温泽干货分享 | 坐标测量检测涡轮叶片轮廓——过去、现在和未来
叶片测量的发展
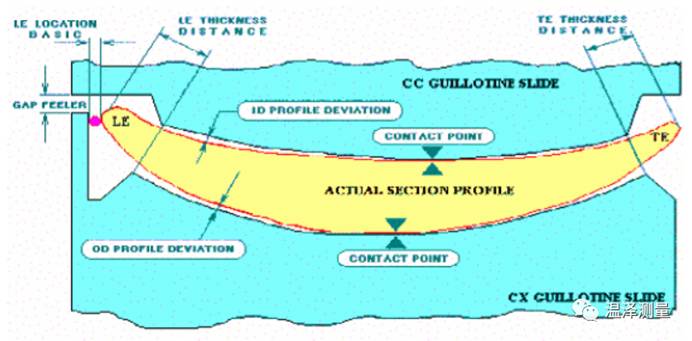
过去,大多数的叶片测量我们通常采用的是传统的裁切样板法,通过比较实际叶型和样板的差异来检测叶片是否合格。当时的迭代对齐的方式是很复杂的,不仅仅是用空间的6点来进行对齐,有时也会用到叶型的中点或者通过扫描局部高点区域获取的拟合点。
随着坐标测量技术的发展,坐标测量机逐步代替了专用量具来进行检测叶片,这得益于以下几点:
● 坐标测量机很灵活,编程后就可以测量许多不同的零件;
● 传统的专用检具检测,由于零件的每一个检测项目就需要一个独立的专用检具,这样就需要大量的检具,每个专用量具都需要维护、存储和校准,费时费力;
● 最重要的是,行业普遍要求每次测量都需要数字数据。传统样板检测中的 GO/NOGO 或主观判断已变得不被接受。如果需要,数字报告也可以轻松存档以备将来作参考。
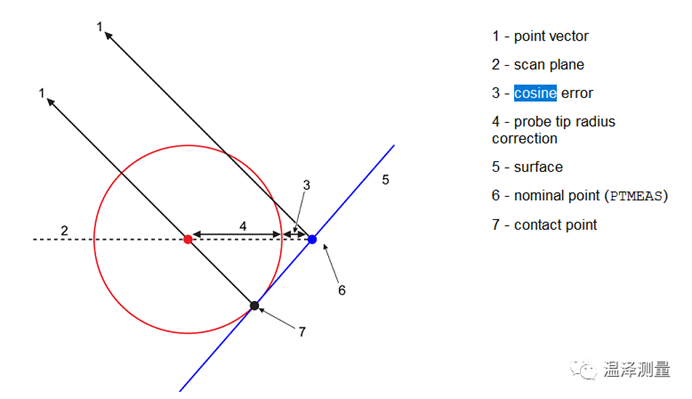
余弦误差示意图
从事叶片测量领域的工程师都知道叶片等轮廓上的测量点的问题,并且非常了解诸如“测球半径误差”等问题。多年来,坐标测量机软件供应商和坐标测量机工程师已经找到了精心设计的替代方案来解决这些已知的误差问题,但随着 3 轴甚至 5 轴连续接触扫描已成为常态,那么替代方案在处理产生的海量数据以及当实际表面偏离标称表面时扫描测头有“位移”的问题时就会变得更加复杂。
检测方法
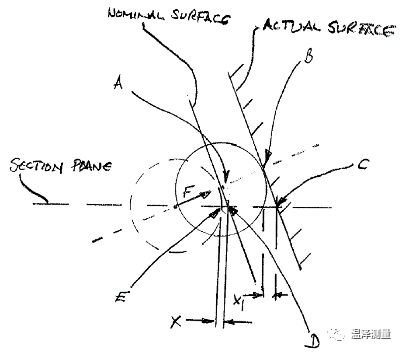
圆圈代表坐标测量机测针球,我们真正要测量的点是 C 点,然后将其与标称的 D 点进行比较。
让我们简单一点,想象一下用触发式测头来测量它。我们有两种可能的方法:
我们可以在 2D 中移动并接近点 D(从左到右),但是我们不是触发点 D,而是更早地触发表面并实际记录点 E,从而给出“X”的测球半径误差。使用尽可能小的球可以减少这种影响,但它仍然存在。
我们沿着向量 F 接近该点,但如果实际表面远离名义表面(如本例中),我们会超调并记录点 B,给出“X1” 测球半径误差。实际上我们记录点 A 并在矢量 F 和记录点 B 的方向上应用测球半径补偿。
如果您正在扫描该部分,则会出现类似的效果。如果表面“偏离”标称值,扫描测头会感应到测针静态压力的下降,并指向表面以恢复到其标准测针静态压力。如果没有任何进一步的计算或修正,Z 轴值将会漂移,特别是对于扭曲和弯曲的叶片形状。正如我之前提到的,熟练坐标测量机的程序员可以在他的程序中应用一些三角函数计算使测量的点 B“接近”点 C。
使用 REVO 5 轴单曲线扫描解决方案和类似的解决方案,这些问题仍然会发生,但其他方法将成为可能,例如摆扫。
为此开发了摆描数据采集程序,(记录测针球中心数据以消除测球半径误差问题)并将采集到的点云与剖面相交。“位于”截面上的点的数量可能很少或者不一致。然后,软件程序进一步处理点云,将靠近剖面的点投影到理论平面上。这种方法大大加快了计算速度,解决了与测球半径误差和余弦测量有关的问题,尽管需要很大的计算量和近似值。
该方法也可用于激光扫描仪,但叶片表面反射率的高低决定了该方法的成败。即使是中等光泽的表面也会出现问题(和测量不确定性),可以用粉末喷涂此类部件以解决反射率问题,这引起了另一个问题即粉末厚度和粉末厚度一致性,从而会再次引起不可预测的测量不确定性问题。
叶片的绘制
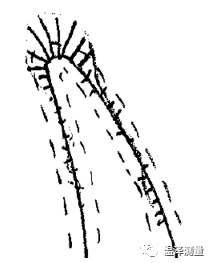
接触式坐标测量机数据的另一个问题是测量叶片后缘(对于薄叶片也包括前缘)时产生的误差。在该区域,曲线的矢量方向变化很快,特别是当轮廓与标称形状相距很远时,测球半径补偿变得不稳定。
上图中绘制的误差图非常典型,大多数使用坐标测量涡轮叶片获取报告的相关人员对此都很熟悉。
叶片的这个领域可能是最难按标准件制造的领域,因此这类报告可能会让人混淆,不知道这是制造误差还是三坐标测量的测球半径补偿误差。

