激光加工机的选择
激光加工机的市场销售动向
目前,在钣金加工行业内主要的金属钣金切割激光加工机有2种,一种是大约20年前从工业激光改造成产品的CO2激光加工机,另一种是大概5年前正式从工业激光改造成产品的光纤激光加工机。从近几年中国钣金设备市场中激光加工光机的销售台数来看,CO2激光加工机占40%而光纤激光加工机占到60%。虽然2007年的时候,在市场上销售的激光加工机基本上100%是CO2激光加工机,但是我们知道,近年来光纤激光加工机的势头猛烈,正在不断地被市场认可,销售台数正逐步扩大。
■CO2激光和光纤激光的基本区别
虽然现在的市场趋势是偏向光纤激光加工机,但是光纤激光加工机真的是最好的选择吗?CO2激光和光纤激光,两者因激光的物理特征不同,所以激光加工的工艺也不同。当然实际上两者有各自的长处和短处,根据加工对象的不同,各自有优势也有劣势。
CO2激光是通过激发二氧化碳分子而得到的气体光束,它的波长是10.6μm;而光纤激光是在光纤中放入一种作为媒介的Yb(ytterbium)化合物的结晶,将这个结晶体用光束照射后得到的固体激光,它的波长是1.08μm。波长不同这一物理特点对两者的加工特性带来很大的影响。
最初光纤激光这一概念是由于它是通过光纤能够传播的激光被人认识的。能够通过光纤进行传播的原因在于它的波长,正因为它1.08μm的波长,才能够通过光纤进行传播。用光纤进行传播的优势就是它的光学部品的使用寿命较长以及维护性能较高。
CO2激光加工机从发振器到加工点,是借助反射镜传播激光的,一般是在与外界空气隔离的光路内进行传播。光路内虽然被没有普通灰尘或异物的空气所填满,但是反射镜的表面经过长时间使用以后,也会被脏东西附着,需要进行清扫。另外,反射镜本身也会因吸收微量的激光能源而损耗,需要进行更换。再加上要从发振器到加工点传播激光,需要用多个反射镜来调整激光的反射角度进行传播,所以要维持正常的运行需要一定的技术能力和管理。
但是,光纤激光加工机从发振器到加工点,激光是经由1根光纤来传播的。这根光纤一般被叫做导光光纤。由于不需要像反射镜那样的光学部品,又是在与外界空气隔离的导光光纤内传播激光的,所以激光几乎不会被损耗,可是严格说来,激光在导光光纤的外围进行反复传播,所以导光光纤自己本身多少会有所损耗,不过这个和CO2激光加工机中的反射镜相比,使用寿命要长好几倍。另外,如果传播路径是在导光光纤的最小曲率以上的话,那么就能够自由决定路径,所以调整和维持起来也非常方便。
在激光的生成过程(激光发振器构造)中,两者也有所不同。CO2激光发振器是将混有CO2的气体放置在放电空间之后,生成激光的。为了确保从激光输出功率而得出的共振长正常运作,在发振器的内部配置了光学部品,而且发振器内部的光学部品需要进行定期的清扫和更换。
光纤激光发振器,就像刚才所提到的,生成激光是在光纤内部进行的,而且与外界空气相隔离,没有光学部品,所以就几乎没有必要定期维护。
CO2激光发振器的清扫等维护周期是设定在大约4000个小时,而光纤激光发振器是设定在大约20000个小时。前面所提到的在使用寿命和维护性能等方面,可以说对于光纤激光加工机来说有很大的优势。
