ZEISS LASER SCANNING SYSTEMS - 三维光学扫描系统

三维光学扫描量测系统的优点
工作原理与应用领域
本份白皮书介绍了创新的三维光学扫描量测系统/技术(ZEISS OPTOTECHNIK 三维光学扫描 COMET 系列, T-SCAN 系列)与传统接触式测头量测系统/技术之间的区别。
目录:
传统测量方法及其优点
传统测量方法及其缺点和局限性
更多缺陷与问题
人为干扰因素
解决方案:三维光学扫描量测技术
三维光学扫描系统的量测原理
三维光学扫描系统在逆向工程中的应用
三维光学扫描系统在质量控制中的应用
三维光学扫描系统在可视化与虚拟装配中的应用
三维光学扫描系统在虚拟装配与气密性评估中的应用
结论
LASER SCANNING SYSTEMS - 三维光学扫描系统
传统测量方法及其优点
很长一段时间以来,人们使用传统的接触式测头量测方法对工件进行量测,该方法经多年实践应用,技术比较成熟,应用经验丰 富,具有较广泛的实践价值。
接触式测头自动量测设备精准度高,是进行几何量测的优良选择。尤其在精密测量领域,该技术可对钻孔圆度等几何误差进行量 测。因该接触式测量技术诞生历史悠久,存在比较客观,标准的行业技术规范。
传统测量方法及其缺点和局限性
使用接触式量测方法进行单点测量时,对工件表面特征要求比较严格:工件表面特征决定了是否可以用接触式方法进行测量, 应该选择多少直径的探针进行测量。
有许多柔性材料(如橡胶,泡沫等类似的柔性材质)因其柔软的材质特征,无法采用接触式测量方法进行量测。采用接触式测 量方法对较大尺寸部件测量更是耗时耗力:需要随时根据被测件表面特征进行不同直径的探针更换。根据特定的软件,需要配 备相应的复杂而又昂贵的硬件耗材。一旦工件从测量区域取下,很多情况下将无法进一步记录/分析测量结果。
接触式测头/探针
更多缺陷与问题
采用传统的接触式量测方法,可获得的被测件表面质量数据非常有限。与之相比,先进的光学扫描方法一次量测获取的数据更全面更充分。
此外,传统的接触式量测方法无法获取工件整体区域的三维数据,从而无法对部件进行综合的质量评估。 对于不熟练的操作人员来说,正确解读测量结果报告也存在更多的困难。 接触式量测方法测量时间长,同等条件下获得的数据量远远少于光学量测法。
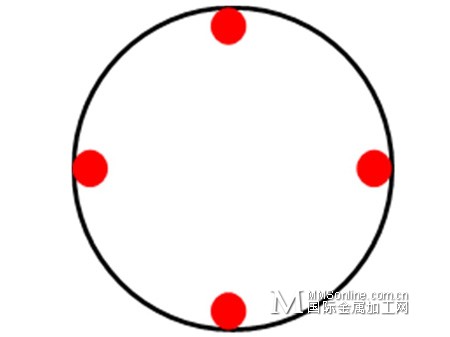
接触式测量方法从一个“圆”上获得的数据量

