因和改进方法。 1、表面粗糙度差的原因及其对策 铰削速度过大 铰削用量各要素对铰孔的表面粗糙度均有影响,其中以铰削速度影响最大,如用高速钢铰刀铰孔,要获得较好的..
铰销
孔加工
刀具
润滑
机械
阅读全文
气门导管孔精密铰刀在缸盖加工中的应用
适用场景 : 铁基粉末冶金材质导管孔的精密铰削加工 刀具特点 : K01~05硬质合金基体+TICN梯度涂层,刀具耐磨性超强,刀具寿命长;导向刃与切削刃平衡设计,刀具挤光效果好,加工孔表面质量优良,且 适宜深孔导管孔加工;导向刃与切削刃分别设计槽内出油孔,切削时内冷..
孔加工
刀具
阅读全文
高迈特:成为中国金属加工市场孔加工领域的NO.1
德国高迈特集团,成立于1918年,是世界一流的孔加工刀具供应商,总部在德国南部斯图加特附近的Besigheim,现有员工2000多人,在德国、瑞士、美国、墨西哥、巴西、印度、中国、波兰等国家设有生产基地,销售服务网络遍布世界七十多个国家和地区。2009年北京CIMT机床展期..
螺纹铣刀
镗刀
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
山高2010春季新产品发布会
2010年暮春,恰逢2010CCMT盛会在南京举行之际,瑞典山高刀具有限公司假座南京状元楼大酒店,举行了新产品发布会暨媒体恳谈会。会上,山高刀具(上海)有限公司市场总监王魄先生介绍了该公司最新推出的五款产品。
山高刀具
钻头
孔加工
刀具
阅读全文
山高新品发布会再创佳绩
“随着此次山高车削新材质等级TP3500的推出,山高用于ISO P应用领域(钢件车削)的Duratomic材质等级系列将变得更加完整。TP3500可靠、通用,而且干、湿加工均可,因此是采用混合生产时的一个理想选择。”王魄先生讲解说,“而X-Fix是一款重复定位、高精度、模块化的可..
山高刀具
铣刀
孔加工
刀具
阅读全文
不锈钢管件内螺纹攻丝加工探究
不锈钢管件上的内螺纹通常采用丝锥进行攻丝加工。由于不锈钢材质的粘性较高,断屑性能差,因此在攻丝过程中容易出现切屑刮伤工件螺纹或丝锥崩刃等现象,影响加工效率和螺纹质量。为了延长丝锥使用寿命,提高螺纹加工质量,应注意以下要点。 1 丝锥的设计与制造 (1)选用..
螺纹加工
孔加工
刀具
阅读全文
现代车削中心工艺介绍
车削中心回转刀架通常可装刀具12~16把,这对无人看管柔性加工来说,刀架上的刀具数是不够的。因此,有的车削中心装备有刀具库,刀库有筒形或链形,刀具更换和存储系统位于机床一侧,刀库和刀架间的刀具交换由机械手或专门机构进行。 车削中心比数控车床工艺范围宽,工..
加工中心
车床
车刀
铣刀
螺纹加工
孔加工
机床
刀具
阅读全文
肯纳金属新RHM模块化铰削系统隆重上市
RHM模块化铰削系统的核心是肯纳短锥柄(Kennametal Short Taper,KST)联接系统。KST系统与KM系统类似,能够同时提供锥面接触,使刀具的径跳误差小于3μm,实现了高刚性联接。铰刀柄部和刀体内的两个驱动平面使扭矩的传递对称均匀,从而允许刀具采用更高的切削速度和更大的..
肯纳金属
铰销
机床
刀具
阅读全文
山高:4款刀具新产品
山高刀具新产品发布会10月29日在长沙举行。发布会由山高刀具(上海)有限公司董事总经理蒋文德主持,市场经理王魄结合部分加工案例和大量数据,对4款新产品的主要性能、应用范围等向来自北京、上海等地的近10家业内媒体详细介绍。 1. Double Octomill双八面刃铣刀 山高的Do..
山高刀具
车床
车刀
孔加工
刀具
阅读全文
全方位降低成本,享受创新技术
7月6日,MAPAL刀具在北京国际饭店国际厅举行了以“创新刀具技术”为主题的技术研讨会,这次会议共吸引了来自各地的330多名业内人士参与,MAPAL集团Jochen Kress博士给到场听众带来了最先进的刀具技术、MAPAL的创新产品和科学的降低成本解决方案。国际金属加工网记者全程..
钻头
孔加工
刀具
汽车
阅读全文
加工发动机缸盖
性能描述: 加工缸盖阀座孔Valve Parent hole ,工件材料铸铝,精加工。 刀具数据: UM PCD 阶梯铰刀 图:710098/000163 (吸气孔加工)、710098/000166 (排气孔加工)、250741/000323D (铰刀) 机床类型 : 类型: Grob 柔性线- CNC 加工中心 设备状况: 良好 夹持系统: UM 可..
孔加工
刀具
阅读全文
加工油泵体柱塞孔
性能描述: 加工油泵体柱塞孔,工件材料为铸铝ZL108,精加工, IT7级精度. 光洁度要求为Rz<=4. 刀具数据: UM PCD 阶梯铰刀 机床类型: 类型: 柔性线- CNC 加工中心 设备状况: 良好 夹持系统: UM 可调式刀柄BT40 冷却: 乳化率8% 内冷, 压力为48 bar 加工参数: 工件..