另外,我们也可以试着从消耗电力之类的运营成本角度也来进行比较。CO2激光发振器的光电转换率据说大概在10~15%,而光纤激光发振器大概在35~40%。由于光电转换率高,所以转变成发散热量的电气能源变少,光纤激光加工机才能够将冷却机之类的冷却装置所消耗的电力控制得更低。一般来说,光纤激光加工机的发振器,对于发振器的冷却温度管理相对于CO2发振器来说精度要求更高,但是,同样的激光输出功率下,光纤激光加工机的发振器用CO2激光发振器的1/2~2/3左右的冷却能力就足够了。所以从激光加工机所有装置的消耗电力来考虑,光纤激光加工机在CO2激光加工机的1/3左右的消耗电力下就能够运行,可以说是非常节能的激光加工机。
■加工特性的区别
在CO2激光和光纤激光的加工方面,因各自的波长不同,两者的区别很大。
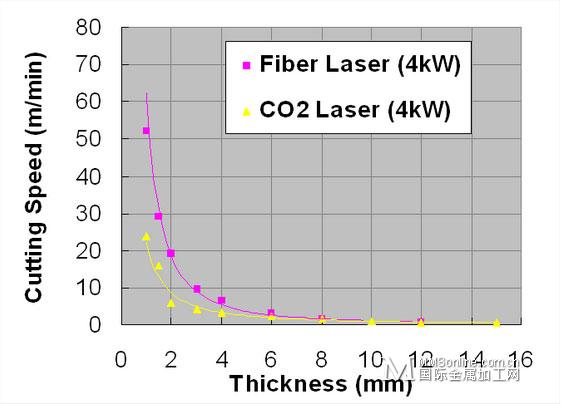
图1.不锈钢材料的加工速度比较图
图1所示的是在加工不锈钢材料时,CO2激光加工机和光纤激光加工机的加工速度的比较图。激光的输出功率都是4kW。我们可以看到在板厚4.0mm以下的领域中,光纤激光加工机能够以CO2激光加工机的2~3倍的加工速度进行加工。
为什么即使在同样的输出功率下,加工速度方面会有这么大的差距?首先可以说是因为激光能源对金属材料的吸收率这一部分存在着很大的差异。不仅仅是金属材料,世间万物中,由于物质的物理特性不同,在不同的光的波长下,光能的吸收率也不同。例如上述所举的不锈钢材料,它对CO2激光的吸收率大约是12%,而对光纤激光的吸收率是大概35%,相差3倍左右。所谓的吸收率高,是指激光在照射到金属材料之后,光能转换成热能后熔化金属材料这一步骤的时间非常短,所以也就能够以很快的加工速度形成切割加工工艺。
如果要用激光加工机对石英玻璃进行切割加工的话,那么用CO2激光加工机是可以进行切割加工的,但是用光纤激光加工机却不能进行切割加工。这个是由于石英玻璃可吸收CO2激光的波长,而对光纤激光的波长不吸收反而会穿透这一物理原理引起的。另外,平时我们所说的光纤激光在铝、铜等高反射性材料的切割领域中,比CO2激光加工机更加有优势,也是因为金属材料更能吸收光纤激光的波长这一物理特性的原理。
在比较不锈钢材料的加工速度时,我们可以看到在板厚超过6.0mm的领域内,两者的加工速度是基本相同的。从切割加工的工艺来看,与其参考瞬间熔化金属的系数,还不如参考如何将熔化的金属更高效排除的系数更为重要。用激光进行切割加工时,要一边将辅助气体(普遍是指氮气、氧气等)喷射至加工点一边将激光照射至材料,这样才能得到良好的加工状态。不同的切割对象的材料,采用的辅助气体也不同。另外,辅助气体的另一大作用是将熔化后的金属从材料的下方隔离出来。在加工对象是厚板的情况下,要得到良好的切割状态,需要辅助气体发挥作用,把要熔化的金属从材料的下面部分下方隔离出来,最终可以达到提高加工速度的效果。
但是,从加工领域和切割品质的角度来看,可以说CO2激光加工机更胜一筹。CO2激光加工机在行业内自实用化以来大概经历了30年的历程,它的加工工艺中很多的特性已经被大家研究透彻,所以已经能够对应从薄板到厚板的加工领域。另外,加工技术也已经非常成熟,可以保证一定的加工品质,不仅仅具备了切割各种形状的加工技术,同时还具备了能够确保切割面达到一定粗糙度之类的加工技术。
用光纤激光加工机的切割加工在保证切割品质方面还有一些难题未能解决。特别是在板厚超过3.0mm的领域内,用光纤激光加工机加工出的产品,切割面的下方会有一些明显的小颗粒附在表面难以剥离,这些小颗粒就是我们常说的浮渣。另外,切割加工面也与CO2激光加工机相比成形更加粗糙。这个就是上述所说的对金属材料的吸收度较高这一特性所引起的现象。激光加工是将激光反射至材料表面,然后金属被熔化之后落下去的过程。光纤激光在吸收率比较高的金属表面被反射时,会引起反吸收熔化切割面的金属,导致切割后得到的切割断面变得粗糙。