接触式扫描法从一个“圆”上获得的数据量
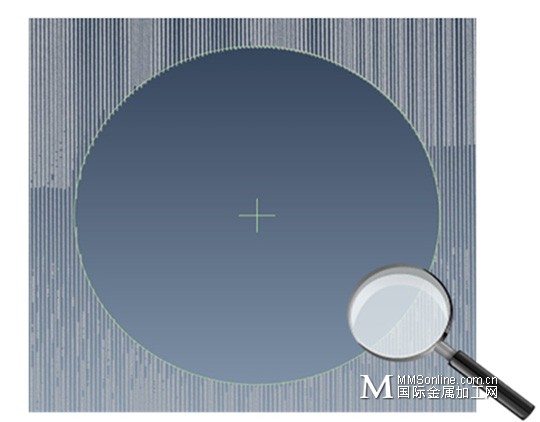
光学扫描法从一个“圆”上获得的数据量
点云数据
人为干扰因素
接触式测量方法,测量过程中人为干扰因素的影响不容忽视。操作人员的受教育程度与技术资历,以及根据工件实际特征准确 获取数据的能力都有可能影响到最终测量结果。缺乏经验的技术人员对测量结果报告的误读性也比较高。 相反,用三维光学扫描方法获得的数据结果可以用色差图的方法(如右下图)呈现,该比对报告一目了然,简单易懂。便于操 作人员的阅读理解,更便于部门间的沟通。
接触式测量结果报告
光学扫描法测量结果报告
解决方案:三维光学扫描量测技术
采用三角测量原理准确获取工件表面完整三维数据的高性能光学扫描量测系统是一款先进的的解决方案。与传统接触式测量方 法相比,非接触式光学扫描测量方法更快,获取的数据信息量更多。 光学扫描量测方法获得的数据密度是接触式测量法远远无法企及的。采用光学量测法可轻易获得接触式测量法无法获取的精细/ 复杂曲面结构的数据。此外,采用光学量测法,扫描工件后,获取的数据可长期存储在电脑中,即便该工件已经不复存在,扫 描获得的数据仍可在任何需要的时候进行编辑处理。
三维光学扫描系统的量测原理
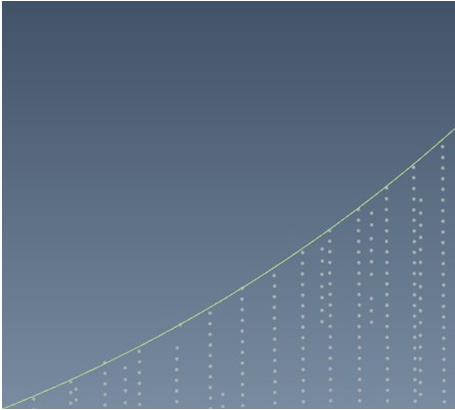
光学扫描系统采用三角测量方法(见下图)进行工作:即对投影在物体表面并反射接收到的数据进行量测(非物体本身)。 激光光束/或 L3d 光束投影到工件表面,由投影镜头旁的接收相机,即位置分辨光电二极管或 CCD 线,进行接收。当工件与投 影镜头间的距离发生改变,光线反射角度也发生改变,导致接收到的图像位置发生改变,根据三角函数原理,工件与投影镜头 的距离得到准确计算。 图像接收器由光学敏感元件组成,可确定反射光点在图像上的位置,根据该图像位置,计算得出投影镜头与工件的距离。 三角测量技术的优点是其仅受三角函数变量关系影响。从而可进行持续的测量,尤其适用于移动测量。 为避免环境光线与非均匀性物体表面反射光的影响,需确保测量光点足够小并足够亮。故而,三角测量法扫描头经常采用脉冲 式工作方式。
该方法仅适用于短距离测量,因为光敏度随着从发射端到反射端的距离增加而进行 4 次方级数的递减(双向式吸收), 大多数 情况下,光学发射器(投影镜头)与图像接收器(接收相机)集成在一个壳体中。
