UPVC排水管件自动化生产技术浅谈
【编者按】我国UPVC排水管件的生产最早是从二十世纪八十年代末期开始的。那时的注塑机主要是以UPVC配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130度后再转入低混,低混温度降至60度以下放出,再靠人工一袋袋投入到注塑机料斗中。
国内外UPVC排水管件注塑加工技术的发展趋势
我国UPVC排水管件的生产最早是从二十世纪八十年代末期开始的。那时的注塑机主要是以UPVC配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130度后再转入低混,低混温度降至60度以下放出,再靠人工一袋袋投入到注塑机料斗中。早期生产工艺相对简陋,其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。加上传统的UPVC排水管件生产环境粉尘污染大、工人劳动强度大、工艺粗糙简陋、生产效率低。
经过二十多年的发展,现在原料基本上是先进行造粒,既保证了配方中各种原料的充分捏合,又增加了后期生产的塑化效果。而且粒料也便于实现集中供料,在料斗中易于下料,实现生产过程的自动化,产品质量也因材料和注塑工艺的稳定而得到较大提高。国内也有部份企业实现了不同程度的自动化生产,尤其是近几年,由于国内人工成本的不断提高,企业对管件生产自动化的迫切要求日显突出。其实国外早就在二十世纪七、八十年代就开始了管件生产的自动化,尤其是在欧美等发达国家,在整个管件生产过程中,从原料的投入、生产、检验、包装、入库到出库,除了检验和包装外,基本上实现了无人化操作。
国外管件生产自动化主要表现在:配方原料必须经过专业厂家造粒,通过专门的原料罐车送至管件生产厂家。在高压泵的作用下将原料压入一个巨大的储料罐中,最后通过集中供料系统输送到每台注塑机的料斗中。注塑机中生产的管件产品有的从机台中自动掉入注塑机下的输送带传送出去,有的通过机械手放入注塑机旁的输送带传送,在皮带出口安装一个大转盘,由工人在转盘处进行集中分类装箱,由于国外原料在出厂前经过严格的检测,保证了产品性能和质量的稳定,故在产品检测方面只在转盘处随机抽样检测。工人只进行分类包装和贴标签,至于每箱的数量用电子称进行称量,具体做法是将包装箱直接放在电子称上,达到装箱重量就封口,贴标签。包装好的产品码放在专用托盘上,由叉车司机送入立体仓库入口处,通过立体仓库自动运输系统送入规定的仓位,品名、数量随即计入仓库计量系统。
管件自动化生产的基本要求
UPVC管件生产实现自动化必须要从以下几个方面考虑:
A. 原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到最高量的时候或者用量达到最低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。
B. 注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。
C. UPVC管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大量的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即使是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。
D. 产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装。
实现以上四个方面的自动化时,整个注塑机作业区就可以实现无人化和熄灯作业,只需工人开机前进行换模和调试时在场操作,正常生产时,仅安排少量人员在包装区作业。这样整个生产环节,除检验和包装外,基本上实现了生产的自动化。
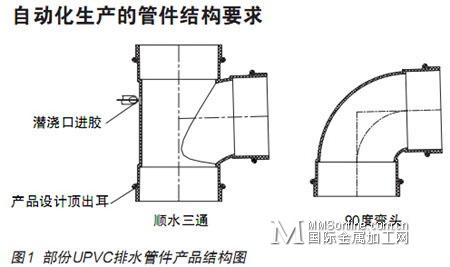
自动化生产的管件结构要求
管件模具标准化设计与制造
早在二十世纪90年代,UPVC排水管件模具主要是由各模具厂家根据客户特定的订单进行组织与生产,模具及零件的制作按单件设计与制造。不但成本高,效率低,质量不稳定,甚至交货期通常也较长。正因为模具制作存在以上的诸多问题,所以各模具厂家在管件模具的标准化设计与制作上逐步走向统一。总的原则是:管件模具模架部分交给专业模坯厂家制作;模具外围零件实行标准化设计和批量制作;模具厂家根据客户订单要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及产品成型部位),这样的好处是:
◆ 模具车间生产组织计划性强;
◆ 外围标准件平时可以投入批量制作;
◆ 标准件制作可以提高效率,并保证质量的稳定;
◆ 可以大大缩短模具的交货期;
◆ 由于标准件批量的制作,相对单件来说成本低,提高模具厂家的竞争力
管件模具的结构主要包括:面板、定模板、定模型腔、动模板、动模型腔、型芯、滑块及滑块副部件、抽芯部件、顶出推板、动模底板等,其中为了保证模具的强度,通常将面板和定模板做成整板式。
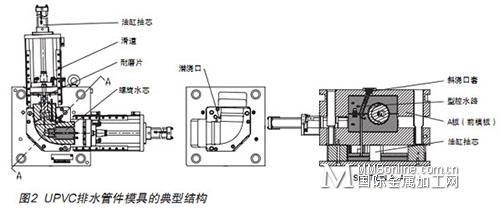
从功能上讲,管件模具包括:浇注系统、冷却系统、顶出系统、抽入芯系统。为了保证管件模具的自动化生产,浇注系统中的浇口通常采用潜伏式浇口,以利于产品与流道的自动分离,为了提高生产效率,型腔采用多层水道,型芯采用螺旋水芯,以达到完美的冷却效果。为了保证顶出工作的稳定可靠,顶出系统顶针可设计顶耳形式,产品美观无顶痕,顶针与型芯无干涉,顶针复位采用弹簧及复位杆,以及用螺栓连接顶出板与注塑机顶针的强制复位结构。
抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。
模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外围标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。
★ A板为整板,刚性好,强度大,而且A板高出分型面,加大了锁紧面长度,达到最佳锁紧效果。
★ 模具外围零件,包括侧抽芯机构零件,耐磨块等全部设计成标准件,方便维修保养。
★ 管件模具有些时候,由于产品结构、型腔数以及与注塑机的匹配等原因,模具可能会出现偏心的情况,设计时采用斜浇口套可以减少偏心,便于安装和生产。
★ 流道系统中,浇口设计成潜伏式浇口,可实现水口与产品自动分离并脱落,避免了人工修剪浇口,提高了生产效率。
★ 顶出系统中的顶针不直接顶在产品上,将顶出耳巧妙地留在产品上,使得产品上无任何人工修剪的痕迹,也是产品和模具设计中的首创。
★ 型腔通常设计为多层水路并规范排布,型芯为螺旋式水路,保证充分冷却。
★ 设计补强柱,增强模具B板的抗弯能力,避免分型面飞边。
自动化生产管件的模具与一般管件模具生产的产品比较
◆ 由于自动化生产的模具浇口采用潜伏式浇口,产品顶出时,流道与产品自动分离,浇口自然平整;而一般管件模具直浇口,需人工进行修剪,既耗人工,浇口也粗糙不平。
◆ 自动化生产的管件模具一开始就考虑到了顶针与型芯的可能碰撞,设计成顶耳形式,哪怕是顶针没有完全复位,型芯也不会碰伤顶针。产品表面没有顶痕,外表美观。
结束语
通过本文的分析,UPVC排水管件生产实现自动化是完全可行的。即生产从控制原料输送、注塑机制品生产、制作适应自动化生产的标准化模具、产品输送以及入库和出库等环节,从而实现管件生产的全自动化。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
