高速铣削 - 刀具设计和硬质合金的发展
总部位于卢森堡的森拉天时公司在全球拥有400,000,000欧元销售额和3500名员工的新公司将会是世界上最大的硬质合金品牌制造厂之一。
森拉天时公司的目标是:将森拉天时塑造成世界上最具竞争力的硬质合金品牌。在全球3个经济区域中拥有超过30个生产和销售公司,加上丰富的技术经验,森拉天时的雄谋大略将轻易实现。公司分为'切削刀具'及'耐磨金属'两大部门。
提要:轻合金在不同工业上应用的需求日益增加,例如在航天工业上轻合金的重要性也越来越高,同时在加工结构性组件时配以高性能和高速加工方案也相对提高。因此,在切削刀具方面,也要求在粗加工时有高的排屑速度,同时也能达到精加工的最佳表面光洁度。这篇文章将针对这两项要求,分别阐述刀座、刀片形状及硬质合金的系统性发展,并演示发展目标和实验结果。
重要用词:高速铣削、刀具设计、硬质合金、表面光洁度
介绍
在金属加工业内其中一个十分重要及致力达到的目标是提高生产效率。生产效率是建基于增加切削速度、进给量和切削深度,配以高性能和高速加工方法能大大降低生产组件的整体成本。客户分析数据显示,增加金属排屑速度(cm3 / m)对降低生产成本有决定性的影响。相反地,刀具寿命和刀具价格的降低对生产成本的影响相对有限。
高性能和高速切削技术能为客户带来高效益、高精密度及崭新的加工工艺等好处,因此越来越普及和受欢迎。这项技术的优点是提高表面光洁度、减低切削力及提高排屑量,使生产工序更有效。此外,轻合金在不同工业上应用的需求日益增加,例如在航天工业上轻合金的重要性也越来越高,同时在加工结构性组件时配以高性能和高速加工方案也相对提高。因此,在切削刀具方面,也要求在粗加工时有高的排屑速度,同时也能达到精加工的最佳表面光洁度。这两项要求也成为我们"森拉天时"在开发高速及高性能轻合金加工刀具系列(包括刀体、刀片形状及硬质合金的设计)时的重要目标。
刀体的设计
刀体的设计, 在于当刀片夹紧在刀体时必须能承受高性能切削(高进给量)所产生的高切削力和特别是每分钟3万转以上的高转速(高速切削)所产的高离心力。
在几年以前,刀具连刀片的最大可容转速是铣削工序中的限制因素。新设计将超越了这个极限,在刀具直径为32mm和可用切削刃长为18mm的刀体可承受超过每分钟4万转的转速。同时为了保证切削位置的高度准确性,刀片座的侧面定位壁和 "V形定位槽"能完全把刀片固定和达到非常高的定位精度。在航天工业上,这一点对于达到薄壁侧面的表面光洁度要求是非常重要。此外, 经德国Darmastadt技术大学PTW的实验室所作的几个离心力测试结果显示,"V形定位槽"的特殊设计能够提高刀体的抗离心力约25%(见图1)。

在设计过程当中使用有限元分析设计软件Finite Element Modelling可提供有关刀具在最高切削力和最大转速下受临界力的表现和额外重要信息。
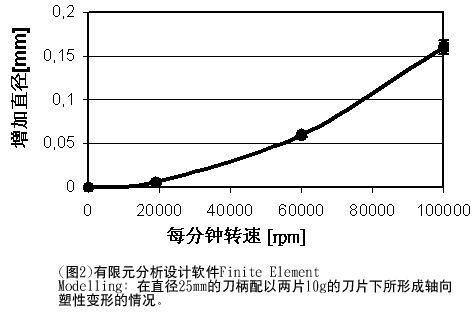
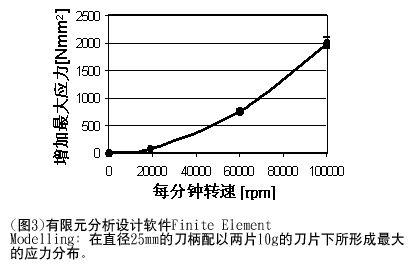
显而易见,当刀具转速达45,000 rpm的情况下刀体会出现高达40μm的轴向塑性变形和500 N/mm2的最大应力。尤其在高频率的转速负载条件下,钢刀体所承受的高轴向抗拉力、最大应力和高转速疲劳效应的情况下可以降低刀具体的寿命。在这项工程中,要达到改善刀具的稳定性和增加刀体的寿命, 减低最大应力为主要目标。因此,在设计过程中直接使用了著名的有限元分析设计软件Finite Element Modelling。
