五轴加工应用的挑战
当采用五轴加工时,必须考虑尽可能用最短的切削刀具完成整个模具的加工,从而获得良好的表面质量,避免返工,同时减少焊条的使用量,缩短EDM的加工时间。
成功的五轴加工应用 不仅仅是买到五轴加工中心和某些五轴CAM软件就行了,加工中心必须适合加工模具,类似地, CAM软件不仅要具有五轴功能,而且必须具有适合模具加工的功能。
使用短的切削刀具是五轴加工的主要特征。短刀具会明显地降低刀具偏差,从而获得良好的表面质量,避免了返工,减少了焊条的使用量,缩短了EDM的加工时间。当考虑到五轴加工时,必须考虑利用五轴加工模具的目标是:尽可能用最短的切削工具完成整个工件的加工,也包括减少编程、装夹和加工时间却能得到更加完美的表面质量。
三轴和3+2轴加工
只要工件型腔不是很深(相对刀具直径而言),三轴刀具路径(2、3、5)就足够了。如果工件型腔很深并有很窄的部位,使用纯粹的三轴刀具路径来完成整个精加工是不够的。在这种情况下,差的表面质量和较长的加工时间随之而来。图1是三轴刀具路径的情况,这里,最短的刀具都长度必须很长,以期在垂直的方向能够加工到工件的所有区域。
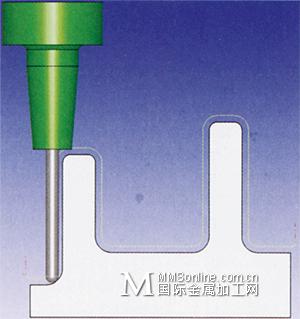
图1 三轴加工路径(图片由Sescoi 提供)
采用较短的刀具时,主轴应倾斜,以保证工件的特殊区域也能被加工到。3+2轴加工通常被认为是设置一个对主轴的常量角度。复杂工件可能要求许多个倾斜视图以覆盖整个工件,但这样会导致刀具路径重叠,从而增加加工时间。
另外,所有的倾斜视图也很难准确结合,因而手工打磨的工作量会增加,同时还极大地增多了进出动作,常常导致表面质量问题和更多的刀具运动。
最后,在这种方式下编程会产生相互干涉而且很费时,所有视图的总和也常常不能覆盖整个几何形状。图2 示范了四个工件视图,但工件中心仍有一个区域未能覆盖到,这个区域仍需要一个额外的倾斜视图。
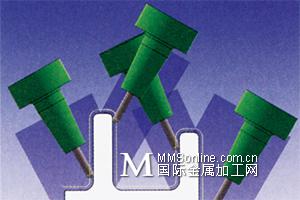
图2 3+2轴刀具路径
为了克服3+2轴加工的缺点,五轴联动加工可能是一个更好的选择,更何况有些五轴机床还具有一些专门为模具工业设计的功能。五轴联动加工能协调三个直线轴和两个旋转轴使它们同时动作,解决了三轴和3+2轴加工的所有问题,刀具可以非常短,不会产生视图重叠现象,遗漏加工区域的可能性更小,加工可以连续进行而无须额外的导入导出(见图3)。
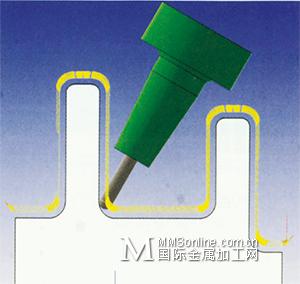
图3 五轴刀具路径
五轴铣削机床
五轴铣削机床具有多种不同的配置,比如:
□ 通过旋转工作台可使工件具有两个自由度自由旋转,这种情况下主轴只能沿轴向移动。
□ 主轴安装方式可提供两个自由度,使铣刀旋转,这种情况下工件不能移动。
□ 系统可以是以上两种情况的组合—— 一个旋转轴是旋转工作台,另一个旋转轴由主轴充当。
一般来说,购买三轴铣床时需考虑几个不同的特征,如马力、主轴转速、轴向进给率、工作范围和重量极限等。评估五轴机床时,除了这些,还必须考虑如下方面:重复定位精度、转速、角度极限、为五轴加工所选的铣床控制系统及其他任选项。
1、重复定位精度
重复定位性是指五轴机床具有的能返回同一点并保持矢量一致性的能力。对五轴机床的重复定位精度来说,不仅仅是轴向位置的精度,还有角度值。
2、转速
转速其实也意味着刀具相对与工件的旋转速度,这个值越快,机床切削地也越快。许多老式五轴机床的转速较慢,当然达不到高性能加工的生产力要求。
转速对加工模具来说是一个重要的因素。许多五轴铣削机床带有一个C轴,缺省时绕Z轴旋转。如果用短刀具铣削深槽工件,必须使刀具通过A/B轴倾斜并旋转C轴来绕工件切削,这种情况下,C轴的转速性能是取得成功的关键。
3、角度极限
角度极限是铣床铣头所允许的旋转角度的物理极限,这些是以特殊机床的设计为基础的。假如需要铣头倾斜50°来使用最短的刀具或者是切削倒角,那么如果铣头只具备30°的旋转极限,那当然不能完成这次装夹工况下的加工任务了。
当考虑C轴时,角度极限显得非常重要,许多五轴铣削机床C轴的角度运动是不受限制的,当然也有很多是有限制的。
例如,铣削可能仅能实现+360 °和 -360°的旋转,假设使用可倾斜的刀具加工立壁,刀具必须沿着工件加工轨迹一圈一圈地运动。在这个例子中,主要的运动是由C轴连续运动产生的。假如有一个受限的C轴,那么它将要求机床以一定时间间隔来完成整个工件的加工。
4、工作环境
编程者也许已经对三轴的工作环境比较熟悉了,但对五轴加工,编程者仍必须重新考虑其工作环境。当工件或主轴旋转时,实际的工作范围会变小吗?为了证实这个问题,可以把普通铣刀装夹在主轴上,测量一下刀具立式方向上的工作范围,以及刀具倾斜到最大值时的工作范围。
不同的五轴机床使用不同的五轴控制器。某些控制器的最佳工作点是工件装夹的原点正好与旋转轴的交点重合时,某些控制器则以相反方向进给时性能最佳。
许多带有逻辑控制功能的五轴控制器能准确地知道相对于工件的刀具原点在哪里,而与旋转多少次无关。这种功能常常被称为“旋转刀具原点(RTCP)”。很多用户发现先进的RTCP功能使五轴应用更为简单。
五轴 CAM软件
采用了五轴加工之后,3+2轴加工的问题也许并没有完全得到解决,编程的问题转化成了CAM系统的问题,振动控制也成了最重要的被考虑事项。CAM系统仅仅发现工件、刀具、锥柄之间的振动是不够的,它必须还能自动消除这些振动,这样,CAM 编程者就不需要手动调整上千万个或者更多的数据点的倾斜角度了。另外,CAM系统的五轴自动编程可获得最优化的刀具应用,那就是最短的刀长(图4)。

