安世亚太联合苏氏精密推出汽车轻型前桥壳工业再设计
每一位工程师在因循传统设计方法和标准进行产品研制时,脑海里总会有一些天马行空的想法,现实与理想的差距,让他们渐渐遗忘了那个承载着自己科学家梦想的大胆设想。但科技的伟大正在于,它能把这些想法变成现实。事实上,据称微软、Google等科技巨头的组织架构中,都有一个特别的部门,专职负责把科幻小说里的东西变成现实。
今年8月,安世亚太公司与苏氏集团结为战略联盟,推出工业再设计新战略,集合双方优势资源和能力,将成熟的工程仿真技术、工业品再设计方法与精密铸造工艺结合,成为安世亚太向深入服务工业企业迈进的重要一步。而其“‘无论产品结构怎样复杂皆可制造’为前提的工业再设计”概念和其“仿真引领工业再设计”的气魄,立即吸引了业界广泛关注,是噱头,还是新突破?为什么是安世亚太恰逢其时地准确对话《中国制造2025》?
首先,工业品再设计的实现通常有三种渠道:
渠道一,是基于原始设计进行分析,通过对结果的判断,并利用设计者既往经验和知识,实现工业品的再设计。这一方式趋于传统,对设计者设计经验和设计水平的要求较高;
渠道二,是基于原始设计结果和分析结果,人为对仿真计算效果进行分析,判断哪些地方较弱,需要加强;而哪些地方可以进一步改进。因此,这需要设计者有丰富的仿真分析经验和技术积累。
渠道三,是基于先进手段,利用拓扑优化、形状优化、尺寸优化等技术,形成最优方案。这是再设计的最佳方式,也是未来实现正向设计的重要突破渠道。
由此可见,无论选择任一渠道,若想跳脱传统设计束缚,突破既有标准规范,工程仿真至关重要,它将引领未来工业再设计进程。安世亚太20年工程仿真技术的丰富与发展,20年多行业多领域多学科工程实践经验的积累,也将厚积薄发,一朝怒放!巨大能量井喷的诱发者,正是苏氏集团“精密铸造技术”。
长期以来,工业品的设计受制于工艺加工技术,因此工程师们不会设计一个无法或不值得加工和量产的产品。正因为加工和安装方面既有的不可突破的障碍,使得当前的产品必须由大量的零部件装配而成。这种非必要但不得以的装配形态,对产品的性能、可靠性、重量、体积、载重、材料、动力、成本、能耗、环保等方面都具有负面影响。苏氏一体化精密铸造“无论产品结构怎样复杂皆可制造”的创新性工艺释放了设计潜能,为工业品研制打开了一扇巨大的窗户,为产品创新和质量的提升提供了无限空间。
那么,工业再设计具体如何实现 “将设计回归需求本源”和“无论产品结构怎样复杂皆可制造”的?本文中轻型前桥壳再设计案例,清晰完整地展示了从产品结构优化设计到加工制造的全过程,将工业再设计过程完整呈现出来。
一、 项目背景
驱动桥壳是底盘中最为主要承载部件,又是汽车运动主要传力部件,同时还是驱动桥其它总成(主减速器、差速器、半轴等) 的外壳,起到安装支撑和保护作用。驱动桥壳的刚度、强度和疲劳寿命是设计时必须加以考虑的重要指标。而传统前桥壳具有多零件,多焊缝,多连接的特点。因此产品焊缝强度、螺栓连接强度等都成为影响产品质量的重要因素,而近百个零部件和焊缝的存在,无疑为产品质量的保证带来巨大压力。
某汽车制造企业在长期研制和大量实践后也发现:一方面,军用车辆战技指标中,重量严重制约其作战使用效率和功能,减重是设计不懈追求的目标;另一方面,设计和铸造水平无法支撑时,用优质钢板机械成型后再焊接为整体部件是前桥壳采用的较好工艺手段,缺陷是设计和工艺受限,无法减重,同时也由于零部件数量多,焊缝多,还常出现焊接过程变形等问题。如何能够实现前桥壳结构设计的突破,
二、 解决方案
结合用户企业需求,采用工业再设计方法:在精密成型工艺的保证下,利用拓扑优化方法对产品结构进行优化,放空设计标准和规范限制,从前桥壳结构需求本身出发,对前桥壳进行拓扑优化设计。精密成型工艺与拓扑优化结合,优势在于:
打破束缚,拓广前桥壳的优化空间;
利用一体化成型精密铸造工艺,生产成形桥壳,非冲焊桥壳,可以忽略焊接及其它连接的影响;
在精密铸造技术“不论多复杂都可以制造”的技术优势保证下,只要合理设计即有制造加工可能。
(一) 拓扑优化
拓扑优化一般有三大方法:变厚度法、变密度法及均匀化方法,结合前桥壳结构力学特性,又包括:刚度、静强度、疲劳与断裂、固有频率、振动。无论采用何种优化算法、力学指标或试验类型,最优拓扑结构形式只考虑到结构的性能。结构的设计还需要满足制造工艺、装配关系等设计要求,需要在拓扑优化的基础上进行结构设计,模糊的拓扑结构提供的是一个取值范围,更利于后续设计。
安世亚太工程专家和仿真专家,结合多年的专业领域工程咨询和服务经验,基于他们对企业产品和客户需求的充分了解,制定详细拓扑优化方案:使用GENESIS Structural Optimization工具,对前桥壳进行结构优化,使得刚度下降,位移增大,但根据QC/T 534-1999《汽车驱动桥台架试验评价指标》的规定,刚度和强度指标依旧在可通过的范围内。拓扑优化可行,减重50%。

