伊斯卡关于Ti5553合金的切削加工性能简析
Ti5553合金(Ti-5Al-5V-5Mo-3Cr)是2006年由Titanium Metals Corporation推出的一种高性能钛合金材料。它是一种近β相的β-ɑ/β型钛合金,具有极好的强度和韧性特征,比ɑ+β相钛合金Ti-6Al-4V的性能优越很多。该合金材料已得到美国波音公司的青睐,被大量应用于新型飞机的起落架上。
钛合金的切削加工性很差,它的相对加工性Kr(相对C45而言)约为0.2~0.4,属于典型的难加工材料。在钛合金家族中,就切削加工性而言,ɑ型钛合金的切削加工性最好,ɑ+β型钛合金次之,β型钛合金最差,然而Ti5553合金是比β型更难加工的钛合金类型。
1. Ti5553合金切削加工性差的原因:
(1) 切削温度高。由于Ti5553合金的导热性差,切削时产生的切削热量集中在切削区域和切削刃附近的小范围内不易散出,切削温度是切削45钢的2倍,易造成工件灼伤,切削刃软化,刀具磨损加剧。
(2) 化学活性高。由于Ti5553合金的化学性能活泼,在高切削温度下易与大气中的氧、氮等元素反应生成硬脆层,对刀具有强烈的磨损作用。
(3) 粘结、扩散现象严重。由于Ti5553合金与刀具涂层有很强的亲和性,切削中刀具与工件间很容易发生粘结和元素扩散现象,增大了切削难度。
(4) 弹性模量低。切削过程中,小的弹性模量会产生大的切削变形及大的弹性恢复,使得刀具的实际切削后角减小,加剧后刀面与已加工表面的摩擦,加剧刀具磨损,降低已加工表面的表面质量。
(5) 塑性低。由于Ti5553合金材料的塑性低,切屑与前刀面的接触长度很小,使前刀面单位面积上的切削力大增,刀具容易产生崩刃。
2. 提高Ti5553合金切削效率的方法
加工钛合金材料时,材料硬度是很重要的因素。若材料硬度小于HRc38时,钛合金与刀具之间很容易发生粘结,并产生积屑瘤。若材料硬度大于HRc38时,刀具切削刃的磨损会急剧增大。Ti5553合金的硬度通常为HRc40,是钛合金家族中硬度最高的一种,所以极难加工。目前已知Ti5553合金的加工难度比Ti6Al4V高30%左右。所以,要想提高刀具寿命、加工效率,应该注意以下几个方面:
2.1 刀具牌号的选择
加工钛合金应从降低切削速度和减少粘结磨损两方面考虑,选择红硬性好,抗弯曲强度高,导热性能好以及与钛合金化学亲和力差的材料。PVD涂层硬质合金刀具具有良好的抗积屑瘤性和抗塑性变形性。常用的伊斯卡用于加工此类材料的牌号包括:IC908,IC808,IC830,IC330,IC928, IC380,IC308,IC900等具有TiN,TiCN,TiAlN的PVD涂层,亦或IC20,IC28等非涂层刀具。
2.2 刀具几何角度的选择
Ti5553合金弹性模量小,切削时回弹大,后刀面与加工表面接触面大,需要尽可能增大后角, 以减少后刀面与加工表面的摩擦。但后角过大使得刃口强度被削弱,刃口容易崩碎。再者,Ti5553合金塑性低、切屑与前刀面的接触长度短,应选用较小前角以增加切屑与前刀面的接触面积,改善散热条件,强化切削刃,避免因应力集中而产生崩刃。铣削本身属于断续切削,切削过程中切屑厚度一直在变化,刃口受到冲击,承受持续变化的载荷。

2.3 切削参数的选择
Ti5553合金主要用于制作高附加值零件,如飞机机身部件和起落架零件。如果零件表面有刮伤时会严重降低它的疲劳强度,所以对工件表面质量有严格要求。又由于Ti5553合金切削加工性差,刀具容易磨损,所以选择合理的切削参数很有意义。
(1) 切削线速度不宜过高。高的切削线速度会使切削刃迅速磨损。Ti5553合金具有从周围大气中吸收氢和氧的能力,产生“金相组织的ɑ化”,即硬化层,这是Ti5553不能用高线速度的原因。使用伊斯卡刀具切削的线速度通常推荐在Vc=20-35m/min之间。
(2) 进给量适中。Ti5553的切削温度高,同时存在加工硬化问题,进给量过大容易导致切削温度过高而烧毁刃口;而进给量过低则刃口在加工硬化层中反复切削而加剧磨损。使用伊斯卡刀具切削的进给量通常推荐在Fz=0.10-0.22mm/t之间。
(3) 切深可较大。使刀尖在硬化层以下工作有利于提高刀具寿命和加工效率。
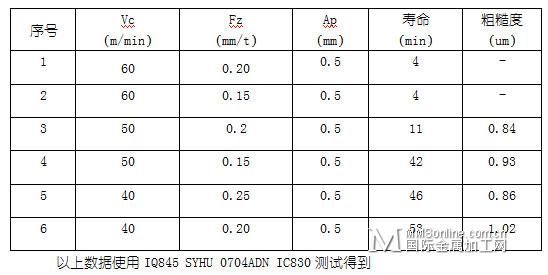
切削参数对刀具寿命和工件表面质量的影响如下表。
1. 切削速度对刀具寿命和工件表面质量的影响比进给量要大。Vc>60m/min时,刀具的寿命很低,工件的表面质量也不达标。Vc=40m/min时,刀具寿命和表面质量有大幅度提升。
2. 在同样的切削条件下,进给量越小,则刀具寿命越长,但表面质量却呈下降趋势。
2.4 工装
目前Ti5553合金主要用在飞机零部件上,其形状比较复杂,装卡时容易变形,加工时切削力比较集中,这就对工装提出很多要求。夹具刚性一定要足够,工件定位可靠,夹紧稳固。为了了解工件变形情况,可在夹紧时将百分表压在工件表面观察读数变化做必要调整以克服工件变形,特别是薄壁件,加工部分需要使用一定的辅助支撑。
加工案例分析
工件:起落架制动杆
材料:Ti5553,HRc40
机床:MAKINO 1816;功率:50KW, 内、外冷
加工部位:两端支耳双向侧面(蓝灰色区域)

刀具:P290 SM D063-05-71-27-18
P290 ACKT 1806PDR-FW IC830 / P290 ACKT 1806PDR-FWR IC830
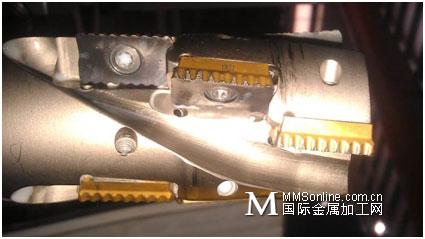
参数: Vc=24-30m/min;Fz=0.09mm/t;Ap=20-30mm,Ae=20-25mm
刃口磨损情况:

分析:
1. 加工Ti5553的线速度控制在Vc=24-28m/min最佳
2. FWE分屑槽设计可以有效降低切削力,切削声音平缓
3. Ae一定要控制好,尽量小,对于P290 D063直径刀体,Ae<=20mm为宜。否则切屑长而细,不易被冷却液带走;大量切屑堆积在有限的容屑槽内,挤屑造成的2次切削难以避免,同时切削热不易散去,刃口磨损加剧,寿命降低。
(伊斯卡铣削产品经理 沈波)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