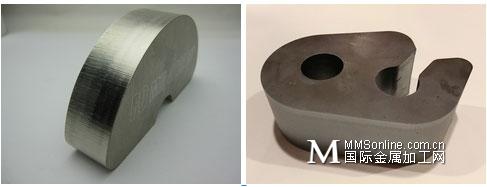
图2. CO2激光加工机的加工成形样品
(左:不锈钢材料20mm 右:软钢板25mm)
加工品质是难以将其数值化的项目之一,所以很多客户在选择激光加工机时不怎么重视。但是,前面所讲的浮渣问题就是有关加工品质的问题。采用光纤激光加工机即使速度变快,成本控制得很低,激光切割加工之后,要是需要进行去除浮渣等后道工序的话,总的加工成本与用CO2激光加工机加工出来的成本差不多。意思是说,大家需要更加重视激光切割加工机的加工品质。
■激光加工机的运动性能
虽然我用光纤激光和CO2激光的概念进行了比较,但是实际在选择激光加工机时,只要做这样的比较就可以了吗?光纤和CO2的概念,始终是激光加工机的构成要素——发振器的比较。激光加工机的构成系统中还有叫X、Y、Z的驱动轴,这个驱动轴的运动性能和控制性能也是一个很大的构成要素。
激光加工机加工的形状除了圆孔、方孔、矩形以外还有异形孔、楔形、凹凸等复杂的外观形状。所以不管加工速度有多快,如果决定加工形状的XY驱动轴的运动性能低的话,缩短加工时间也就无望了。假设用光纤激光机加工,加工速度是40m/min,用CO2激光加工机加工,加工速度是20m/min,那么光纤激光机的加工时间会是因为它的速度是CO2激光加工机的2倍,所以在加工某个形状时,加工时间也是CO2激光加工机的1/2吗?如果加工的形状复杂,加工孔数多的话,答案就变成了NO。要明显体现出加工速度差的话,需要提高驱动轴的运动性能,特别是切割加工时的加减速能力。
■激光加工机的综合能力
有了较高的加减速性能,还需要能够承受其运动性能的强韧的高刚性机架。为了保持产品的加工精度,就需要能够控制高运动性的内在结构。要最大发挥发振器的激光加工能力,就需要提高包括驱动轴在内的激光加工机的综合能力。
因为光纤激光加工机的构成要素相对比较简单,所以在考虑设计和制造激光加工机时,没有激光加工技术,也能制造出一定质量的光纤激光加工机。另外,光纤激光加工机的很多构成要素在市场上是可以买得到的,而且将这些构成要素组装后做出来的加工机其加工能力也基本不逊色。这就是最近为什么制造销售光纤激光加工机厂家泛滥的原因之一。
但是在CO2激光加工机中,需要很多像激光传播之类的加工技术,所以各个加工机厂家之间就很容易出现特征和性能方面的差异。真正的激光加工机的厂家应该具备成熟的技术,有能力设计和制造CO2激光加工机,还要用从生产CO2激光加工机所积累的加工技术能够用来来设计和制造光纤激光加工机,拥有这样子加工技术的厂家才是今后加工机市场上所需要的。
虽然加工精度和加工品质很难用数值来表现,但是能够始终保持较高的加工精度和加工品质,而且运动性能也非常高的激光加工机才是最好的选择。但是,在决定之前还需要根据加工内容,进行冷静判断。如果加工的材料中薄板比较多,生产量比较大,还想控制加工成本的话,光纤激光加工机是最好的选择。但是,如果很多时候需要加工超过6.0mm的厚板,或者需要达到一定加工品质的话,CO2激光加工机比较合适。后续作业需要用另外的工艺进行,而且用人力来操作的话,总的加工成本是非常高的。在选择激光加工机时,除了判断激光加工工序以外,请从您的产品和制造的角度来进行综合的判断。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈




