锑玛波型刃立铣刀——航空航天难加工材料的加工案例

随着航空航天工业和核能工业的发展,难加工材料如钛合金、高温合金等越来越广泛应用。钛合金强度高、耐腐蚀和耐高温等良好性能成为飞机发动机零部件的广泛用材,而高温合金具有较高的高温强度,抗氧化性、抗热腐蚀性、抗疲劳和断裂韧性等综合性能良好,且能在600℃以上长时间保持良好性能,所以该类材料在航空航天、舰船及化工等行业也广泛应用。
钛合金和高温合金的切削加工性差是众所周知的,主要表现在:1.高温强度高,切削力大;2.热导率低,加工过程中切削温度高达1000℃;3.刀具极易被磨损,在高温高压下,易造成刀具的粘结磨损和扩散磨损。
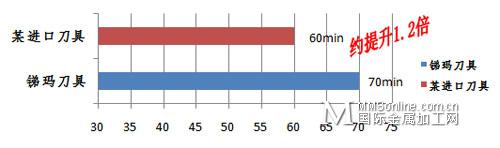
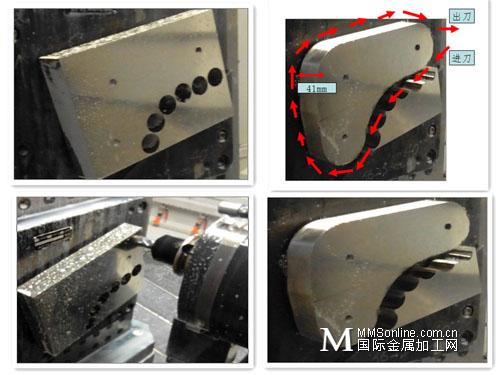
苏州某航空零部件企业在加工钛合金板的粗铣加工应用中,与锑玛工具合作成功应用了一种高速钢波刃铣刀,效果比较理想,由于加工寿命高,同时价格低,所以性价比优势非常明显。案例如下:

此波刃铣刀材质选用特种含钴超硬高速钢,因含有适量Co元素,使得材料具有很好的红硬性,切削温度在600~650℃时,硬度仍达到67~70HRC,非常有利于加工铁基、镍基高温合金、钛合金、奥氏体耐热钢以及其他铸造高温合金。涂层则采用PVD工艺的TiAlN涂层,其涂层表层会生成高强度的非结晶氧化铝薄膜(Al2O3),其硬度高、抗氧化温度高、红硬性好、附着力强、摩擦系数小、导热率低等。
在刀具几何角度设计上,我们选择正前角,提高刃口锋利性,降低了切削阻力、切削热,减轻加工硬化等;同时采用了大后角,可减轻刀具与工件间的摩擦;合适的螺旋角选择,使刃口更加锋利,进一步降低切削力,优化了排屑方向,不等螺旋角的设计,使得减振效果更好,切削稳定等;波型的刃口可有效改善刀具的切入和切出时刀刃受到机械冲击和热冲击的影响,可以实现大进给和大切深。
在实际应用中,因钛合金的强度高、粘性大、切削中更容易在切削区产生和积聚热量、且导热性差,切削速度不宜过高,在大进给的情况下,过高的切削速度会引起刀具和工件的烧伤。所以我们采用5~12m/min的切削速度 。同时钛合金在较高的切削温度下易产生加工硬化问题,所以如每齿进给量过大,则会引起切削力过大,导致崩刃或烧刀;而每齿进给量过小,则会造成刀刃始终在加工硬化层中切削而加快磨损。根据反复试验,我们总结出每齿进给量fz=0.1~0.3mm/z为宜。
最后在加工方式的选择上,逆铣的话,切削是由薄到厚,在最初切入时刀具易与工件发生干摩擦,加重刀具的粘屑和崩刃,以及易产生加工硬化;因此尽量采用顺铣加工,即切削是由厚到薄,可降低在加工时产生的加工硬化。但在粗加工时,一开始切入就碰到硬皮而容易导致刀具破损,所以切入时进给要以30-50%的速度为宜。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