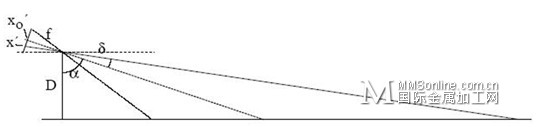
上述图表显示不同距离的三角函数关系,根据三角函数关系,x - xo 的距离由测得的 x1 - x′o 之间的值决定。
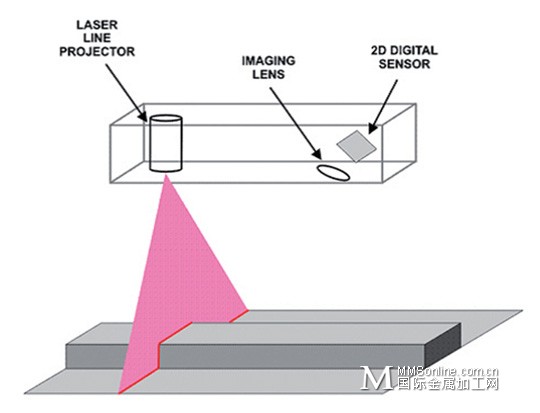
扫描头的基本构成
三维光学扫描系统在逆向工程中的应用
逆向工程通常指使用一定的测量手段,对实物进行测量,根据测量数据,通过三维几何建模方法对工件的全部轮廓或部分轮廓 进行 CAD 数模重构。适用于对全新设计模型或经部分修改的工件,通过扫描获取表面区域三维数据并通过简单步骤转换成 CAD 数模格式。
对工件点云数据进行格栅化,格栅尽可能细小精准。根据事先 定义的坐标系进行数据对齐。
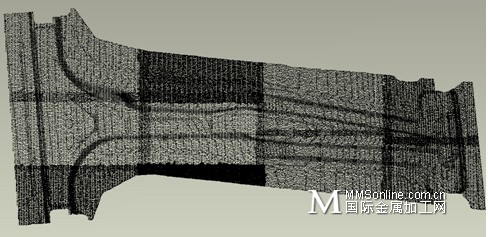
工件点云数据
根据获取的点云数据生成三角网格(STL 格式)
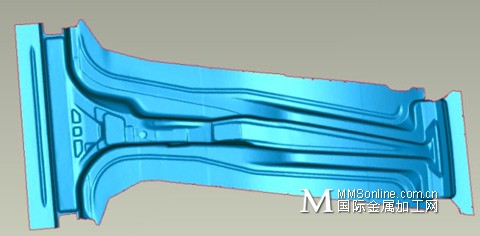
工件三角网格 STL 格式
用 CAD 可读格式将三角网格分割成小块区域。
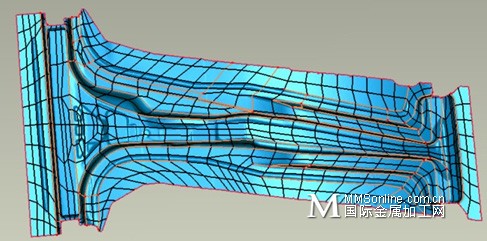
CAD 数模
完成 CAD 数模重建
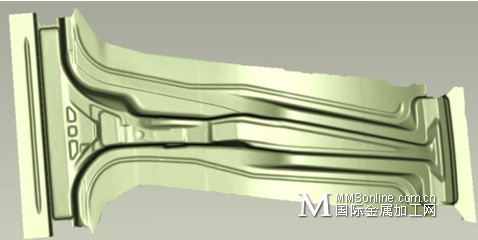
完成 CAD 数模
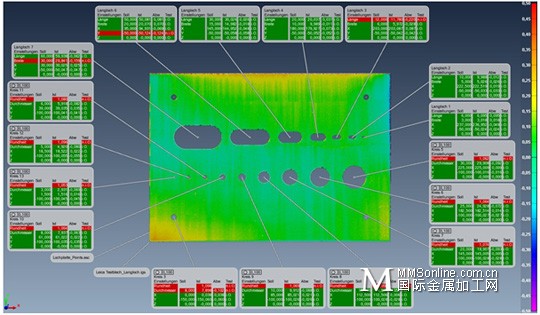
三维光学扫描系统在质量控制中的应用
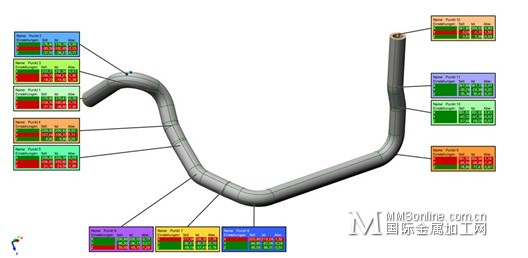
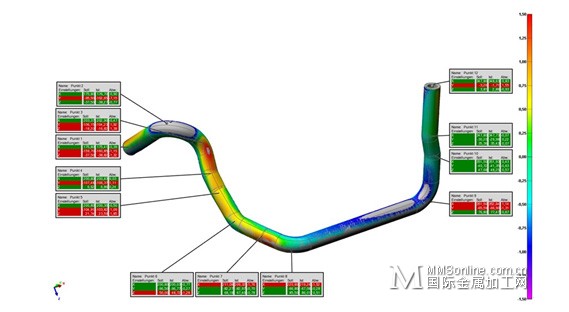
质量控制领域相关应用目标是:准确获取工件实际三维尺寸数据,并将获取的数据与设计部设定的数据进行比对,从而确定可 能的偏差范围。即:将实际采集/测量获得的点云数据与标定数据(CAD 数模)进行比对。此量测法亦可用于确定几何元素的形 位公差。
检测结果可用色差图表显示。(或采用传统接触式测量法相同的报告生成法制作报告)
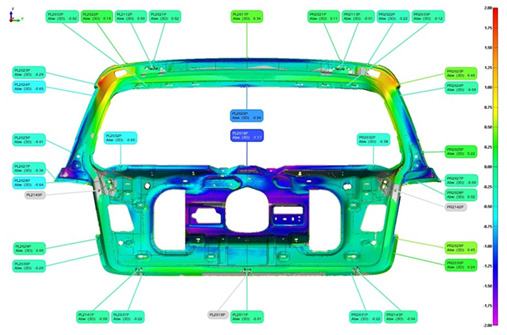
区域色差比对图
测量任务 1:
-完成表面扫描,获取三维数据
-与 CAD 数模进行比对
-生成色差图报告
-计算间隙缺损或盈余
测量任务 2:
-完成表面扫描,获取三维数据
