API高品质激光跟踪仪及其在汽车制造领域的应用
1.激光跟踪仪原理和组成
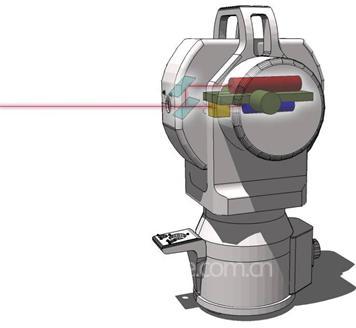
激光跟踪仪是建立在激光技术和自动控制技术基础上的一种新型空间坐标测量系统,它的基本原理是:跟踪头发出的激光对目标反射器进行跟踪,通过仪器的双轴测角系统及激光干涉测距系统(或红外绝对测距)确定目标反射器在球坐标系中的空间坐标,通过仪器自身的校准参数和气象传感器对系统内部的系统误差和大气环境误差进行补偿,从而得到更精确的空间坐标。
激光跟踪仪的硬件包括:(1)角度测量部件;(2)距离测量部件;(3)跟踪控制部件;(4)系统控制器部件;(5)支撑部件。为了提高激光跟踪仪的测量效率和自动化程度,激光跟踪仪还备有一些专用附件,如利用数字式温度传感器和气压传感器对气象参数进行测定和修正,利用遥控器在镜站对测站进行操作和控制。
激光跟踪仪的软件是测量系统的重要组成部分,软件主要包括:(1)仪器控制与坐标测量软件;(2)系统校准软件;(3)分析与计算软件等。激光跟踪仪的测量方式包括静态点测量、动态目标跟踪测量、对目标连续采样、格网采样和表面测量等。激光跟踪仪的测量结果可以用坐标方式或图形方式显示。
2. API激光跟踪仪的特点
API公司是激光跟踪仪的原创发明者,近年来公司不断创新,将激光跟踪测量技术推到了一个全新的高度。传统的激光跟踪测量在汽车行业遇到的最大挑战是光线遮挡问题,经过API公司的不懈努力,目前已经有两套行之有效的解决方案,一是绝对测距技术(Absolute Distance Meter,ADM),二是智能测头技术(IntelliProbe)。
API的绝对测距(ADM)技术允许跟踪过程中断光,将靶球放回到目标位置,再将跟踪头指向靶球即可恢复跟踪和测量。该技术基于红外光脉冲反射拍频计数进行绝对测距,在10m内精度高达0.02mm。
API激光跟踪仪的特点如下:
1. 激光发生器直接安装在旋转轴上
2. 实现最短光路
3. 仪器体积最小化,高便携性
4. 热对称,高稳定性
5. 测量范围最大化

API还发明了独特的6D测量靶标,这是一种主动式靶标,靶标内的反射器用于测量空间坐标,靶标中集成了光学系统、光电位移探测装置、伺服控制机构和光电编码盘等硬件,系统软件根据各传感器的输出量和6D数学模型计算出靶标的空间姿态,从而实现对被测对象的6D测量。
API激光跟踪仪最突出的特点是紧凑和灵巧,这一特点来源于超卓的智能轴系设计技术,该设计将干涉仪(IFM)、绝对距离仪(Turbo ADM)和数字处理系统等重要的测量部件都集成在中心轴上,使出射的激光不需要经过反射镜或者柔性光纤,不仅使仪器小巧紧凑,而且消除了温度变形和漂移等重要的误差源。
3. 激光跟踪仪的应用领域
API高品质激光跟踪仪自从进入中国市场以来,得到了越来越多的中国用户的喜爱,目前在中国激光跟踪仪市场中占有最大份额,API激光跟踪仪在以下工业制造领域得到了广泛应用。
(1)航空工业:飞机型架的定位安装,飞机外形尺寸检测,大型零部件检测,飞机维修等;
(2)航天工业:飞行器外形检测,重要部件安装位置检测,导轨检测等;
(3)汽车工业:汽车生产线检测,白车身检测,汽车工装卡具的检测与调整,逆向工程等(下文将对汽车工业应用作详细介绍);
(4)造船工业:船舶外形尺寸检测,重要部件安装位置检测,逆向工程等;
(5)科学研究领域:高能粒子加速器的定期检测与调整,重要核心部件的安装、调整与检测等;
(6)电子工业:雷达表面形状的检测,雷达安装位置检测等;
(7)重型机械行业:重要大型部件的尺寸检测,逆向工程应用等。
4. 激光跟踪仪机床“机床整体不规则误差映射”技术
API激光跟踪仪紧凑灵巧的特点和高品质性能,在机床校准领域也得到了很好的应用。API公司参与的一项新“机床整体不规则误差映射”新技术的开发与研究。该技术是给予机床及类似的动力结构的误差测量、建模和补偿的技术,其中采用了API先进的激光跟踪仪或干涉仪为测量仪器,对机床的误差进行采样测量。
4.1机床的误差

Cnc数控机床的几何误差综合起来有21项,其中每轴有6项误差(定位误差,两方向直线度误差,俯仰角,偏摆角和滚动角)。3轴一共18项再加上3轴的垂直度误差,总计21项。
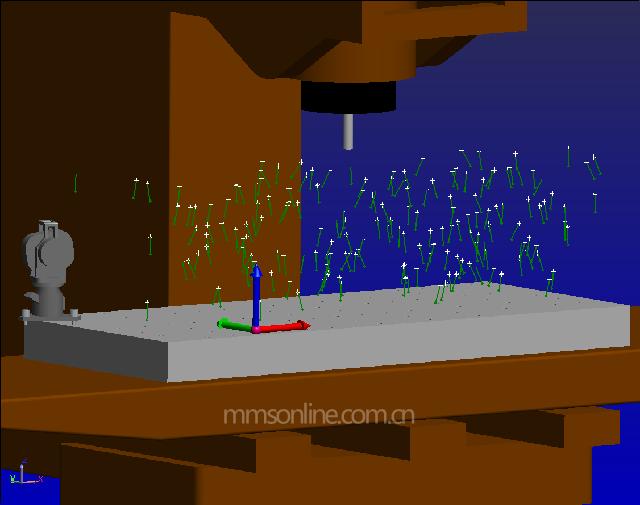
4.2机床整体不规则误差映射
具体的测量和计算方法如下:
在机床整个工作空间内,随机测量个个点位和矢量。
不限制3轴到6轴或者加转台的误差映射。
不限制设配,可以是机床,三坐标或者机器人。。。。。。
可通过球杆仪测试,切削测试,激光对角线测试校验精度
应用实例:

采用激光跟踪仪测量和建模软件处理数据。


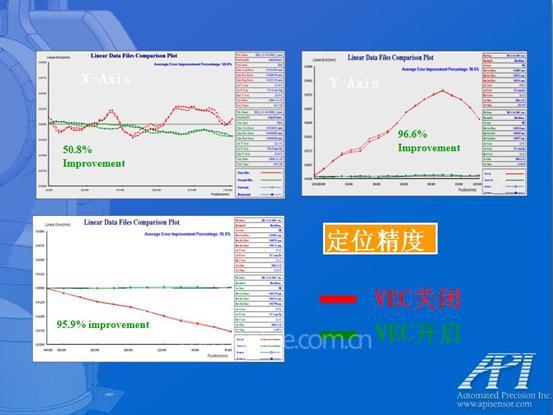
预装VCS系统的840D控制系统


补偿前后的精度情况:
补偿前后的干涉仪测量对比:
补偿前后球杆仪测量对比:

补偿前后的切削检查的比较:
试件:
检测结果:

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


