奥越信PLC在空压机组改造项目上的应用
空气压缩机作为气动控制系统的气源设备,其在运行过程中的稳定程度和可靠性直接关系到生产安全性。由于早期的电气控制多为继电器线路,长期运行容易老化,从而使灵敏度降低,在运行过程中会经常出现停机故障,给正常生产造成影响。采用可编程控制器技术改造空气压缩机的控制,克服了传统的纯继电器控制电路的不足,不仅可以完成对开关量控制,还能实现对模拟量进行控制。满足了系统对控制准确性和安全性的要求。
系统工作过程
空气压缩机组的工作过程
在设备上电开机后,系统首先对空缩机的运行条件进行检查,当冷却水压力、空压机曲轴箱油压满足要求时,1#机启动,2#机作为备用,其启动方式均采用y-δ起动方式,y-δ起动延时为6秒。起动后,储气罐开始充气,在储气罐压力达到设定值0.7mpa时空缩机进气阀关闭,机器空运转。当储气罐压力下降到0.65mpa时,进气阀打开,再次进行充气。由于故障等原因使储气罐压力降到设定值0.55mpa时,且1#机处于停机状态,则2#机起动并正常运行,其运行原理同1#机相同,继续对储气罐充气。在储气罐压力降到0.55mpa时,且2#机处于停机状态,1#机起动并正常运行。与此同时,两台机器的正常运行时间均为12小时,也就是说,一台机器运行到12小时时,无论其有无故障,或是储气罐压力是否低于0.55mpa,均要停机并启动另一台机器。
气体干燥设备的工作原理
两台压缩机共用一台气体干燥设备。无热气体干燥器,开机后,a塔先做吸附运行,b塔做再生运行。在设定的时序控制下,进气电磁阀a2打开a1、b1、b2均关闭,压缩空气经a2阀,从底部进入a塔,在向上运输过程中,气体中的水分被塔内吸附剂吸掉,干燥的气体通过梭阀c进入储气缺罐,与此同时,在a2打开后,经延时10秒b1打开,用b塔中的残余气体从上到下运动,将吸附剂中的小分从b1阀带出,经消声器排空。其开启的10秒时间是进行b塔脱附工作。在a2打开后延时十分钟后b2电磁阀打开,同时a2阀关闭,b塔进行充气,十秒后,a1阀打开,a塔中剩余气体从上至下经a1阀,从d消声器排出,并将a塔中水分带出,使a塔脱附,经延时十秒a1阀关闭。此时,由于a塔中的压力下降,b塔中的压力上长,梭阀c将a排气口关闭,将b排气口打开。同理,在b2阀开启十分钟后,a2阀打开,b2阀关闭,延时十秒,b1阀打开,使b塔进行脱附运行。就这样两塔交替运行,进行对气体的干燥。
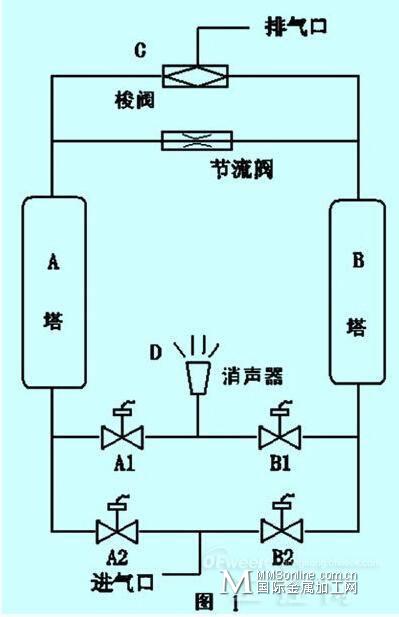
图1空气压缩机组工作原理
系统的控制要求
空气压缩机的控制要求
(1)开机前按通电源,所有安装在中控室和现场的状态指示灯点亮,显示当前状态。
(2)按下起动按钮,空压机按y-δ方式起动,进气口电磁阀打开,开始给储气罐充气。另外,在起动时,不要求两台机器同时运行,但可选任意一台先运行。
(3)正在运行的机器,运行时间超过12小时或故障,备用机起动,并运行。
(4)在运行过程中,如果发生水压、油压不足,立刻停机,并发出指示。
(5)按下停止按钮,停机。
气体干燥器的控制要
气体干燥器的控制与空压机的运行同步,与空压机的电源一并打开,其起动受空压机的主接触器的控制。
系统硬件设计
系统配置
