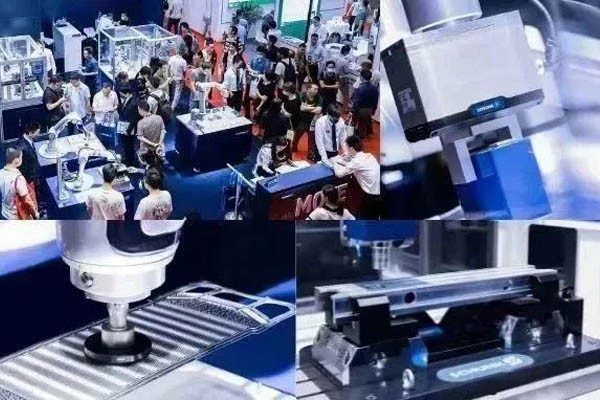
本周,CCMT2024于上海新国际博览中心精彩上演。围绕创新自动化、数字化和电动化的主题,雄克在W4馆A101展位为现场观众带来适应不同应用场景和加工需求的高效产品及自动化解决方案。
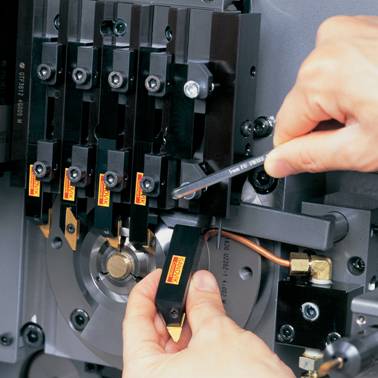
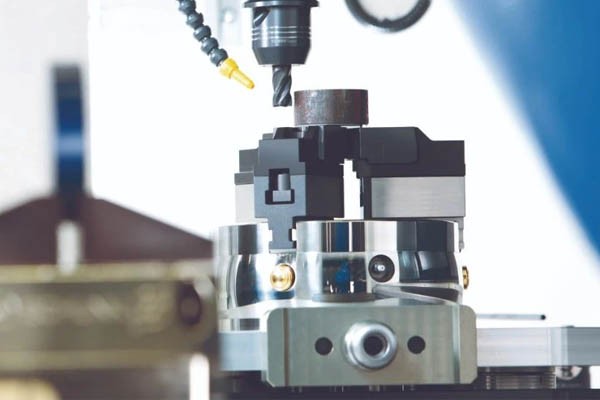
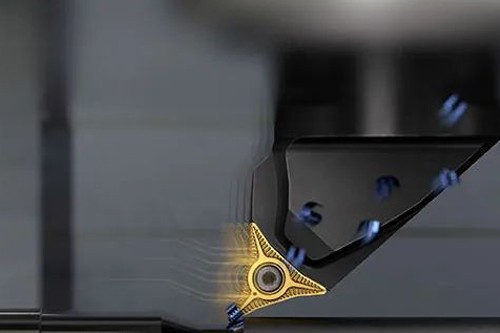
在多任务机床上,用于通用ISO车削的Seco-Capto MTM JETI刀柄,可将高压冷却液直接输送至45°B轴。这允许使用更短的加工刀具,更大的可达性,更少的悬伸和减少碰撞的风险。
招聘公告 | 雄克未来,因你不同
人山人海,谢谢大家支持!!!
伊斯卡X-STREAM HSK A-63沿夹持孔带有冷却液喷射通道的刀柄,为整体硬质合金立铣刀提供了最佳的解决方案。
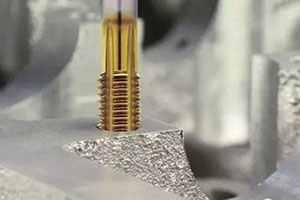
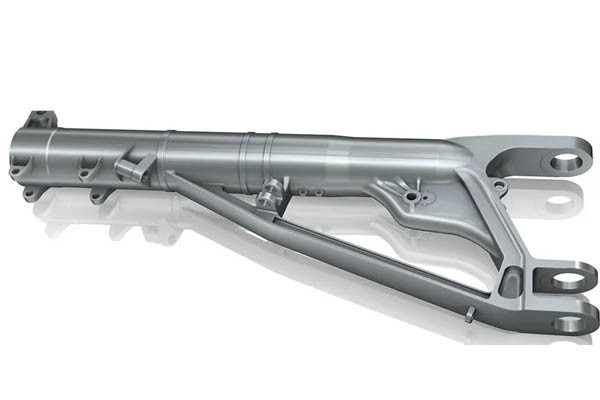
今天介绍的新款MM接柄减径杆,在实现高刚性连接的同时,还可提高现有刀柄的利用率!