航空制造高速切削参数优化加工技术的应用
为满足现代飞机隐身、超声速巡航、超常规机动、高信息感知能力、长寿命、结构轻量化等方面的性能要求,设计中大量采用了新技术、新结构、新材料,结构件也日趋向尺寸大型化、结构复杂化、制造精确化发展[1]。结构件的发展趋势决定了其工艺特点:结构复杂,加工难度大;切削加工量大;薄壁,易变形;零件制造精度要求高等。对此类航空整体结构件实现高精度、高效率和高可靠性的切削加工一直是航空制造业面临的一个重要课题。随着高速切削技术的发展,高速切削加工以其加工效率高、切削力小、工件的热变形和热膨胀小、加工表面质量好、经济效益高及适宜加工复杂和细长薄壁件等独特优势,被广泛应用于航空航天整体结构件的加工中[2]。
高速切削加工技术是在机床结构及材料、高速主轴系统、快速进给系统、高性能CNC控制系统、机床设计制造技术、高性能刀夹系统、高性能刀具材料及刀具设计制造技术、高效高精度测试技术、高速切削加工理论、高速切削加工工艺等诸多相关硬件与软件技术均得到充分发展的基础上综合而成的。它具有加工效率高、切削力小、加工精度和表面质量高等特点,已在航空、航天、汽车、模具和精密机械等行业得到了广泛应用,并取得了重大的经济效益。
高速切削加工技术的核心是切削参数的仿真优化。高速切削参数的探索经历了从照搬普通切削加工参数( 加工效率低,薄壁加工表面质量差),采用试切方法获取高速加工切削参数(能满足质量要求,效率有所提高,成本高,周期长)的过程。目前在国内,多数航空企业采用了基于动力学仿真技术优化切削参数的方法,改变了传统获取切削参数的方法。
高速铣削加工动力学仿真
高速切削加工要有高的主轴转速,一般主轴转速在10000~20000r/min以上的为高速切削;进给速度很高,通常达15~50m/min,最高可达90m/min。
但是如果在加工中单纯地提高机床的主轴转速和进给速度后,就会带来铣切加工过程中刀具或工件的振动,即颤振现象。颤振是金属切削过程中刀具和工件之间产生的一种较为强烈的自激振动现象。颤振的出现会导致切削力峰值明显增加,使加工表面粗糙度和尺寸精度明显下降,严重时会使刀具破裂,主轴受损;此外通常会对加工环境造成一定污染[3]。
如何解决上述问题成为高速切削研究的难题,于是北京航空航天大学通过对高速切削加工出现颤振的问题进行了研究,提出了基于动力学仿真的高速切削加工参数优化的理论,通过找到切削的颤振稳定域后,对切削参数进行优化,解决了高速切削带来的颤振问题。颤振稳定域即为在频域内对铣削过程颤振的稳定性进行计算,给出切削过程的稳定区域(主轴转速、切削深度)[3]。
而基于动力学仿真的高速数控加工参数优化技术是通过对“主轴+刀具(几何、材料)+工件(材料)”构成的数控加工工艺系统进行系统模态参数测试和切削过程动力学仿真计算,获取切削力、切削扭矩、主轴功率、切削颤振稳定域等力学信息,并通过切削参数优化软件实现对高速数控加工切削参数的优化[4]。
高速铣削加工动力学仿真主要是利用数控机床加工动力学特性测试分析系统(DynaCut软件)生成频响函数和模态参数,然后在铣削加工动力学仿真系统(SimutCut软件)中,结合频响函数和模态参数进行颤振稳定域和时域仿真,获取切削力/切削转矩/切削功率/切削厚度等时域信息和颤振稳定域曲线,并输出仿真数据表格文件,最后根据仿真数据表格文件选择优化的切削参数,使零件在加工过程中选取最佳的机床转速、切削深度等切削参数[5-8]。高速切削加工技术在大型复杂整体壁板上的应用
1 整体壁板简介
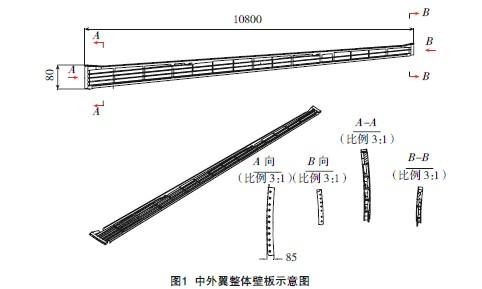
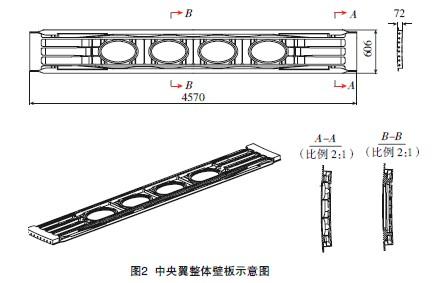
陕飞公司某型机整体壁板,采用了大尺寸、大厚度、变截面带长桁、带维修口框网格状设计,中央翼长度近4.6m,中外翼长度近10.8m,采用上三下五整体壁板分块布局,全机共有24壁板。壁板结构如图1、图2所示,且存在下列难点:
· 材料去除率大。整体壁板的材料采用俄铝,1973T2和1611T,预拉伸挤压板材。材料最大尺寸为11000mm×9000mm×800mm,毛料最重达2.5t,材料价值高,材料去除率为90%左右。
· 易变形。零件结构复杂,厚度尺寸变化大,零件最厚处为67mm,最薄处仅为2.5mm。从结构刚性来看,有的局部刚性很强,而有的局部刚性很弱,加工时材料内部应力释放不均匀,零件变形不易控制。
· 结构复杂,加工难度大。整体壁板的底面为机翼理论外形,长桁沿机翼型面法向分布,尤其是中外翼壁板蒙皮是变厚度的。理论上外型面与翼弦面不平行。长桁、肋等与壁板底面呈变角状态。
陕飞公司在未采用高速切削前,中外翼整体壁板在首件零件加工工时约为410h,而1架飞机共有24块壁板,照此加工方法,1台机床1年只能加工1架机的壁板,加工效率低,直接影响到飞机的交付进度。
2 高速加工工艺方案的制定
为解决整体壁板加工效率低和零件变形问题,陕飞公司对高速切削加工技术进行了摸索和尝试,在壁板的加工过程中通过优化加工工艺方案和采用基于动力学仿真的高速数控加工参数优化技术的应用,取得了较好成效。
(1)加工方案。
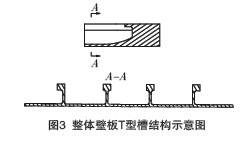
为了提高加工效率,防止零件变形,在制定工艺方案上经仔细研究、反复论证,最终制定加工方案为:在加工整体壁板时先加工壁板内形再加工壁板理论外形面,且分粗加工和精加工进行;零件的定位采用工艺凸台加工艺墙的方式如图3所示。对于切削加工方式, 除壁板长桁中“T”型槽的加工采用“T”型刀用普通数控加工外,其余粗、精加工一律采用高速加工的加工方案。整体壁板T 型槽结构如图3所示。
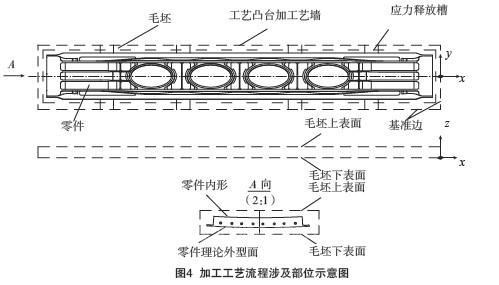
(2) 整体壁板加工具体流程。
· 小切削量铣毛坯上下表面;
· 铣正反两面加工基准边;
· 三轴粗铣上表面一侧内形(高速铣削,防止变形);
· 三轴粗铣T型槽;
· 三轴粗铣下表面理论外形一侧(高速铣削,防止变形);
· 铣零件工艺凸台;
· 精铣毛坯上下表面;
· 精铣正反两面加工基准边;
· 五轴精铣上表面一侧内形(高速铣削);
· 五轴精铣T型槽;
· 五轴精铣下表面理论外形一侧(高速铣削);