本设计所选用的是西门子300CPU,I/O口选用OYES-SM321和OYES-SM322数字量输入/输出模块及OYES-SM331模拟量输入模块在其三号扩展槽的第二个SM口上依次进行扩展。
扩展单元I/O分配及接线
对奥越信300PLC的扩展口进行分配,其接I/O口定义如附表所示。
开关量信号的采集,空压机在高速运行时,必须有很好的冷却系统和润滑系统,以避免运行过程中产生的热量对机器造成损坏。所以水压、油压是首先要考虑的,采用压力开关进行这些量的采集,并连接到其数字量输入模块sm321上,起始地址为100.0-100.3。模拟量的采集主要是用于测试储气罐的压力,以控制空压机运行。这些量需要用压力变送器进行采集,并将0-1mpa的压力转换成4-20ma的电流信号送到模拟量输入模块SM331上,其起始地址为672-687。其硬件接线如图2所示。
对于空压机的y-δ起动,虽然在软件程序设计中已经对其进行km2和km3、km5和km6的互锁,但为了其运行的安全性,所以在硬件连接中再一次对其进行互锁,确保起动时由于触点烧蚀或其它故障造成不能断开而产生短路情况。气体干燥器部分有四个电磁阀,这四个阀的在电源接通后,由km1和km4进行控制,无论是1#机还是2#一旦起动,气体干燥器就开始工作,其a塔下面的a2阀打开,a塔先行工作。然后按前述的工作原理进行工作。用km1和km2控制这一部分能保证气体干燥器与空压机的同步工作。
软件设计
空压机控制
依据空压机的工作原理设计其运行程序。开机,检查其水压、油压,在这些条件满足时1#机起动,并开始正常运转。在此要注意的是,在运动中2#机的起动,由于它一方面要受到定时器的控制,还要受到储气罐的压力控制,当储气罐的压力低于0.55mpa时,这说明1#机故障,所以2#机起动,但是这与1#机的初始条件相同,在开机时,储气罐的压力为0,两台机器都可以运行,因此在这里要求通过压力变送器和km1、km4共同对开机进行控制。km1、km4分别与压力变送器串接进行对两台机器的互锁运行控制。其主机和备用机的运行梯形图如图3所示,通过i672与q108.3控制1#机起动,i672与q108.0控制2#机的起动。这样就使得,当压力低于设定值0.55mpa时,两台机器不至于同时起动。
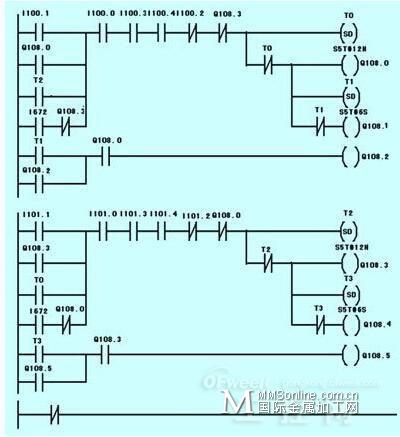
图3空压机梯形图
气体干燥器系统控制
空压机气体干燥器系统的梯形图对气体干燥器的控制,主要依据两台空压机的起动情况而定。作为共用部分,无论那一台机器起动都要求气体干燥运行,因此,在气体干燥的梯形图中不必设计起、停按钮,而是通过q108.0和q108.3即1#、2#机的km1、km4来完成其控制。
结束语
本次改造后,在空压机在运行过程中,减少了操作人员到现场的巡回次数,可以通过在中控室直接观察空压机的工作状况,对现场出现的异常情况发出的报警信号,可做出快速反应,而不是像以前那样,等到其它气动控制的设备出现气压不足报警时才发现空压机系统有问题。经过这一年多的运行,除了设备的机械故障外,基本上没有出现控制上面的问题,完全符合设计要求。采用奥越信PLC其性价比高并且对空压机的控制,使其操作简便,而且在运行过程中的安全性和稳定性也进一步得到提高。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