刀片设计和切削刃方向
在轻合金的高速加工中, 刀片的形状需要非常锋利的刀刃和特大的正前角以保证加工组件薄壁在低切削力下得到精确的表面。因此,图4中的刀片带有高前角γ和侧角α设计。此外,特大的正轴向前角更可大大降低切削力,同时改善工件表面光洁度。

刀片能结合粗加工的最高排屑速度,同时也能达到精加工的最佳表面光洁度为设计刀片时的主要目标。这样,即使是在型腔粗加工,工件侧壁的也会有完美的表面光洁度。因此,可以省去许多后期的精加工工序。为达到这样的加工效果, 我们以卓越的高科技铣削刀体及刀片设计技术, 专注于航天工业中结构性组件上的光滑表面相对于平行旋转轴(侧壁)的理论上。为此,要争取切削刃与刀体的旋转轴成正90°垂直是必要的。与此方法相反,刀体、刀片座和刀片本身的应用公差、以及上面提及的切削力和离心力所造成的偏离,都为这90°垂直设计的理想侧壁表面光洁度带来极大的偏差。结果显示,工件表面上的接距面会较要求的公差大。这尤其是因为刀刃的锋利边缘结构以及两刀铣削所致。
我们与一家最大型的航天设备生产商合作,发明了一项新的设计。新设计的独特之处在于轴向切削刃当中的椭圆结构,这补偿了以上在切削过程中所产生的有关切削刃方向现成公差[4]。图5显示切削刃在轴向延长时被分成两个部分。
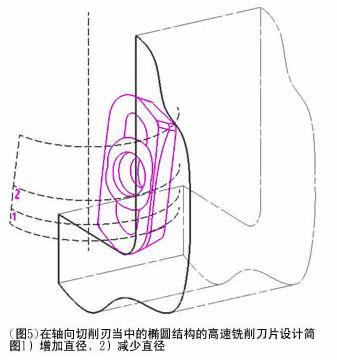
第一部分展示了铣削刀具直径在不断增加至最大的轴向旋转值。第二部分,刀具直径以最低的斜面在不断减少, 并以第一部分作比较。这个形状的特点是在切削过程中形成了一个修光效果。图6显示了轴向切削刃当中的椭圆结构的详细形状。以上提及的两种不同斜面以α1、α2及一个特殊后角α3所表示,见程(1)为有效:
α1>α2≦α3 (1)
根据这个形状,图6的切削刃显示了刀具在一点上的最大直径,以一圆点表示。a1max 和 a2max 的数值代表了修光效果的强弱。如程序(2)为有效,则以上提及的标准90o条件便成立。
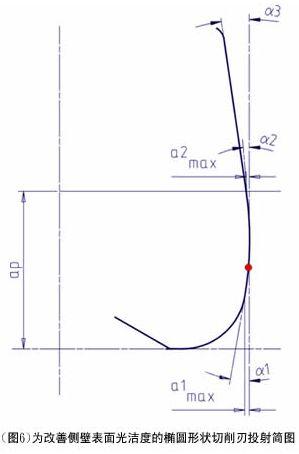
a1max = a2max = 0 (2)
如果a1max 和 a2max 的数值太高(分别代表为α1和α2),随着侧壁波浪纹的增加,再次降低了表面质量。结构的主要设计倚赖于切削深度ap,ap可决定参数a1max 、a2max、α1和α2的最佳值(见图6)。图7比较在标准条件下加工后的侧壁结构(见a和b)及新设计(见c)。
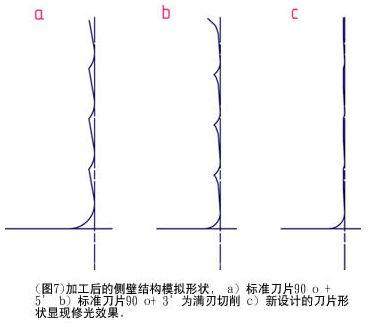
刀体、刀片座、刀片轴向的现成公差、以及在切削过程中刀具变形所产生的偏差,都可以用以上的形状结构做出某程度上的补偿。
硬质合金及实验结果
为证明以上演示的修光效果,我们进行了多次复杂的实验。实验采用Starrag-Heckert CWK 400 Dynamic高速加工中心,MHPC.32.R.03-19.HSK63A-L121 高性能高速铣刀和XDHX 190440FR-27P刀片。
硬质合金
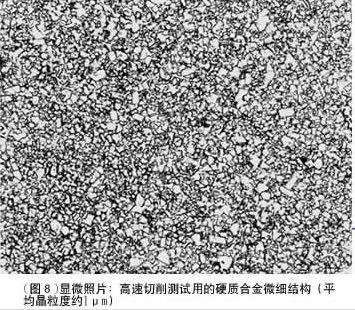
由于在高速铣削时的高冲击贫率和高冲击负载,刀片在高转速下会承受断裂和疲劳的风险。事实证明在反复旋转负载的情况下,30%的缺口应力可导致硬质合金损坏。因此在高速切削应用中,刀片材质的强度,韧性和抗疲劳性都是首要考虑的特性。此外,高速切削刀具材质还要求:刀片表面质量及整体材质中的极低密度缺陷,以及一致的微细结构性和微细晶粒度也是同样重要的。切削材质中的含钴(Cobalt)成份越高,材质的韧性和抗断裂性越大,晶粒度越小,耐磨性越高,但在切削过程中当温度增加,抗变形性就会降低。在以上测试中,使用了一种适合加工航天应用铝材的典型硬质合金材质。图8是一张硬质合金类型WC-6Co 的微细结构放大图,展现了一致及经过精细打磨后而不带合金方粒的紧密结构。平均晶粒度约1μm, 硬度经分析后为1630 HV30。
月牙洼磨损、侧面磨损、积屑瘤、边缘缺损和缺口磨损都是刀片应用中早期失效的主要问题,也会降低工件材料的表面质量。一种称为"mircrofinish"的表面抛光处理工序,使用仿如镜面(表面抛光)的刀刃,可减少月牙洼磨损、边缘缺损和积屑瘤。在测试中刀具系列并没有使用特别的涂层,所有测试的刀片都是在无涂层的条件下进行。
实验过程和结果
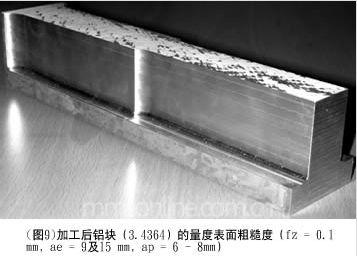
在测试过程中,选用了不同的步骤加工一件3.4364材料,抗拉强度为550N/mm2的铝块。图9是其中一件加工后的铝块照片。测试中使用的进给量fz 为0.1mm,ae 在0.3mm到15mm之间,ap为6到8mm之间。使用Perthometer M4P装置以垂直于进给方向扫描工件表面,量度表面粗糙度。图10显示了测试结果,分别量度了平均粗糙度Ra及代表着在特定的量度距离下, 工件表面最高和最低点距离的最大粗糙度Rmax。结果显示,使用以上提及的新方法,即带椭圆结构的切削刃加工工件,量度出来的工件表面质量大大的提升了。再者,第一部分(见图5)所示刀片切削第一步骤形成的波浪纹表面会被第二步骤削平。这个工序的有效刀刃在第二部分(见图5)。在侧壁表面波度上,工件表面上可见的对比线表达了修光效果,也代表了加工范围(见图9)。相反地,以标准90o刀片加工后的工件表面则起了显著的侧壁表面波度,并形成节距,Rmax值高达35μm。
总结和展望
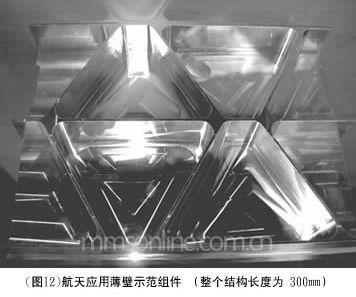
本文介绍了一个革新的刀片设计方法,有效提高了航天工业用的结构性组件和类似工件的侧壁表面质量。由刀体、刀片座、刀片轴向的现成公差、以及在切削过程中刀具变形所产生的偏差,都可以用以椭圆结构做出某程度上的补偿,并同时避免刀刃的锋利边缘结构以及两刀铣削所形成的节距。配以特大的正前角(断屑槽形)和V形定位槽设计使切削速度和进给量能提升到每分钟达7000cm3的排屑量,并维持良好的表面质量和光滑度。V形定位槽设计可使刀片能抵受强大的离心力,而达到每分钟4万转的高转速。要达到可靠的切削工序和最佳的表面光洁度,还须同时考虑排屑效果及振动等额外因素。特别是振动的分析,这是在加工当中刀具和主轴系统共同产生的特有自然共振频率所激发,增加了对其技术应用中刀具表现的了解而作出更准确的预测。图12所示范的轻合金航天应用薄壁组件,透过特殊设计的刀片形状、硬质合金的选择及刀体设定,使加工应用更为有效, 生产效率更高,同时获得更佳的表面质量。可是,在高性能(高排屑量)应用中不断提高的进给量和切削速度的情况下,刀具、车床及主轴生产商仍然面对着来自稳定性、主轴设计、工序控制系统和保安各个范畴的新挑战。
森拉天时公司网站
(国际金属加工网编辑:刘海涛)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
