超级旋风铣在加工En36a /E110材料时减少工时达70%,Brisbane工量具公司使用一款直径25mm的两刃方肩铣刀在已镗出的圆孔加工在钢坯上的六角孔。 其面对的问题是碰到仿形铣削是从6个角上切除的材料数量。当铣刀加工到每个角时,切削的接触区域增加且随着刀具改变方向产生过量的振动。用这种刀片加工的切削速度(vC) = 120 m/min,每齿进给量(fZ) = 0....[阅读全文]
减少切削液的使用提供了可观的成本 节约机会。刀具寿命甚至可能会提高。 我们最近走访了一家工厂,发现停用切削液带来的性能飞跃令人吃惊。这个发现纯属偶然。切削液的缺点迫使人们把加工零件的生产定额转到干加工上。需要是发明之母,员工进行了试验以确定是否能保持有效生产,结果他们发现对于切削液的投资不一定能有所回报。 在过去的二十年里...[阅读全文]
在过去六年里凭借在瑞士独一无二的x轴工作范围多达8米的大型加工中心,Heinz Krahenbuhl已经使得 Pro Cam变成一个模具制造业和机器制造工业的知名供应商。成功只向那些制定最高标准和同最佳合作者公事的公司招手。作为一个主要的供应商,山高因此是一个合乎逻辑的直接的选择。 山高应用工程师, Renato Bulfon, 给Pro Cam Huttwil的奠基人和 所有...[阅读全文]
JJ Hardy & Sons是一家整个欧洲铁路公司和地铁公司分包商。自从价格竞争越来越激烈,对公司来讲保持所有领域的花费(包括机床)牢固地控制是很重要的。 在Hartlepool的JJ Hardy & Sons公司始建于1856年。在这它成立之前30年,就是在这地区从Darlington到Stockton开始运营由Rocket机车牵引的世界上第一列客运火车。 所以很自然该公司为各种各样的...[阅读全文]
最新的PVD复合镀层刀片为航空与模具领域的仿形铣削加工提供高生产率的方案。 应用PVD(物理气相沉积)镀层工艺的新型复合镀层在针对高硬度工件材料高性能立铣与仿形铣的铣刀片开发中正扮演一个重要的角色。快速增长的应用领域包括用于当今喷气发动机制造的高温合金与模具的高速精加工。 针对更高强度合金的韧性更好的刀片 在航空工业里,追求燃...[阅读全文]
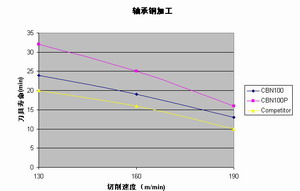
PCBN切削刀具的新发展为机械加工提高效率,但首先他们不得不学习何时及如何使用这种材料。 用PCBN刀片车削代替是用陶瓷刀片然后磨削通常能节约机加工时间和资金 制造商总是指望提升切削速度,但他们的工作通常因新材料的发展趋势而变得复杂起来。例如工厂刚对加工片状石墨铸铁感到满意的时候,工件材料就被换成高强度球墨铸铁。当这些韧性好的材...[阅读全文]
设计和使用PCBN(聚晶立方氮化硼)和PCD(聚晶金刚石)切削刀具的最近进展提供给不同的行业制造商强有力的提高生产率的新动力。如汽车工业运用新的大颗粒整体PCBN刀片使得高效切削难加工合金铸铁成为可能,原先它们只能由磨削完成。 “在最新的整体PCBN材质等级增加颗粒度已经显著改善性能,”底特律山高Carboloy先进材料产品经理David Huddle说...[阅读全文]
设计工程师有吃力不讨好的工作。他们永无止境地花费精力去约束公差和提高精度来同失效和停机作斗争。他们连年累月地提高设计精度到1微米左右。他们是完美主意者。 但是当刀具没有恰当平衡时他们的彻底认真和密切注意细节产生浪费。使用不平衡的刀具加工零件和射击自己的脚相近似。刀具在执行设计任务后会出现正常磨损。但是,设计用来执行那个任...[阅读全文]
用在汽车工业的大多数硬零件是在淬硬后加工到最终几何形状的。目前,磨削是用于这些零件的主要的方法,这些零件包括轴承、齿轮、轴和小齿轮。但是,由于机床刚性的改善和聚晶立方氮化硼(PCBN)刀具的发展,硬车削正作为一种替代磨削的经济性好的方法在普及。 使用各种镶刃或整体车刀片完成硬度在洛氏45到68范围材料的硬车削。自从它在80年代中...[阅读全文]
多方向车削(MDT)刀具在Boessenkool B.V.被用于大型零件的难加工工序。它们表现很好,能节约工时多至50%。 “MDT刀具于三年前引入,而且当时山高Benelux关于该产品举办了一次讲座。然后我们决定用这款极佳的刀具进行试切,” Boessenkool B.V.的工段长Arnold Meier说,“并且我们成为在荷兰第一个使用MDT刀具。” “我们取得了极佳的结果。起初,...[阅读全文]