ZEISS AUTOMATION - 自动化测系统
——自动化量测系统的优势

您是否已经拥有一套光学量测系统?是否想将之升级成全自动检 测系统?还是正在考虑直接采购安装一套全自动的光学量测系统?
此份白皮书将为您提供自动化量测系统相关信息。
ZEISS Optotechnik 公司可根据用户实际量测需求为用户“量身 定制”适合的自动化检测系统,从而使用户的工作流程与测量流 程效率最大化。

目录:
自动化量测方案
优化整合的个性化规划
自动化三维光学量测系统
自动化表面缺陷检测系统
自动化检测软件
德国ZEISS光电技术有限公司自动化扫描应用案例
自动化量测方案
在大批量的质量控制与量测工作中,工作效率是重要的评判标准。 从数据输入,评估到报告的生成必须快速而精准。待机时间越长,成本越高。 因此,我们推荐自动化量测解决方案提高工作效率,降低待机时间。

实践证明,自动化量测系统在生产相关的质量控制中,尤其是重复性测量任务中非常有用。 工件的表面特征与几何数据得以快速获取并得到有效记录。

自动化量测系统应用领域广泛,可用于汽车,航天航空,机械与铸造行业。
优化整合的个性化规划
自动化量测方案的主要部件有:扫描系统,操作软件,机械臂(包括门户系统),防护栅以及安全装置。
根据用户的实际量测需求以及要求达到的自动化程度,进行个性化优化组合,以满足不同用户的自动化 量测需求。

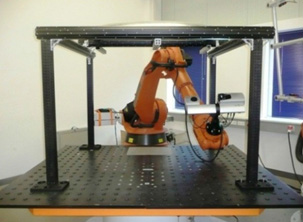
自动化三维光学量测系统
三维光学量测系统应用领域广泛,可获取整个工件表面的三维数据。(具体可参见“三维光学量测系统”白皮书) 通过机械臂操控扫描头,对不同尺寸范围的工件进行全自动扫描。 无论是首样测试,还是量生产质量检测,或铸铁件质量检测均可由自动化检测方案来解决。 为确保工件量测成功,必须认真设计测量周期,测量方案,并互相衔接。 此外,自动化量测过程中环境条件的统一持续极其重要,环境因素的改变如照明光的改变,温度波动都有可能给量测结果带来 不良影响。
设计自动化量测舱时需特别注意,确保在苛刻环境条件下亦可进行正常工作。


自动化表面缺陷检测系统
工件表面质量是用户关注的重中之重,在生产前道工序对工件表面进 行持续检测并及时发现表面缺陷,是确保产品质量的重要保障措施。 通常,表面检测流程在装配工序之前,采用自动化表面缺陷检测系统 及时发现表面缺陷可避免不必要的浪费,降低成本。自动化检测的流 程设计将取决于检测周期,被测件尺寸以及具体的检测需求。

日益增长的竞争与成本压力决定了在生产前道工序时加强对表面异常 的辨识与分类及其重要。应根据该检测结果对相关工具及生产过程进 行优化调整。如此来提高质量控制的工作效率,提高产品表面质量, 减少原料浪费,降低生产成本。
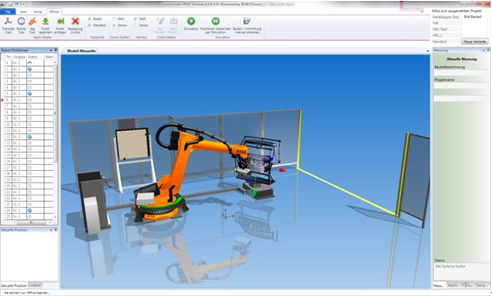
自动化检测软件
自动化检测软件应包含从编程开始直到检测结束的整个流程。从检测开始到模拟化质量异常控制,数据评估以及数据记录。整个工作流自动,完整且持续不断。
离线编程可在一个单独的程序设计站内进行。中央数据库可及时为自动检测系统提供各种数据方案。由此节省待机时间,减少 数据传输过程中的错误。完善的用户管理程序提供使用者与编程员的切换功能。使用者可进行工件尺寸测量,而编程员有权激 发机械臂的运行程序(离线/在线)自动化量测软件程序具有完整的模块化设计,提供多种开放式界面,适用不同的机器人/机械臂,扫描头以及评估软件,使之适 配并协调工作,具有极大的灵活性与独立性。离线编程具有完善的报错管理功能,可提高系统操作的安全性,降低系统的待机时间。
离线编程程序还具有检测模拟功能,可即时获取模拟扫描数据,并进行扫描质量评估,大大缩短工作时间。 动态数据管理与历史数据管理功能,确保每个工件的检测数据可单独进行参数修改与再计算。 归档功能提供对检测结果的归档处理或删除处理。
德国 ZEISS 光电技术有限公司自动化扫描应用案例
应用领域:自动化三维光学量测 应用部门:汽车制造业
“像素高的检测系统就是好用!” 宝马雷根斯堡(Regensburg)冲压厂采用光学三维数字化检测系统对冲压车间的汽车车身部 件进行表面质量检测,大大提高质量控制的效率
项目定义:
宝马雷根斯堡(Regensburg)冲压厂((TR-30)使用光学量测扫描系统对工件表面进行点云数据采集 进行质量控制,
解决方案:
自2010 年 7 月起,一种采用结构光投影进行三维尺寸量测评估的创新量测系统被研发出来,并逐渐代替传统的接触式测量方法。 尺寸精度指部件实际量测尺寸与理论值之间的偏差是否在规定数值内。
优势:
创新的光学量测系统提供高达数百万,上千万的单幅像素,与传统 500 像素的系统相比,前者可更清晰准确地采集到被测件全 表面的细小特征与数据,光学量测质量经理 Roland Vanino (TR-30)告诉我们 整套量测系统安装在机械臂/机器人上,通过一台工业电脑进行控制,对工件进行整体数据采集量测。钣金件由夹具固定在工装 上,(平行或垂直皆可),机械臂对一端的工件进行量测时,下一个被测件可以固定在反面。如此大大降低扫描周期。





声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


