塑料的调湿处理
聚合物在高品质产品中的应用越来越多,尤其是在高精度应用领域。因此,它们在加工前需要经过适当的调湿处理。以前,此类高要求仅出现在医疗设备等部分应用领域;但现在,这些要求在汽车和工程机械等行业已是司空见惯。现代聚合物具有比其他材料更广泛的设计范围 。制造商的宣传资料详细描述了各种材料的功能以及如何发挥其最大的作用。聚合物往往都具有吸湿特性,它们能够从周围的空气中吸收水分,直至达到饱和点。因此,聚合物材料必须在热加工之前进行烘干(例如:使用颗粒干燥机)。如若材料过分干燥,则会影响其后续吸湿的速度。因此,适当的含湿量是非常重要的,因为它能够显著提高材料的切口灵敏度、冲击强度、尺寸稳定性和其他性能。获得这一结果的前提是必须在调湿处理前知悉该聚合物的性能、相关性和优化范围。

平衡含湿量是目标
非增强型聚酰胺PA6或PA66在标准大气(23℃,50% RH)下的平衡含湿量为3%。在这种情况下,材料的含湿量达到平衡水平,而且其性能基本不受季节性气候波动、干燥或低温的影响。因此,该聚合物能够可靠处理和重复加工。若平衡含湿量尚未达到,则材料的性能将随着存储时间的推移而发生变化。出于这一原因,如果注射成型或挤出成型的半成品未经调湿处理即进行加工或存储了很长一段时间,其后果将会比较严重。
因此,平衡含湿量是聚合物调湿处理的一个重要目标,但如何来实现这一目标呢?毕竟,新成型或挤出成型的薄壁(例如:壁厚2毫米)零件暴露在空气中的情况下需要数月的时间来达到平衡状态。零件越厚,表面积与体积之比越大,该过程所需的时间越长。这一原则在零件存储数月之久的工业环境下可能并不乐见,此时则需要有一个技术解决方案。自然吸湿是所有解决方案里最不可靠的一种方法,因为它会随着天气条件而变化。这也是为什么低含湿量相关的问题往往在寒冷干燥的冬季到来时才会显现。
材料通常会放置在恒温水槽调湿或加湿柜中进行适当调湿。这些设备使零件能够在一个小时内吸收理想水平的水分。恒温水槽的缺点是使任何插入的金属零件变色或遭到腐蚀。变色的原因是化学变化(低聚物污渍)、水中碳酸盐硬度以及水中累积污染物。如果零件通过水蒸汽而不是恒温水槽本身进行调湿,水分将凝结在冰冷的盖子上并重新滴在零件上和恒温水槽里,如同面条在盖着玻璃盖的锅里蒸煮时的情形一样。盖子温度达到最低时,水面上方将出现热分层现象。无论采取哪种方法,零件表面的水分必须在调湿完成后除去,而这又涉及额外的工作。
提高吸水速度
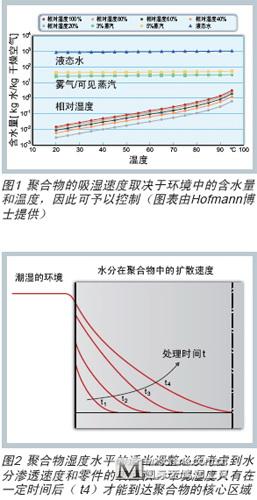
在调湿或加湿柜中进行调湿是一个较为温和的过程。大气湿度中的水分以气体的形式被吸收。40℃/90% RH和70℃/62% RH两种计划被提出来。较高的温度增加了空气中的绝对含湿量。在23℃/50% RH的标准条件下,空气中的水蒸汽含量为10 g/m2。在40℃/90%RH的条件下,其含量为45 g/m2;在70℃/62% RH的条件下,其含量为166 g/m2。这些数字表明,在调湿柜里,零件附近的水分浓度有所增加,其吸湿速度也更快。此外,较高的温度还能促进水在零件内部的扩散。这种温度依赖性可用阿列纽斯方程加以描述。因此,在调湿或加湿柜中进行调湿能够极大地提高聚合物吸水的速度。图1对由此产生的水含量以及从直水和可见蒸汽中获得的水含量进行了对比。
调湿处理决定了零件表面的湿度水平。调湿所需的时间主要由表面积/体积(SAV)比决定。薄壁零件SAV大,调湿时间短。固体零件SAV小,调湿时间长。通常情况下,近表面区域的调湿水平已能满足后续的应用。但是,与协议制造商合作的大多数加工人员都会指定吸水百分比数字,以体积进行表示。
零件在室内进行后续加工时,其质量通常取决于近表面关键位置的韧性,在这种情况下,要求不是那么严格。
在实际应用中,零件成型零件一般都存放于密封容器里以防止污染。但是,调湿需要水分到达表面,这就要求容器必须尽可能敞露于空气之中,例如:水果箱。钢铁容器应极力避免,因为它们在上述潮湿的气候条件下将被快速腐蚀。
两倍壁厚需要两倍调湿时间
适用于聚合物的潮湿环境不仅取决于物体表面的吸湿性,而且还取决于水分渗入聚合物的程度。若能顾及相关的热量和质量传递也是有所回报的。图2为塑料零件自由表面的示意图。调湿方法(恒温水槽、调湿柜或加湿柜)决定着环境湿度水平,但在数量级方面存在差异(图1)。直接在表面上流动的是所谓的边界层,这主要取决于各个零件放入柜子以及湿气在周围流动的方式。这方面的原因忽略了表面效应所引起的所谓的接触阻力。图2显示了塑料零件的局部水分浓度。表面处的梯度表示的是吸水速度:梯度越大,吸水速度越快。对称线上的水分浓度只有在T4这段时间才有所增加——这意味着,湿度从这一时间点开始到达核心区域。在处理较厚零件时,核心区域的湿度水平直到后面才开始提高。据述,壁厚1.5毫米的零件所需的调湿时间为18小时,而壁厚3毫米和6毫米的零件则分别为36小时和72小时。两倍壁厚需要两倍的调湿时间。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈




