钻头最新资料
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
钻头
>
钻头最新资料
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
欧士机
|
山高
钻头最新资料 第18页
性能优良的高效钻头—“魔钻”
引言 目前,可用于高速加工的刀具产品越来越多。高速加工意味着高切削速度和高切削效率。在铸铁的车削加工中,切削速度已可达到1000m/min。在钻削加工领域,虽然硬质含金钻头的使用已相当普遍,但高速钢钻头仍占有较大份额。就切削速度而言,钻削加工仍明显落后于车削和..
钻头
孔加工
阅读全文
ISCAR变色龙钻头
提高生产效率同时降低生产成本是金属切削追求的目标。ISCAR公司新近推出了变色龙刀具系列,其别具一格的刀体设计,扩展了在刀具整体中造价较高的刀体的通用性,一种刀体能使用多种不同形状的刀片,从而实现了较少的刀体满足多种不同加工的要求。下面对该刀具系列中的变..
钻头
孔加工
阅读全文
住友电工开发销售兼具高效化和长寿命的新型硬质合金钻头
住友电工超硬合金株式会社开发了可实现高效化和长寿命的钻孔加工用硬质合金整体钻头“超级多功能钻头(Super Multidrill)T型、HT型、XHT型”,并已开始销售。 超级多功能钻头(Super Multidrill)T型、HT型、XHT型 在汽车产业为主的制造业中,为降低总成本,需要不断追求加..
钻头
孔加工
阅读全文
HPF挤压丝锥和HPF底孔钻头
HPF挤压丝锥由两个部分组成,一部分是具有高扭转刚性的“弹性”钢质柄,另一部分是采用超细颗粒材 质耐磨性能好的挤压刀头,挤压刀头采用TiCN-PLUS涂层技术,与钢制刀柄连接性能好。由于挤压螺纹所产生的高扭矩将由刀头传递至刀杆,所以加工时可以使用更高的切削速..
钻头
螺纹加工
孔加工
阅读全文
三菱新型深孔钻头
三菱综合材料株式会社日前推出其最新型的Miracle WSTAR钻头,其钻孔深度可达钻头直径的8倍。 该超硬整体钻头采用半径较大和较小的两部分的沟槽设计,成功减去以往因分步加工而带来的多重工序,钻头一次推送即可完成到终点的切削,同时稳定性较高。该产品在微粒..
钻头
孔加工
阅读全文
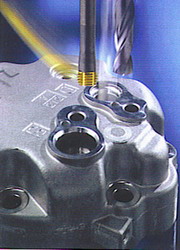
HARTNER公司-生产精密钻头
HARTNER 是一家专门生产精密钻头的德国企业. 自1879成立以来,一直继承发扬着生产高精度产品这一传 统。不断完善产品的功能、用最节省的方法为您解决孔加工问题是我们一贯所追求的目标。 我们精于制造各种钻头类工具, 并已成为该领域内为数不多的领先者之一。在样本中,..
钻头
孔加工
阅读全文
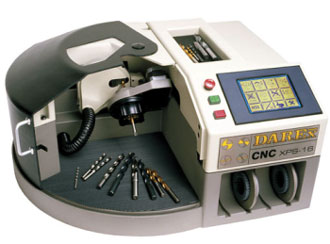
XPS-16 数控钻头刃磨机
技术说明 1、产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。 3、钻尖类型:标准型、圆锥型、X形横刃、R形..
钻头
孔加工
阅读全文
V390 钻头刃磨机
技术说明 1、产品特点:经济、方便、简单。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。钻柄长度不限。可以调节刃磨量。 3、刃磨直径范围:3-19mm 4、刃磨角度:118°-140° 5、刃磨范围:横刃、切削刃..
钻头
孔加工
阅读全文
XT3000 多功能精密钻头刃磨机
技术说明 1、产品特点:用途广泛、操作简单、保高精度、集多功能 2、刃磨性:可以刃磨2槽麻花钻、钻头材质为高速钢、镀锡钻、钴钻、硬质合金钻 (需选用金刚石砂轮)可以根据需要调节刃磨量。 3、刃磨范围:横刃、切削刃。 4、刃磨直径:3-30mm。 5、刃磨角度:90-150度..
钻头
孔加工
阅读全文
XPS-16 数控钻头刃磨机
技术说明 1、产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。 3、钻尖类型:标准型、圆锥型、X形横刃、R形..
钻头
孔加工
阅读全文
新开发的超小直径钻头
住友电工公司开发出一种超细晶粒硬质合金“XF1”,粒径仅为ф0.05~0.2µm,该钻头专门用于印刷电路板极小孔的高效率加工。在通常情况下,硬质合金原料处于粉末状态时,可以保持很小的粒径,但在合金压制过程中,粒晶将不断增大。住友公司采用新开发的专利技术,可以抑制..
钻头
孔加工
阅读全文
机夹钻头设计新思路
孔加工刀具的设计是一个需对许多技术难题进行相互协调的复杂过程。 Seco Carboloy 公司 ( 位于美国密歇根州 Warren )钻削产品经理 Goran Melin 说, “ 往往是某一方面的技术难题得到解决,必然会在另一方面产生新问题。 ” 这些需要协调的诸多方面,通常包括刀具寿命..
钻头
孔加工
阅读全文
首页
上页
13
14
15
16
17
18
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
霍夫曼中国与得力集团达成战略合作 打造工业品数字化采购新体验
芯片危机首次影响通用电动汽车生产
85%销售额来自内燃机,零部件供应商向EV转型仍需时日
日本将在中国新建纯电动车零部件工厂
EMUGE-FRANKEN和格劳博达成战略合作伙伴关系
客户案例 | 一套雄克夹具覆盖超40种航空零件
2030年金属3D打印服务市场将达500亿美元
Metrios:测量系统和机械精密仪器
助力“双碳”目标,促进绿色发展|文灿集团签约力劲9000T超级智能压铸单元
伊斯卡:自动生产线上刀具设计若干问题
雄克模块化零点快换系统助力航空工业智能化生产转型
油品包装中的大学问丨抓住这个小细节,为企业和环境“减负”
达诺巴特 :强强联手 | 解读碳中和目标下的风能创新技术
PolyWorks | InspectorTM实用技巧 | 将快照与特定对齐方式相链接
嘉实多EXPERTS大咖秀-风能创新技术运用
第一期-山特维克可乐满“铣削研讨会"—面铣会议问答集锦
《Milling Made Easy》铣削讲座第二期 易选易用CoroMill之 - 方肩铣
5G应用扬帆起航!比亚迪推动数字化生态发展!
数控刀具材料及选用大全,再也不用盲目选刀了!
『用户之声』温泽新的“巨无霸”测量技术助力非传统汽车业
『好品推荐』齿轮和旋转对称工件检测的福音 温泽GT系列
1-7月光伏累积新增1794万kW 风电如何在新能源市场中赢得主动权?
2021年1-7月风电新增装机超12GW!国家“1-7月份全国电力工业统计数据”出炉
WoodMac:预计未来12-18个月风机价格将上涨10%
钣金分包商看过来 一台设备搞定成套生产
勇克展资:重新定义精度
VARIAXIS i-800 NEO | 马扎克新一代5轴加工机
CIMT2021展品评述:面向新能源汽车及工程机械加工的高速机床
第一时间发现OSG新刀具
欧士机招聘信息:福州、深圳的小伙伴看过来
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工