正河源:角度头的功能及安装方法
現在機加工市場在銑削方面主要使用的設備是立式或是臥式的三軸加工機,但隨著工件加工複雜度的提高,一個工件多个部位需要加工,为了保证精度有的时候需要使用第四轴等设备,但受到成本的限制,很多客戶對於高昂的機床價格只能望而止步,加裝第四軸受到成本及工件尺寸的限制也很難實現,多次裝夾工件後又會帶來精度的降低及加工時間的上升。正河源公司充分調研市場後,開發出可以轉向加工的角度頭,來解決客戶遇到的第四軸加工問題。
目前市場上其他品牌的角度頭在轉向時剛性和精度嚴重喪失,并且聲響很大,直接影響到角度頭的使用壽命。正河源充分了解到客戶在使用角度頭時真正需求,研發出具有自己知識產權的角度頭。在剛性和精度上作了重點的改善,轉向後內孔精度能保證在0.01mm以內,并且有ER包固得夾頭系列和高精度的SKS系列夾頭來滿足客戶轉向後的銑削,鑽孔及攻牙的加工場合。真正實現了“轉向加工 製程簡化 省時便利 效率提升”的目的。
角度头的功能與應用

• 適用於中切削,鑽孔、攻牙和銑削,可用於自動換刀系統。
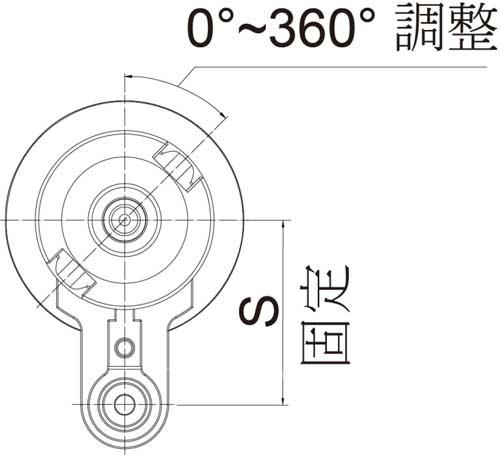
• 與主軸方向呈90°,能再做360°旋轉,以利於任意角度加工,節 省加工時間且提升生產效率。
• 當加工時,主軸向逆時針方向轉動。
• 中心出水和側邊給水設計,可選擇刀具出水或由出水孔出水,給水珠出水孔可萬向設計 角度可自行調整。
• 夾頭心軸部份配合ER/SKS系列,夾持部偏擺度為0.001~0.02以內。
• 轉速為4000 RPM。
• 齒輪比例:1:1。

供油系統

• 切削液從定位塊通過角度頭本體內部,由刀具供油或選擇由給水珠供油兩種,達到冷卻效果。

• 切削液從拉刀機構通過角度頭本體內部,由刀具供油或選擇由給水珠供油兩,達到冷卻效果。
安装说明
一、定位塊安裝前注意事項:
1.請先確認主軸法蘭面上是否有螺紋孔,如果可以請使用現有螺紋孔安裝定位塊。如在主軸法蘭面上須鑽孔或攻牙時,請與機械製造商聯繫,確保在鑽孔或攻牙時,不會造成機台內部損傷。
2.將定位塊裝置中心加工機主軸法蘭上,可準確保持定位梢到主軸中心距(S尺寸)的距離。請確保定位塊不會影響到自動換刀系統的運作。

3.每一個裝置的S尺寸都是固定的。
BT40刀桿的S尺寸是65mm(2.559”)
BT50刀桿的S尺寸是80mm(3.149”)
4.定位塊與定位梢之種類與長度是依據機台不同在變化安裝之前需檢查全部尺寸,以確保精準度避免干擾。
二、小鋼砲銑削頭安裝步驟:
1.將機台主軸定位(M19)。
2.將定位塊鎖上主軸法蘭面,螺絲不要鎖緊保持可以左右滑動。
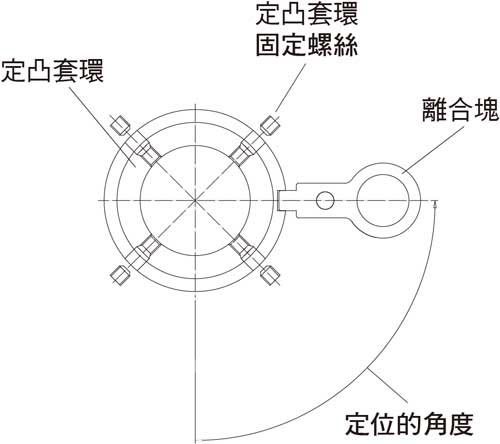
3.將小鋼砲銑削頭定凸套環上4顆固定螺絲轉鬆開約1/4圈,小鋼砲銑削頭本體即可轉動任何角度。
4.將小鋼砲銑削頭刀桿本體川鍵槽與定位梢同時對準機台主軸川鍵與定位塊,並且把小鋼砲銑削頭裝置於機台主軸上後,使離合塊與定凸套環上凹槽脫離。
5.將定位塊螺絲鎖緊。
6.裝置後將定凸套環凹槽對準離合塊,把定凸套環上4顆固定螺絲鎖緊。
7.解除機台主軸定位,後用手轉動主軸,測試主軸是否能轉動及離合塊與定凸套環上凹槽是否有完全脫離。
8.再將機台主軸測試運轉(逆轉M04或正轉M03),速度請勿太快,約50~100RPM。
9.將主軸停止,再做一次主軸定位動作確認定凸套環凹槽是否對準離合塊,如未對準請再重新做一次安裝步驟。
˙務必確認定凸套環上的4顆固定螺絲已鎖緊,若沒有徹底執行此動作會導致定位的角度無法維持,及發生不正常的自動換刀。

三、確認刀具執行自動換刀時有無干涉
• 請確認在執行自動換刀時,定位梢不會與刀庫的川鍵有所干涉。
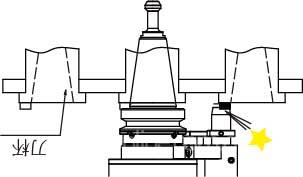
• 請確認在執行自動換刀時,拉頭與川鍵、定位塊不會有互相干涉。


• 請確認在執行自動換刀時,自動換刀臂與定位梢沒有互相干涉。
• 請確認在執行自動換刀時,請注意裝置的定位梢和刀具沒有與刀庫抵觸。


• 請確認在執行自動換刀時,自動換刀臂與定位塊沒有互相干涉。
• 避免不必要的損壞,請將鄰近左右的刀杯空下來。
• 自動換刀不適用與某些機台中心上,因為有重量和尺寸上不同的限制。使用本產品之前請確認自動換刀的夾持重量無超過最大值。
自動換刀的最後確認
安裝定位塊、冷卻劑的連接與定位角度的設定完成後,以手動的方式小鋼砲銑削頭安裝至機器主軸。請確實檢查主軸的定位鍵與小鋼砲銑削頭的川鍵槽是否契合,且定位梢已有插在定位塊的溝槽中。
使用注意事項:
1.使用小鋼砲銑削頭,機台主軸轉向為逆轉(M4)。
2.最高水壓7kgf/c㎡。
3.給水系統使用方式為:順時針轉(on)則有刀具出水功能;逆時針轉(off)則有給水珠出水功能。

• 注意當選擇使用刀具出水功能時,請用M3無頭螺絲將給水珠出水孔鎖緊,增加刀具出水功能的出水量。
4.調整加工方向須將下本體作底部上的6顆螺絲轉鬆約1/4圈,使下本體座能夠轉動後,使用百分錶或千分錶,將下本體座基準平面校正至平行0.01~0.005,再將6顆螺絲鎖緊即可。
5.螺帽鎖固請使用該產品所搭配之板手。
6.當銑削頭有卡鎖、運轉時有異常聲音、過熱或震動的問題,請與我們聯繫,請不要自行拆開裝置。
保養
1.小鋼砲銑削頭裡已有潤滑油,不需拆開添加潤滑油。
2.當完成加工後將小鋼砲銑削頭由機台上取下後,請使用高壓風槍對準定位梢或給水型拉頭的給水孔強行將銑削頭內部切削油吹出,一定要吹到完全沒有切削油噴出,以免下一次使用產生冷卻通道阻塞情況。
3.平常保養請用高壓風槍將小鋼砲銑削頭上油污及鐵屑去除,外觀再上防銹油。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