- 与 CAD 数模进行比对
-生成色差图报告
-计算几何数据
三维光学扫描系统在可视化与虚拟装配中的应用
虚拟装配建立在采用三维光学扫描系统对实际位置进行扫描,确定三维位置(数据)基础上。 例如,对汽车内饰如驾驶室的坐椅,方向盘等部件进行量测与评估从而使之符合人体工程学的设计要求。 扫描获得数据可输出至特定软件以作后继分析。

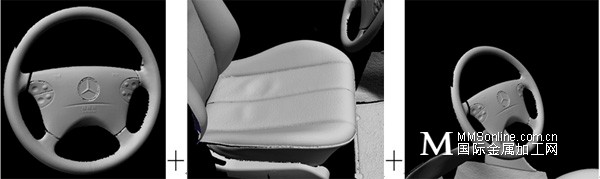
对汽车内饰各部分进行单独扫描

对各部分扫描数据进行虚拟装配后得到的结果
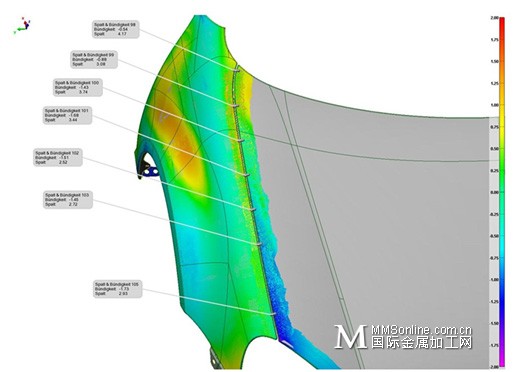
三维光学扫描系统在虚拟装配与气密性评估中的应用 虚拟装配也指对各部件进行虚拟装配并对相互间的密封性状况进行评估。
通常情况下,各部件在各自的生产基地进行扫描(这些生产基地可散布于世界各地),获取相关三维数据。 对测得的各部件数据进行虚拟装配后,可对装配后的部件之间的间隙进行检验评估。 采用此方法,可模拟生产流程,提前对各部件装配尺寸进行设计评估,无需进行复杂的实际装配工序。

对车门区域的侧围进行扫描扫描车门

扫描车门
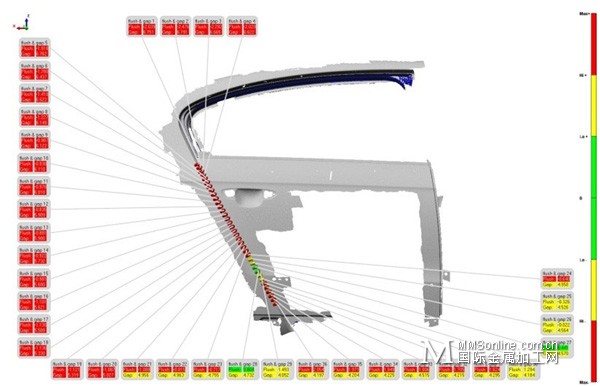
得的车门与侧围(数据)进行虚拟装配,评估两者之间间隙状况
结论
通过以上分析,凭借当今业界各位同仁的洞察力与见识,是时候考虑用最新的光学扫描系统替代传统方法,来提高工作效率, 降低投资成本,获取高精度的测量结果。
与传统的接触式测量设备(如 CMM 三坐标)相比,三维光学扫描设备可获取工件全方位三维尺寸,即便工件结束测量从设备上 移除,仍可随时进行数据评估与分析。 三维光学扫描设备具有数据存储安全,数据处理速度快,灵活性高的优点,是传统方法无法比拟的。
三维光学扫描设备既可快速,准确地获取工件表面/曲面三维数据亦可进行高精度形位公差分析,具有无可比拟的优势。同时, 三维光学扫描设备作为非接触式测量手段,适用于对柔性材料进行非变形/非接触式测量。用三维光学扫描设备测量获得的数据 可作为质量检验,产品设计,以及批量生产的标准依据。
高度人性化/灵活的设计,使得 ZEISS OPTOTECHNIK 三维光学扫描系统还可集成于任何移动(机械臂)或固定(支架)的测 量部件上。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