GENESIS前桥壳静强度的拓扑优化模型图
(二) 仿真分析与试验
基于拓扑优化结果,安世亚太专业仿真技术专家对前桥壳模型进行了完整全面的仿真分析和方案比对。组合应用Space Claim和ANSYS软件,进行结构和几何前处理。按照QC/T 533-1999《汽车驱动桥台架试验方法》规范要求,进行边界条件、载荷计算。并通过材料影响分析,前桥壳由材料铸钢替换为铸铝(ZL114A)。
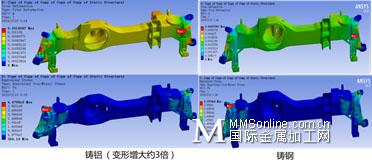
在进行台架试验边界约束影响分析时,采用简支支撑边界条件。这是汽车驱动桥台架试验通常采用的约束情况,并进行了现场台架试验。
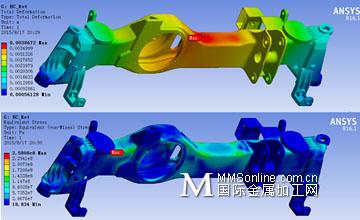
图:简支约束

图:现场试验,采用简支约束。

(三) 精密成型
借助SIIC技术,采用精密成型工艺,把几十个钢板材零件焊接的前桥壳本体集成,用熔模精密铸造整体成型为1个铝质零件,实现前桥壳的轻量化设计和制造。
此外,需要强调的是,根据前桥壳整体强度分析结果,精密铸造工艺能够在铸造过程中,通过材料密度、厚度等,调整前桥壳不同位置的强度,进而有效保证了前桥壳的整体强度和质量。
三、 客户价值
目前市场上普通前桥壳由多达上百个零部件构成,即使悍马前桥总成,最终也包含40多个零部件。国内某汽车制造企业,甚至曾投入数亿资金,力图缩减前桥壳零部件数量,减少焊缝,但最终也并未达到预期效果。
因此,该项目成功打破了我国汽车前桥壳设计和研制的传统束缚,避免了前桥壳由于零部件数量多、焊缝多等可能带来的诸多质量隐患,通过一体化成型技术,将零部件数量化零为一,提高了前桥壳的整体强度。经过优化设计和精密成型工艺加工制造,新的前桥壳整体重量减轻了60%左右。按照每个前桥节省材料费250元 ,我国汽车年产量在3000万台以上计算,每年仅汽车行业就能节省材料费用数十亿元。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