图4 直径较小的刀具正在铣削工件角落里的剩余材料,这得益于五轴自动编程可获得最优化的结果,那就是最短的刀长
与特殊工件如涡轮叶片、机翼面和推进器的五轴功能不同,模具制造者没有必要“垂直”切削CAD文件中所示的所有面,他们只须简单地旋转足够的倾斜角以自动消除刀具、锥柄和工件间的振动即可。图5显示了自动刀柄振动消除和较多形式的切削方式的组合使五轴模具加工具有更高的效率和柔性。

图5 不仅仅是简单的锥柄振动检查,自动刀柄振动消除对于深腔件的加工非常需要,尤其是高效加工,自动刀柄振动消除和较多形式的切削方式的组合使五轴模具加工具有更高的效率和柔性
当评估用于加工模具的CAM软件时,尤其是对于深腔模具加工,有许多因素需要考虑,如五轴功能的柔性、五轴切削路径的可靠性、易用性、五轴铣削机床的极限、不能用五轴的情况等。
1、柔性
在五轴铣削策略中,柔性是需要考虑的一个重要特征。如果用户正在使用一个带有多种策略的三轴CAM软件包,为什么还要考虑使用几个五轴策略呢?
一个可以提供柔性的最新的途径是,模具制造、冲压工艺、刀具应用三个方面都使用能自动生成刀具路径的CAM软件模块。简单说来,这个模块能自动地把三轴切削路径转化为五轴加工的路径,使旋转刀具的倾斜角足以避免振动,这样也带来了更大的柔性,因为所有的三轴精加工路径都可以转化为五轴环境使用。
2、可靠性
五轴加工刀具路径的可靠性非常重要,因为五轴中增加了两个旋转运动,振动的可能性大大增加,因此振动检测和避免措施必须可靠,否则会导致昂贵设备的损坏。
3、易用性
易于使用和五轴编程曾经被认为是互相排斥的,五轴编程被认为是难点、费时且干涉情况很严重。但要想保持竞争力,观念必须转变。如果在表面或实体模具加工中使用可自动生成刀具路径的CAM软件,那么创建五轴刀具路径与创建三轴刀具路径一样简单,因为这样的CAM软件可以进行复杂深腔模具工件的五轴编程,而且可以避免振动。
4、五轴设备的限制
五轴设备的限制可影响到怎样选择模具的五轴加工。CAM软件必须能模拟具体的五轴设备并调整刀具路径以避免运动到旋转极限。如果某一五轴设备在C轴有极限,CAM软件必须能将间断的动作置入刀具路径,同时保持无振动的刀具路径。
另外,许多五轴配置在其A/B轴上有不同的极限,比如某种机床可在A轴-90°旋转,但正向上只允许+15°旋转,所以,可以理解CAM软件自动将该极限考虑在内以避免在正向超限。
5、不能使用五轴的情况
有些情况不宜采用五轴方案,比如刀具太短,或刀柄太大,使任何倾斜角的工况下都不能避免振动。CAM系统是否在此点停止?是否根本不能产生刀具路径?是否显示出了问题区域?
如果让用户承担大量的试验和错误,或者重新计算整个刀具路径,这势必会对整个生产产生不利影响。最好是CAM系统就能够找出问题区域,可使用较长的刀具、较短的刀柄或简单地编辑出这些点。
图6显示了一些标记点的振动范围,随后这些振动可以被自动消除(图7),使工件的大部分仍可用短刀具切削。

图 6 标记点的振动被径向运动所替代

图7 使用刀具自动防振装置可产生同步五轴刀具路径,以尽可能短的刀具完整地铣削工件
结论
同步五轴刀具路径可利用短刀具加工整个工件,而无须用三轴环境下要求的长刀具。五轴加工能减少焊条的使用量以及EDM加工的操作步骤。同步五轴加工可减少3+2轴加工存在的问题,比如创建多个倾斜视图并合并所有倾斜视图。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
