航空异形薄壁零件数控加工工艺
该零件为公司转包生产的航空用结构件,属于薄壁异形难加工零件 (见图1),壁厚最薄处2.5mm,材料为板料7050-T7451 AMS4341,零件最小包容体尺寸180mm×95mm×123mm,要求表面粗糙度值Ra=3.2μm。
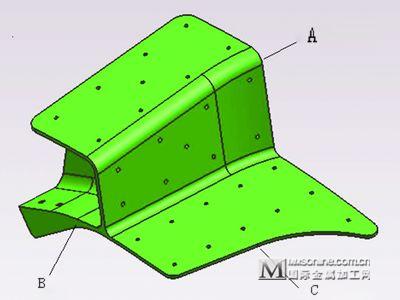
图1
1. 工艺性分析
(1)该零件除两侧面(见图1A、B面)为平行平面外,其余均为曲面,曲面上的小孔均为法向孔,特别是C处侧轮廓与相邻曲面垂直,因此必须采用五轴联动加工。
(2)零件壁厚较薄,曲面轮廓度要求0.5mm,图示C轮廓右端处壁厚只有2.5mm,且该处刚性较差,加工中应避免产生振刀和让刀。
(3)零件的大部分面均为曲面,给数控加工中定位和装夹带来了困难,因此在数铣加工方案中需设置工艺夹头,提供定位基准和可靠的装夹平面。
2. 数铣加工方案
为解决该零件装夹定位难题,设计了两种加工方案。
(1)在零件的A处端面设置工艺夹头,用虎钳夹紧夹头部位,将零件其余部位加工完成,最后使用线切割沿A处端面去除夹头。夹头设置如图2所示。
该方案的优点是:可以用五轴装夹,一次完成零件多个面的加工,避免多次装夹产生较大的定位误差,便于加工前的生产准备(不需要专用工装或组合夹具)。使用机床切割去除夹头,切面较规整、美观;缺点是:五轴加工的工作量较大,批量生产后成本较高。图2中D区域加工时刚性差,易振刀。

图2
(2)在零件的两侧端面均设置工艺夹头,在夹头上制定位孔,作为多次装夹的唯一基准,夹头和零件在联接处可以做得较薄,最后用普通铣床去除夹头。夹头设置如图3所示。
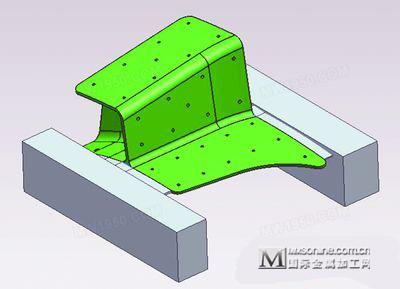
图3
该方案的优点是:解决方案一中零件D区域数铣加工中刚性不足的问题。 零件可多次装夹在三轴机床上完成大部分区域的加工,可数铣降低加工成本;缺点是:去除料头的工作量较大,且对操作者技能要求较高。
通过对上述两个加工方案的比较,可以看出方案二的加工方法较为经济,可行性高,实施的风险较低。因此,我们选择方案二进行实施。
3. 工艺流程和加工过程
(1)下料 该零件的材料状态为进口铝合金板料,材料单价约为4.75美元/磅,其材料成本在零件总成本中所占比例较高。为节约材料,并根据零件轮廓形状,我们采用套料加工,如图4所示。为预留两侧工艺夹头,方料尺寸定为280mm×194mm×110mm,使用线切割沿零件轮廓切开(成两块“L”形料),每块方料可以加工出两件零件。
(2)三轴加工部分 切割后的毛坯首先在工艺夹头的区域加工定位基准面和基准孔,以及上螺栓压紧用的压槽,如图5所示。使用虎钳装夹零件,上表面用镶齿盘铣刀铣平,保证平面度0.02mm。定位孔加工到f10H8,两孔间距(178±0.03)mm。
该零件在样件加工过程中,除了加工两定位孔和压紧槽,后续零件的粗精加工都在五轴机床上完成。因五轴加工成本较三轴铣削中心高很多,我们将数铣工序内容进行了细化,尽量采用三轴机床加工,较大地降低了该零件的加工成本。具体加工路线如下。
三轴数铣加工部分:首先,以底面和两孔定位分别加工图6~图9的工序内容。40工序:以两定位孔和15、20工序加工出的台阶面定位,如图10所示。零件主体和工艺凸台联接处壁厚2mm,并延伸12mm(A、B处),用于后续切断用。15工序中加工侧面的开口腔时,因其在加工方向存在倒扣面,如图11所示UG拔模分析中的区域。该区域只能留到五轴机床上进行加工。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