孔加工
刀具
阅读全文
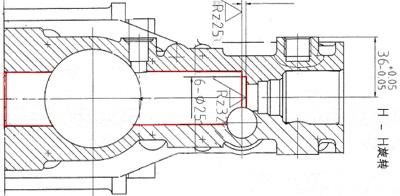
日易晖机械W3-C209
国际金属加工网 刀具 日易晖 孔加工 铰刀 刀柄 丝锥
螺纹加工
孔加工
刀柄
刀具
机械
阅读全文
德国钴领CIMT2009展前预览:W3-B201
德国钴领公司成立于1898年,由Mr. Gottlieb Gühring创建,迄今已有一百多年的孔加工刀具生产历史。公司总部位于德国南部工业城市斯图加特附近的Albstadt,占地约4万平方米。在全球三十几个国家和地区设立了分厂或分支机构。 钴领公司是全球整体式孔加工刀具最主要制造商..
CIMT
钻头
铣刀
孔加工
刀具
汽车
航空
阅读全文
诺诚代理美国猛龙刀具公司全新产品
美国猛龙刀具公司是美国著名的专业生产整体硬质合金刀具的工厂,其产品包括高性能的整体合金刀具及标准型整体合金刀具。主要生产铣刀、钻头、铰刀及旋转锉等整体硬质合金产品。猛龙公司现有两个现代化的制造厂,位于OHIO及MICHIGAN州。 猛龙公司的高性能铣刀采用4刃、5..
钻头
铣刀
孔加工
刀具
阅读全文
诺诚代理瑞士DIXI POLYTOOL公司推出全新产品
全系列微型钻头、铣刀、切断刀、锯片铣刀 瑞士DIXI Polytool公司是瑞士DIXI holding集团的子公司,坐落于瑞士风景秀丽的LE Locle, 是一家具有百年历史的刀具制造商,也是瑞士最大的整体合金刀具制造商。它以生产高精度,高性能的整体硬质合金刀具而著称于世。产品有100..
复合材料
螺纹铣刀
钻头
铣刀
螺纹加工
孔加工
刀具
阅读全文
铰刀加工质量产生原因和改进方法
在实际加工中,常见的铰孔质量问题有表面粗糙度和尺寸精度差,孔口呈喇叭状等,现分析其产生原因和改进方法。 1、表面粗糙度差的原因及其对策 铰削速度过大 铰削用量各要素对铰孔的表面粗糙度均有影响,其中以铰削速度影响最大,如用高速钢铰刀铰孔,要获得较好的粗糙度..
孔加工
刀具
润滑
阅读全文
首页
上页
2
3
4
5
6
7
8
9
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
易孚迪、韩德、哈利法克斯、应达…大咖云集9月盛会,引爆热处理行业新风潮!
Tube China 2024观众预登记开启,专属好礼抢先剧透!
立即注册 | PolyWorks Conference Live 2024将在明天 10:00 准时开播!
奎克好富顿 航空航天难加工材料工艺流体解决方案,刀具寿命增加超12%,切削液使用量减少19%
沪滇山海情,企村一家亲 | 易格斯赴大理州云龙县捐赠帮扶
AI大模型为工业机器人注入“灵魂”
以高可靠E-Bike电机助力绿色出行
美的工业技术旗下MOTINOVA亮相2024上海国际自行车展
全球首发:勇克全新平台 3 机床将在 2024 年斯图加特磨削展上亮相
比单价,中国火箭已经不输SpaceX
马扎克中国 | 2024郑州工博会
跟着ABB自主移动机器人自由穿梭米其林工厂
山特维克可乐满给您的方案:乐享生产率提高30%
超400亿!沪东中华独揽全球造船业最大订单
山高刀具新闻 | 上周有个庆典
升级改造 | 温泽助力金通灵迎接未来挑战,实现品质与成本控制新突破
达诺巴特集团定制化专家 | 汇总数十年机床镗杆磨削的专业知识
优享整机 | 现货交付,快人一步!
焕新升级,乘风起航 | 力劲塑机参展CHINAPLAS 2024国际橡塑展圆满收官
塑造可持续未来 | 力劲塑机将携智能、环保注塑解决方案亮相NPE2024美国国际塑料展
技术交流 | 伊斯卡刀具在医疗行业零件的应用
软硬兼施,海克斯康助力企业轻松应对弯管测量难题
海克斯康携医疗数智化方案亮相青岛供需发布会
假期无忧,三坐标测量机维护保养专场直播
践行以旧换新潮,海克斯康在行动
以书承情 “读”具匠心,青岛市首届职工读书节在海克斯康举办
聚力产学研发展,海克斯康携手校企签订战略合作协议
质量管理 | Q-DAS 2024上海公开课再度启程!
生产制造 | 数控加工-ESPRIT EDGE 多工序加工
线下培训 | 5月一大波免费培训又双叒叕来了!!!
设计仿真 | 从形状到香味,CFD助力朝日啤酒公司为客户创造更好感官体验
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 孔加工
刀具
孔加工
刀具