增量零点偏值G55——数控铣床编程 程序格式: G55X—Y—Z— 1)G55功能使坐标系的原点从刀具当前位置平移X、Y、Z形成新的坐标系; 2)其它注意事项与G54相同。 编程实例如图所示。 N0010G00Z5T01M03S800; N0020GOOX0Y0; N0030G01Z-2F100; N0040X20Y20; N0050G55X30Y10; N0060G01XOY0; N0070X30Y20; N0080X40Y40; N0090G53; N0100GOOZ2; N...[阅读全文]
一、前言 MasterCAM各种加工方式的加工参数,包括切削参数的实现都是以对话框形式设置的,使用时只需填写即可。MasterCAM铣削中提供公制、英制两类共6个刀具库,基本刀具在刀具库中都有收录,设置加工参数时,调用刀具库中刀具后切削参数即自动输入到对话框中。但是实际使用中我们发现提供的刀具几何参数各轴进给率、提刀速度、主轴转速等切削参数,并...[阅读全文]
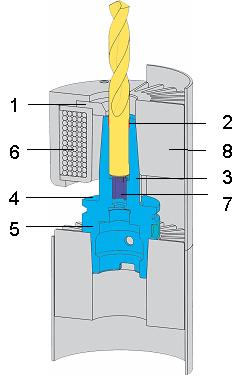
蓝帜金属加工技术集团(LMT)为更好的服务中国客户,2007年面向国内市场优惠推出一系列HSK63-A热胀刀柄。规格如下,现货供应! T0400/HSK-A63 T0600/HSK-A63 T0600-120/HSK-A63 T0600-160/HSK-A63 T0800/HSK-A63 T0800-120/HSK-A63 T0800-160/HSK-A63 T1000/HSK-A63 T1000-120/HSK-A63 T1000-160/HSK-A63 T1200/HSK-A63 T1200-120/HSK-A63 T1200...[阅读全文]
一、提高劳动生产率的强烈需求是现代高效刀具的发展动力在发达国家,现代高效刀具已经取代传统标准刀具成为发展主流。长期以来,标准化刀具是各国制造业使用的主流产品,但到上世纪七十年代末八十年代初,情况发生了根本变化。产生这种变化的背景:第一,经济全球化的发展使制造业面临日益剧烈的竞争,提高效率、降低成本的压力空前加大;第二,...[阅读全文]
刀具基体表面粗糙度直接影响金刚石薄膜与基体的实际接触面积和接触状态,是影响金刚石薄膜涂层刀具附着强度的重要因素。本文从金刚石薄膜在基体表面的成核密度、成核状态及机械锁合作用等方面研究了基体表面粗糙度对金刚石薄膜涂层刀具附着强度的影响。 1 基体表面粗糙度对成核密度及成核状态的影响 图1 基体表面粗糙度对成核密度的影响 为研究...[阅读全文]
目前CAD/CAM集成化系统受软件模型封闭性及刚性化限制,难于解决数控机床的高效、高功能与用户使用的低效、低功能的矛盾,更不适应虚拟制造系统高度拟实要求。主要表现为①几何仿真的“仿”而难“真”——数控加工图形仿真实体去除由布尔减运算实现,由于运算量大,仿真环境只能对单个工件进行操作,无法实现含整个工艺系统的数控加工全景仿真,...[阅读全文]
陶瓷涂层刀具作为刀具材料的一个重要的发展方向,应用日益广泛。它在拥有与硬质合金材料相近的强韧性的同时,耐磨性是未涂层刀具的几倍至十几倍,并且使加工效率显著提高。目前刀具涂层的方法仍以化学气相沉积法(CVD)和物理气相沉积法(PVD)为主流,这两种方法比较突出的问题是只在刀具表面涂覆,而且涂层与基体间的界面结合强度低,涂层容易剥落...[阅读全文]
目前,可转位涂层硬质合金刀具在机械加工中,特别是在数控机床(NC)、加工中心(MC)及柔性制造系统(FMS)中得到了广泛的应用。由于涂层刀片具有较高硬度和耐磨性、耐热性好、化学稳定性好和磨擦系数低等优点,所以不仅解决了许多难加工材料的切削问题,有效提高了刀具耐用度,而且大大提高了切削效率。 1 PVD涂层技术 采用等离子体增强磁控溅射离子...[阅读全文]
宝玛BM-1环保型线切割专用水基冷却液以水性物质配置,不含矿物油,不含亚硝酸纳。使用过程中不产生油雾,对人体无害,极大的改善了工作环境,同时提高了线切割的工艺性能,特别适用于大厚度、大锥度、高光洁度工件的加工。 1.对工艺性能的提高: (1)提高了工件的光洁度:BM-1环保型线切割专用水基冷却液的使用,可将工件的表面光洁度提高半级,使工件表面...[阅读全文]
这是一篇可操作性很强的文章,文中工艺数据翔实,措施得当,对从事轴类加工的工艺员来说有一定的参考价值。文中的所列各参数中,1英寸=25.4mm,读者可参照自行换算。笔者曾在某航空发动机零部件制造厂的桨轴生产线上做了3年多的工艺工作。通过学习和实际加工过程中的摸索,对桨轴类零件的数控加工积累了一点经验。下面就探讨一下某一类典型的桨...[阅读全文]