山特维克可乐满全新整体硬质合金钻头CoroDrill 860

采用-SM结构设计的CoroDrill 860整体硬质合金钻头在加工安全性、钻孔整体一致性以及刀具寿命方便都堪称卓越。
山高新型标准化刀具:JC898 和 JC899

JC898 粗加工刀具带有一个内冷通道,可通过压缩空气去除切屑。JC899 精加工刀具具有获得专利的二合一槽形,可实现叠加复合材料的完整精加工。
株洲钻石:高效多刃通用铣削FMA14系列

优化的槽型设计,保证刃口强度,有效抑制崩损;螺旋切刃结构,降低加工阻力,切削更轻快;丰富的槽型系列,可应对多种加工场合。
高耐大因WIDIN全新难切削材质加工用端铣刀S-STAR

加工中刀具通过可变螺旋刃以及优化大前角可确保高速稳定加工 ;震动最小化,可实现高质量切削加工;优秀的切屑排出,以及刀面磨损最小化。
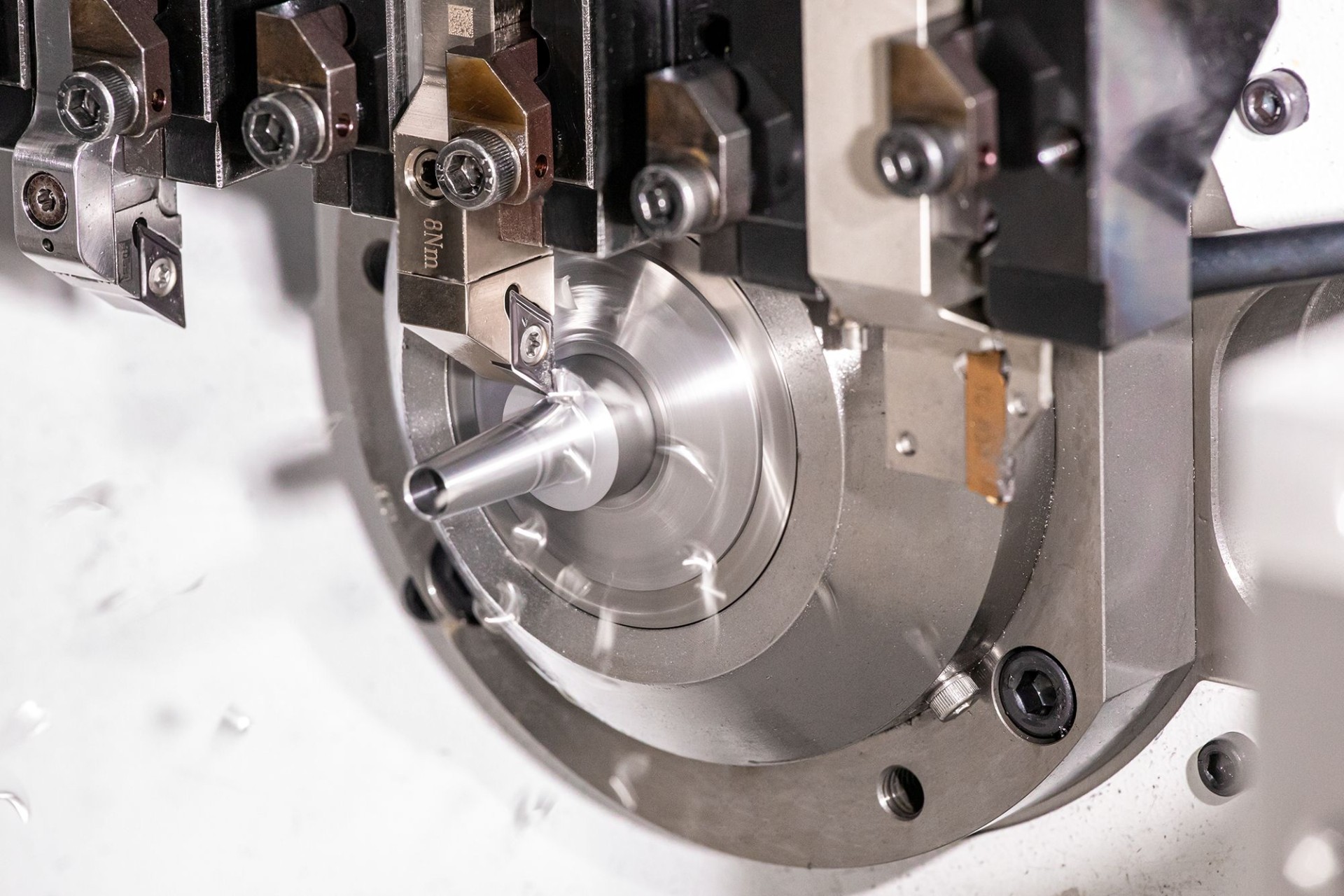
OGS ADO-MICRO(小径内冷油孔钻头)
.jpg)
ADO-MICRO硬质合金深孔钻充实了ADO深孔钻在极小径加工领域的空缺。其独特的槽型与中空油孔设计,可以实现大喷油量,在一定程度上提高自身排屑性.
澳克泰工具ASM90-LN13方肩铣刀
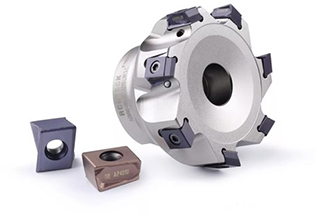
具有90°主偏角的铣刀是方肩铣加工的理想选择。刀片采用MR2槽型结合澳克泰的CVD和PVD涂层技术,可以实现更卓越的性能和更好的表面质量。
瓦尔特整体硬质合金丝锥 TC388

整体硬质合金丝锥 TC388 和 TC389 Supreme (致强) 具备特殊的倒角槽型。该槽型可在反转时将切屑齐根剪断;扭矩峰值被降到最低。
肯纳新型可转位铣刀KCSM40

KCSM40 在 Ti6Al4V 材料切削加工中的目标是切削速度为 175 SFM (53 m/min),同时实现每分钟超过 20 立方英寸 (327 cm^3/min) 的金属去除率。
伊斯卡全新高韧性PVD涂层合金牌号

IC1010牌号适用于中速-高速加工;IC1030牌号适用于低速-中速加工。新牌号采用了TiAlN涂层材料,具有显著提高的韧性及耐磨性。