· 铣外形,下料。具体部位如图4所示。
3 高速切削加工切削参数的确定
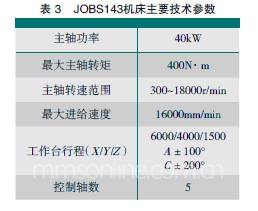
以中央翼2#上壁板为例,其结构示意如图3所示,所使用的设备为JOBS143五轴龙门数控高速铣床,材料为1973T2。(1)数据采集。
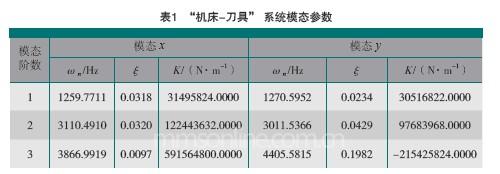
将刀具装夹在机床主轴上,将传感器与刀具、脉冲设备相连,通过对刀具锤击得到机床主轴x方向和y方向锤击试验数据。经DynaCut软件处理,得到φ32-R3-L80硬质合金刀具的 “机床- 刀具”系统模态参数,如表1所示。
(2)利用SimuCut软件对实验数据进行颤振稳定域分析。
打开SimuCut v1.22,将φ32-R 3-L80硬质合金刀具的 “机床- 刀具”系统模态参数导入动态特性命令栏,输入刀具、工件信息参数和切削方式,进行颤振稳定域仿真,从而生成颤振稳定曲线,如图5所示,其中曲线下部分为稳定域,用于初步确定切削参数。

根据得到的颤振稳定域曲线,初步确定工艺参数,如表2所示。

(3)生成动力学时域仿真。
通过输入刀具参数、选择材料系数,以及输入相关的切削参数,进行切削力仿真,生成时域仿真如图6所示。

(4)选择优化的切削参数进行加工。
根据生成的仿真分析数据、实际加工设备的能力(设备参数见表3)以及我集团的实际具体情况,对初步确定的工艺参数进行优化,并选择优化的切削参数加工该零件。根据此方法最终确定了使用φ32-R 3-L80硬质合金刀具加工的优化参数:
主轴转速n:12000r/min;
进给速度F:4800mm/min;
每齿进给量c:0.2mm/z;
切宽ae:32mm;
切深ap:5mm。
(5)采用优化前与优化后切削参数进行加工的效率对比。
根据对零件加工参数优化前与参数优化后的实际加工数据进行统计,该零件在加工参数优化前使用该规格刀具所需的切削加工时间为9.38h,而采用优化后的切削参数进行加工,时间缩短为4.14h,从而使该零件的加工效率提高了127%。利用该方法对所有加工该中央翼的整体壁板刀具进行了颤振稳定域分析和加工工艺参数优化,使中央翼壁板机械加工时间由原来的180h减少到60.05h,同时零件的变形率明显降低,零件加工质量得到显著提高,钳工打磨工作量减少60%左右。
结束语
采用高速切削加工技术,使机翼整体壁板的切削加工效率大大提高,保证了飞机整体壁板的生产配套,同时提高了大型机翼整体壁板的加工质量,减小了零件加工变形;高速切削加工技术的研究为大型复杂薄壁整体零件的加工提供了有效的方法和途径;飞机大型复杂整体壁板高速切削加工技术的研究应用,为后续运8系列机型及在研飞机的大型整体端框、整体肋、整体梁、接头等开展高速高效切削加工奠定了坚实的基础。
本文共有参考文献8篇,因篇幅所限,未能一一列出,读者如有需要,请向本刊编辑部索取。 (责编 夏宛)
(单位:中航工业陕西飞机工业(集团)有限公司 作者:夏 斌 苏卫华等)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