REVO5轴扫描方法
在上面描述的限制条件下,使用REVO的5轴扫描方法可以解决这个问题。
摆扫的测量方法还产生了大量描述叶片完整形态的数据,这对工程非常有用,它甚至可以在没有经过切片过程的情况下检测人员也能获得他们想要的数据。
在温泽,我们的坐标测量解决方案也存在同样的问题和变通办法,我们不得不说,对于许多零件而言,坐标测量是最佳解决方案,尤其是在配备 REVO 5 轴扫描头时。这绝对是叶盘、多叶片段和大型重型叶片的最佳解决方案。
SOLUTION
单叶片测量解决方案
我们相信我们有更好的单叶片测量解决方案——从 1 英寸高到 80 英寸高的任何叶片。该解决方案是一种称为 CORE 的光学高速扫描系统。CORE分为两种,一种是CORE-D的五轴光学设备,另一种是测量范围更大的CORE-M,它是六轴光学设备。
该设备配备的测头由温泽开发,可将高强度白光投射到零件上,然后测头中的两个摄像头检测光点中最强的点。随后,软件计算光点所在的位置。与其他光学系统相比,CORE 的主要区别在于它可以在高度抛光的表面上检测,并且可以在不喷涂的情况下测量具有任何光洁度的涡轮叶片。
CORE还可以测量高度抛光的标准件(如球体和量块),因此可以在ISO 10360的运行标准下进行校准或检定三坐标测量机。

CORE-D五轴光学高速扫描系统
因此,CORE不但可以像普通三坐标那样实现坐标系的迭代对齐和扫描截面线,还可以消除各种补偿误差,消除的关键在于它的测球半径为零,因此不会出现接触式测量的测球补偿问题。
CORE的强化结构能保证设备在生产环境中的使用,与传统坐标测量机相比,它占地面积小,测量叶片的时间至少是任何其他坐标测量机的一半。
综上所述,涡轮叶片型线的检测已经使用三坐标测量机测量了多年,并且已经解决了“测球半径补偿”和“余弦补偿”这两个固有问题。摆扫描系统对于纠正这些问题大有帮助,但如果没有大量的点操作和修正,就没有足够的数据支撑截面扫描的报告。
如果您需要一台能够准确测量和报告实际轮廓而没有测球半径误差和后续修正的设备,该设备可以像传统的坐标测量机一样通过 ISO 标准认证,并且可以比工厂中的任何其他测量机更快地测量当今复杂的叶片形状,那么也许您应该看看温泽的 CORE 系列。

CORE-M 六轴光学高速扫描系统
作者:Andy Woodward
WENZEL America
关于温泽
德国温泽集团是计量领域创新的先驱。温泽多样化的产品提供了三维测量、计算机断层扫描、光学高速扫描等多个行业的独特解决方案。温泽集团的技术解决方案在汽车、航空航天、发电及医疗等众多行业中有大量应用。温泽在全球范围内已交付安装超过10,000台测量设备。其子公司和业务伙伴在超过50个国家销售产品,并提供售后服务以满足客户需求。

扫码关注我们
温泽测量
创新续写传统
(温泽测量)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


